
 Flange
Flange
 Elbow
Elbow
 Flange
Flange
 Stainless Steel Flange
Stainless Steel Flange
 90-degree elbow
90-degree elbow
 Flange Plate
Flange Plate
 Bend Elbow
Bend Elbow
Product Details




产品Price Negotiable
最小起订Quantity:1 Piece 供货总Quantity: 9999 Piece


Brand |
|
Specs |
Customizable |
Material |
Carbon Steel |
Application |
Construction Engineering |
Origin |
Hebei |
Eligible territories for sale |
National |
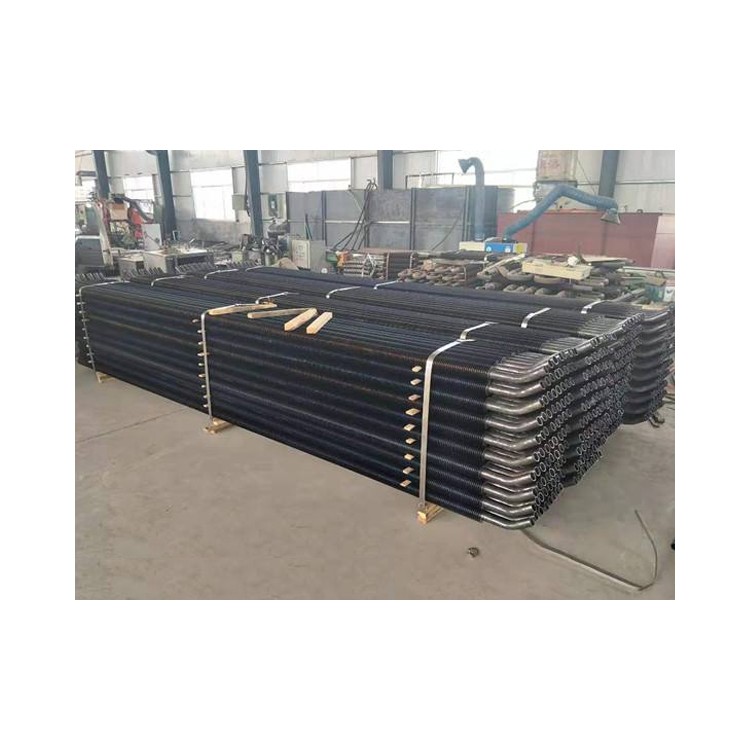
High-frequency welded spiral fin tubes are welded by simultaneously wrapping steel strips around a steel pipe, utilizing the skin effect and proximity effect of high-frequency currents to heat the outer surface of the steel strip and the steel pipe until they reach a plastic state or melt. The welding is completed under a certain pressure on the wrapped steel strip. This high-frequency welding is essentially a solid-state welding process. Compared to methods such as insert welding, brazing (or integral hot-dip galvanizing), it excels in both product quality (fin weldment rate up to 95%) and production efficiency and automation levels. High-frequency welding utilizes solid-state resistance heat as its energy source. During the welding process, high-frequency current generates resistance heat within the workpiece, heating the welding area to a melting or near-plastic state. A upsetting force is then applied (or not applied) to achieve metal bonding. Hence, it is a solid-state resistance welding method. High-frequency welding can be categorized into contact high-frequency welding and induction high-frequency welding based on how the heat is generated within the workpiece by the high-frequency current. In contact high-frequency welding, the high-frequency current is transmitted into the workpiece through mechanical contact. In induction high-frequency welding, the high-frequency current induces a current within the workpiece through the coupling action of an external induction coil. High-frequency welding is a highly thermally efficient welding method and requires equipment tailored to the product. It boasts high production rates, with welding speeds up to 30m/min. It is primarily used for welding longitudinal or helical seams in the manufacturing of tubes. Key Performance Indicators of High-Frequency Welded Spiral Finned Tubes:
Fin height deviation ≤ ±0.75mm
The average pitch deviation of the fins is ≤±0.2mm within any 10 pitches.
The straightness of finned tubes: ≤1mm per meter, total length ≤10mm
Fin and tube surface perpendicularity (fin tilt angle) α≤8°
Fin and tube surface longitudinal welding rate
(The total actual weld length measured compared to the theoretical weld length measured is La ≥ 0.95Lt)
Fin and tube surface horizontal welding rate
(The total average width of the actual weld at the measurement point compared to the steel strip thickness) Sa ≥ 0.85Sf
Tensile strength of welding specimens ≥ 200MPa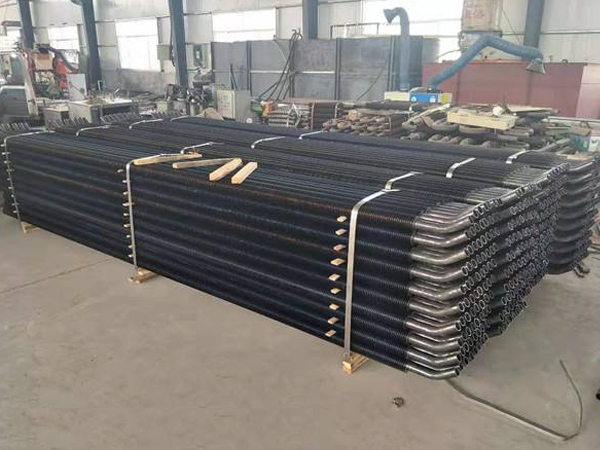

Phone Consultation