







Spraying is the use of corona discharge phenomenon to adsorb powder coating onto the workpiece. The process is as follows: the powder coating is fed into the spray gun by the powder supply system through compressed air gas. The high voltage generated by the high-voltage electrostatic generator is applied to the spray gun. Due to corona discharge, dense charges are generated near it. When the powder is sprayed from the nozzle, charged coating particles are formed, which are attracted to the workpiece with the opposite polarity by the electrostatic force. As the amount of powder sprayed increases, the charge accumulates more. When it reaches a certain thickness, due to the electrostatic repulsion effect, it no longer absorbs, so that the entire workpiece obtains a certain thickness of powder coating. Then, through heating, the powder melts, flattens, and solidifies, forming a hard coating on the surface of the workpiece.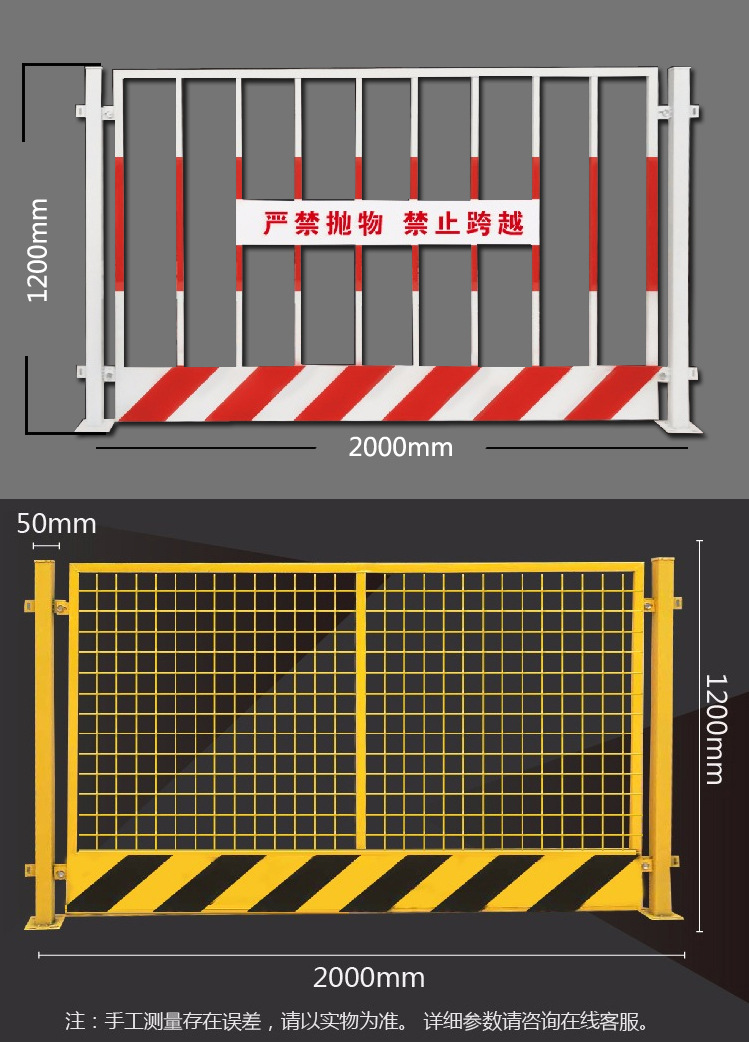
The mesh of the construction site foundation pit guardrail is not fixed, and various forms can be used, such as square tube insertion, welded wire mesh or stamped steel plate mesh. The width of the foundation pit guardrail is usually 2 meters (center to center distance), and the height is 1 meter and does not chase 2 meters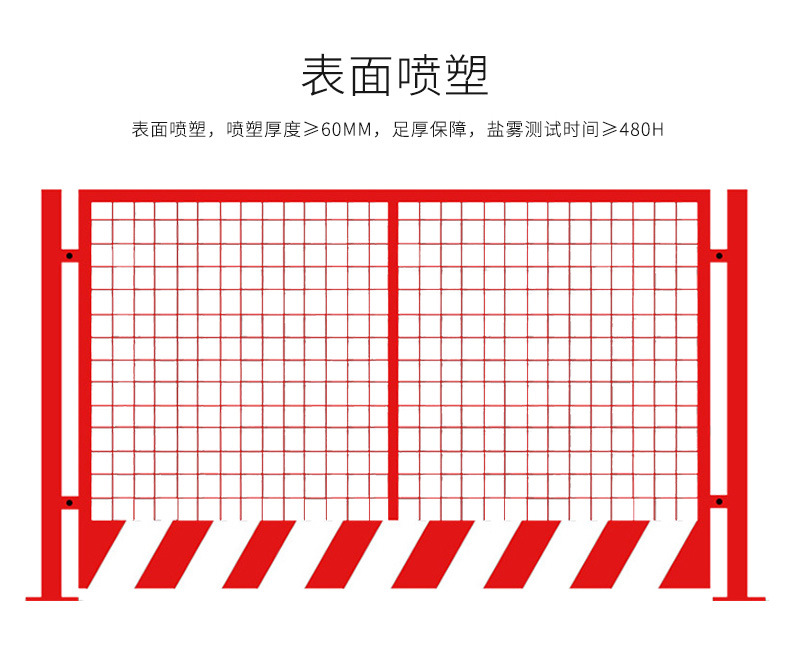
Immersion molding, also known as coating, hot dip molding, and hot compress coating.
