



















Tube Sheet Introduction
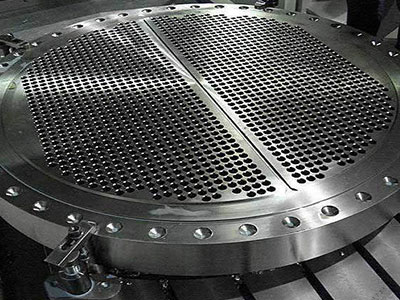
A tube sheet is a circular steel plate with holes slightly larger than the tube outer diameter, serving as a round steel in heat exchangers that fixes the tubes and seals the medium. It is a fitting that allows the tubes to be inserted and welded in place for this purpose.
The precision of tube plate processing, particularly the spacing and tolerance of tube holes, diameter, perpendicularity, and smoothness, greatly affects the assembly and operational performance of the listed chemical equipment.
Tube sheets are widely used in industries such as shell-and-tube heat exchangers, boilers, pressure vessels, steam turbines, and large central air conditioning systems. They are primarily used in chemical vessels, including shell-and-tube heat exchangers, pressure vessels, boilers, condensers, central air conditioning, evaporators, and seawater desalination, where they serve to support and fix the tube bundles. The metallic material ensures not only high rigidity but also excellent thermal conductivity.

Common Materials
Carbon Steel Plates: ASTM A105, 20#, Q235, 16Mn, ASTM A350 LF1, LF2 CL1/CL2, LF3 CL1/CL2, ASTM A694 F42, F46, F48, F50, F52, F56, F60, F65, F70
Stainless Steel Tube Sheets: ASTM A182 F304, 304L, F316, 316L, 1Cr18Ni9Ti, 0Cr18Ni9Ti, 321, 18-8
Alloy Tube Plates: ASTM A182 F1, F5a, F9, F11, F12, F22, F91, A182F12, A182F11, 16MnR, Cr5Mo, 12Cr1MoV, 15CrMo, 12Cr2Mo1, A335P22, St45.8/Ⅲ
Production Process
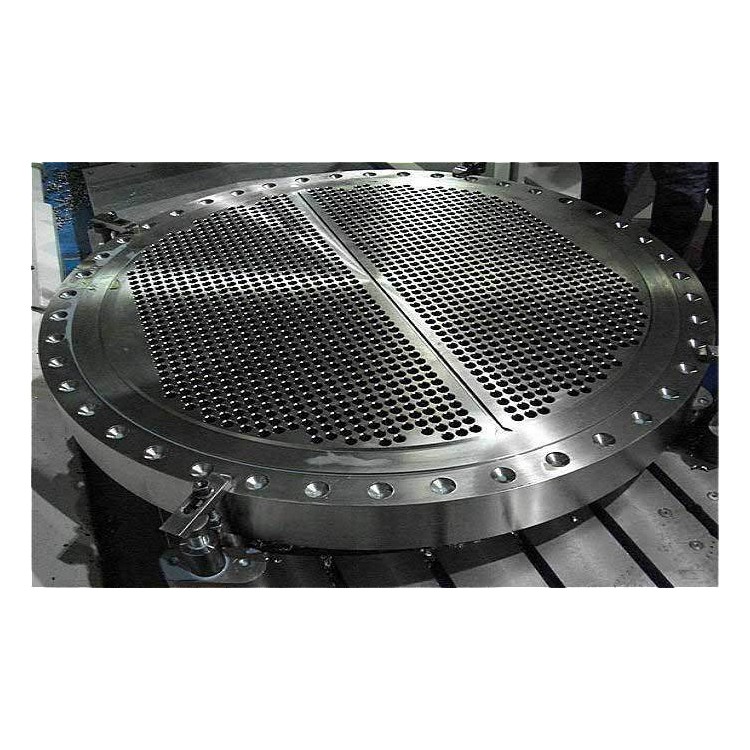
Pipe plates for Class 3 and 4 pressure vessels require higher precision. Traditional hole processing methods include fitter marking and arm drill boring. As chemical containers become larger, the diameter of pipe plates also increases, and their thicknesses gradually thicken. CNC technology has been introduced for pipe plate processing, with CNC drilling machines commonly used for pilot holes, complemented by arm drills for hole boring. The use of machining centers for high-precision hole processing is increasingly being accepted by some large enterprises. There is a growing demand for heavy-duty pipe plates in the nuclear power, seawater desalination, and central air conditioning heat exchanger fields.
