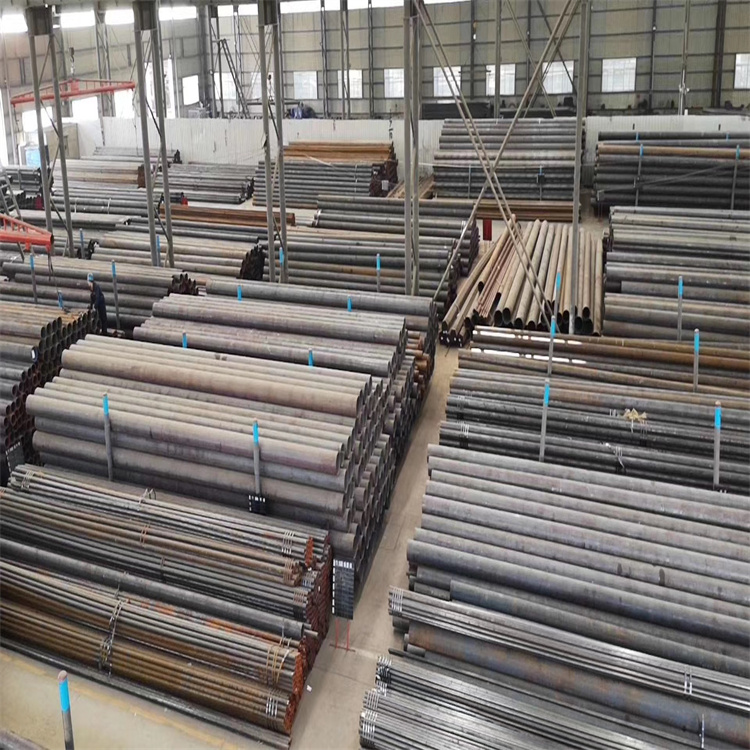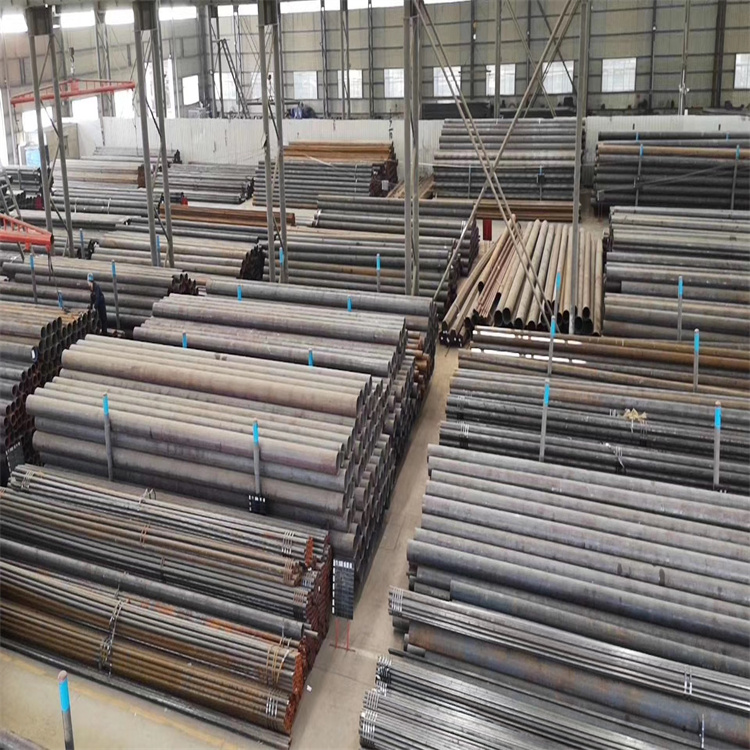














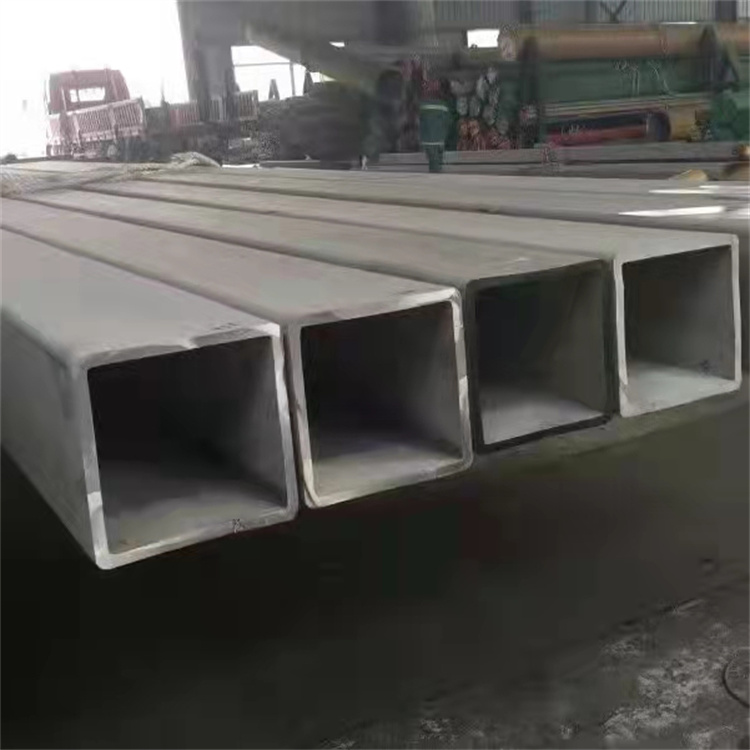
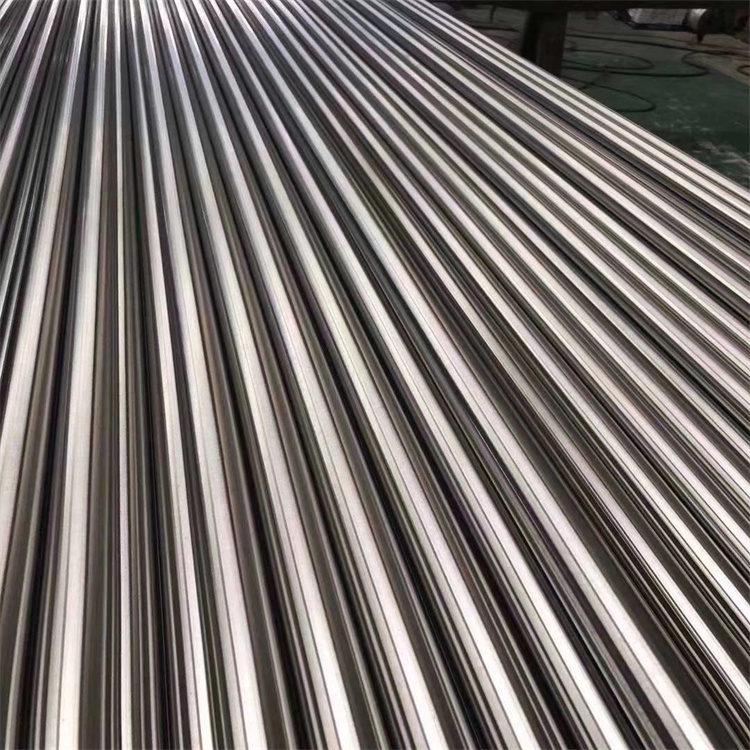




Thin-walled seamless tubes play a crucial role in the ongoing resolution process, being produced through rigorous and complex production processes, with very pronounced performance characteristics. Prevention methods for bubbles during thin-walled seamless tube welding include: - Flux composition. When welding with a small amount of CaF2 and SiO2, it absorbs a significant amount of H2, converting it into a highly stable HF that is not soluble in shape-memory alloys, thereby preventing the formation of gas pores. - Flux deposition thickness is generally 25-45mm. The flux particle size and relative density determine the deposition thickness, with opposite values; large current density, low welding speed deposition thickness values, opposite values. Additionally, during summer or high relative humidity, recycled flux should be air-dried before reuse. - Welding appearance. If the welding shape index is too low, the weld appearance is narrow and deep, making it difficult for gases and impurities to rise, leading to the formation of gas pores and weld spatter. Typically, the welding shape index is controlled between 1.3-1.5, with thicker-walled pipe welding values, thicker wall values. - Reducing secondary coil electromagnetic fields. To minimize the impact of magnetic deflection, the connection points of the welding cables on the product should only be as close as possible to the welding equipment, preventing some welding cables from creating a secondary coil electromagnetic field on the product. - Process aspects. Minimize welding speed or increase current density to slow down the crystallization rate of the molten metal in the weld pool, facilitating the escape of gases. Additionally, if the hot-rolled steel strip delivery location is unstable, immediate adjustment should be made to avoid frequent adjustments to the front axle assembly or rear axle to maintain shape, making it difficult for gases to escape.