(1). Preheating: The mold is sent into the oven to absorb heat, so that the plastic sol can adsorb on the hot surface during immersion molding. The preheating temperature and time vary depending on the size of the mold and the type of plastic sol.
(2). Immersion molding: Preheating is immersed into the plastic sol, with a general immersion speed of ≤ 10/s and a lifting speed of ≤ 5/s. The immersion time is set according to the volume size and product thickness, and is generally controlled between 1-60 seconds.
(3). Plasticization: Place the already impregnated material into an oven and heat the mold and its attached plastic solution to plasticize and shape the plastic solution. The plasticization temperature and time are set according to the material, volume size, product hardness, and thickness. The general plasticizing temperature is 200-350 ℃, and the plasticizing time is 10-90s.
(4). Cooling: After plasticization is completed, leave the oven and lower the temperature to bring the molded product to room temperature. Cooling methods include water cooling and air cooling.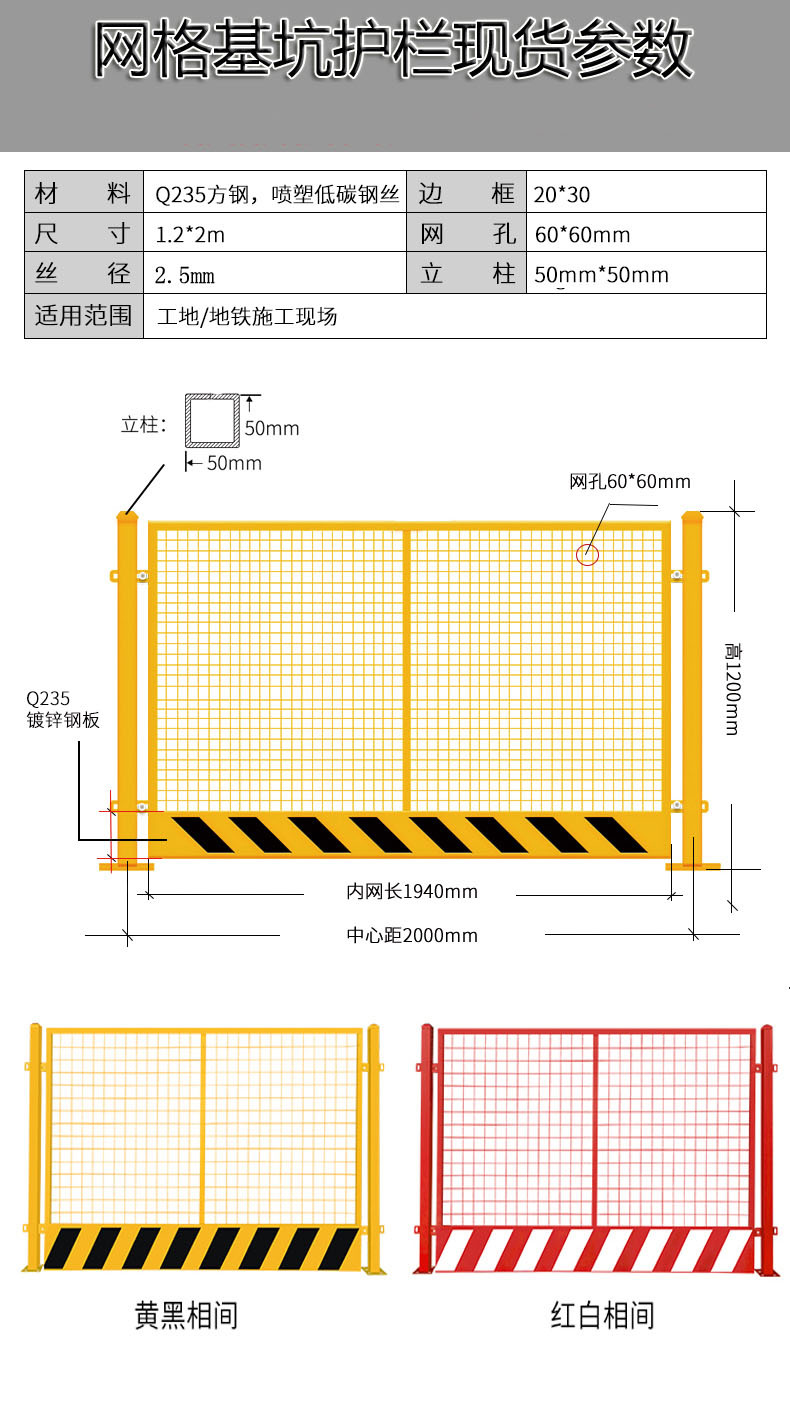
Standard parameters: Construction: The foundation pit guardrail net is composed of fixed columns, protective mesh, and connecting bolts. The columns are made of 48 * 2.0 steel pipes or 50 * 50 * 2.0 square pipes welded together to form a mesh.
WeChat Official Account

Scan to follow Official Account