Inspection Standards
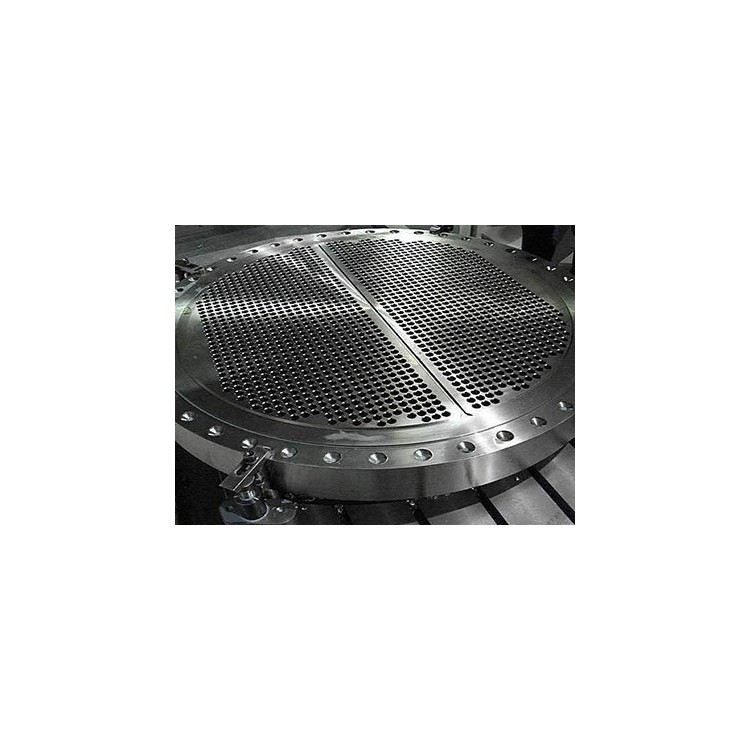
During the detection of pipe plates, the main indicators include hole positioning, hole diameter tolerance, hole smoothness, burr presence, and slot locations, etc. For double pipe plates, the detection process emphasizes hole positioning even more, as the fit between the two plates' hole positions is crucial. Generally, a CNC drilling machine can ensure this. For holes over 300mm in thick plates, the perpendicularity of the holes becomes significant. These large-diameter thick plates require more precise tools and equipment, and the application of special gantry machining centers will become increasingly common.
Corrosion factors for tube sheets
1. Medium composition and concentration: The effect of concentration varies, for instance, in hydrochloric acid, higher concentrations generally lead to more severe corrosion. Carbon steel and stainless steel are subject to significant corrosion in sulfuric acid at around 50% concentration, but the corrosion rate sharply decreases when the concentration increases to above 60%.
2. Impurities: Harmful impurities include chloride ions, sulfate ions, cyanide ions, and ammonia ions, which can cause severe corrosion in certain conditions.
3. Temperature: Corrosion is a chemical reaction, and the rate of corrosion approximately increases by 1 to 3 times for every 10℃ rise in temperature, but there are exceptions.
4. pH Value: Generally, the lower the pH value, the greater the metal corrosion; (5) Flow Rate: In most cases, the higher the flow rate, the greater the corrosion.
Protective process for tube plates
Tools and Equipment: Sandblasting equipment, protective canvas or plastic sheeting, cork stoppers, alcohol or acetone, putty knives, screwdrivers, trash bags, hand drills, work power supply, rubber gloves, hard hats, protective goggles, rags, brushes.
2. Step ***: Open the condenser end cover, use a hairdryer and blower to dry the surface and inside of the pipes, then plug the pipe openings with a cork and cover the flange to ensure the pipe openings are not damaged during sandblasting.
Sandblasting: During sandblasting, cover with canvas and other materials to prevent sand particles from soiling other equipment. Use quartz or garnet sand for sandblasting, which can produce a 4 mil surface without generating excessive dust, ensuring the base metal's natural color is maintained. After sandblasting, remove the cork plug.
Step 3: Solution Cleaning: Clean the metal surface of impurities and oil stains with acetone.
Step 4: Apply Material: First, use high polymer repair material and metal repair material to level out the pitted areas on the inner wall of the condenser tube plate to prevent the formation of water vortices during operation, until the required flat surface is achieved. Then, evenly apply the high polymer fluid protective material to the entire repaired surface. Pay special attention to the junction between the panel and the tubes to achieve the purpose of sealing and preventing leaks.
Step 5: Curing: Cure the material according to the curing requirements, and it can be put into production after curing is complete.
After-Sales Service Description
1. Our company specializes in manufacturing tube sheet and baffle products. Upon receiving a customer's tube sheet drawing order, we produce strictly according to the drawings, ensuring product quality and production deadlines. Please call for consultation and negotiation.
2. The company promises a 7-day no-questions-asked return and exchange policy for purchased tube plates, a 15-day exchange period, and a one-year warranty for tube plate quality.