
 液涨夹具 (磨齿应用)
液涨夹具 (磨齿应用)
 液涨夹具 (剃齿应用)
液涨夹具 (剃齿应用)
 液涨夹具(检测应用)
液涨夹具(检测应用)
 液涨夹具 (外圆磨应用)
液涨夹具 (外圆磨应用)
 液涨夹具(车床应用)
液涨夹具(车床应用)
 液涨夹具 (磨齿应用)
液涨夹具 (磨齿应用)
商品详情


产品价格 电议
最小起订数量:1 台 供货总数量: 26145 台


产品名称 |
|
应用 |
滚齿应用 |
夹持力度 |
≦100MPa |
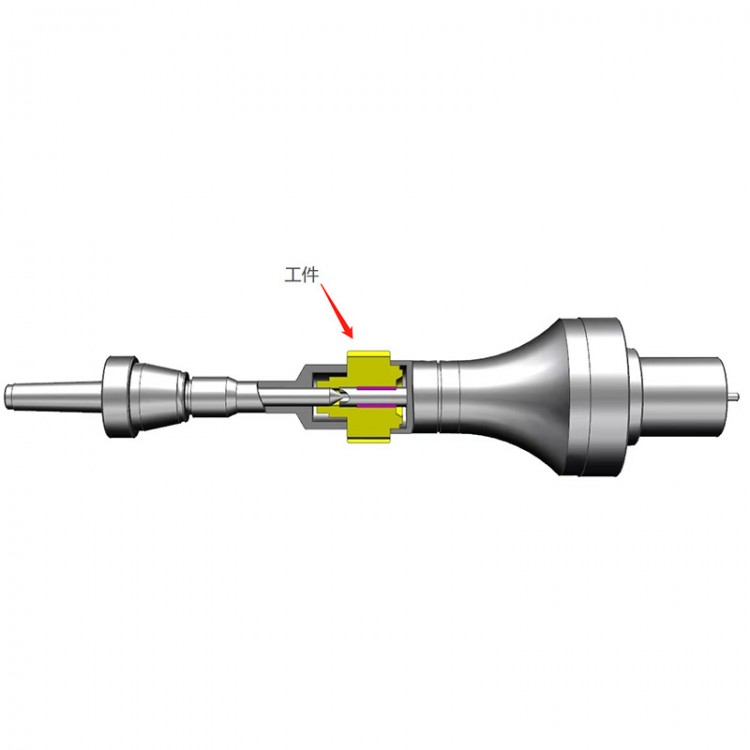
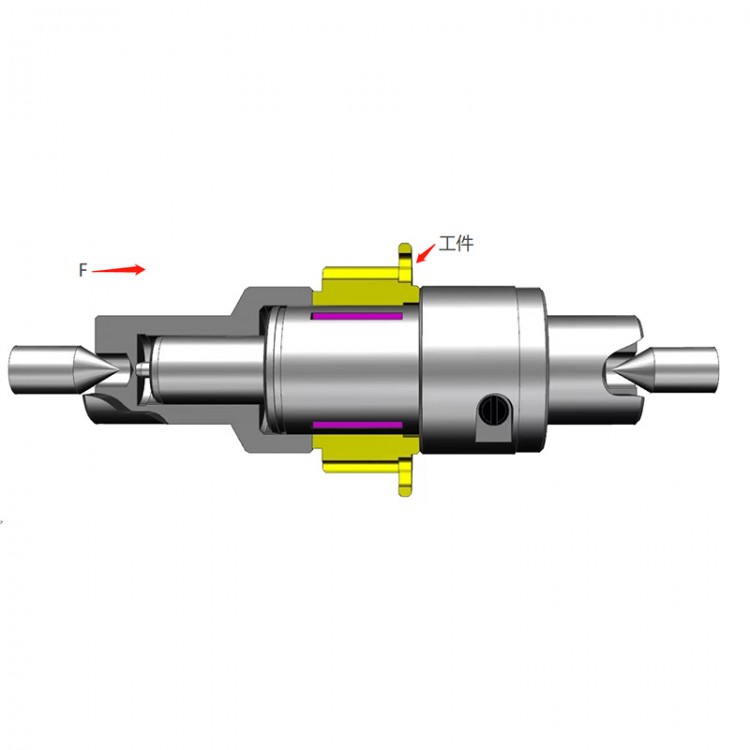
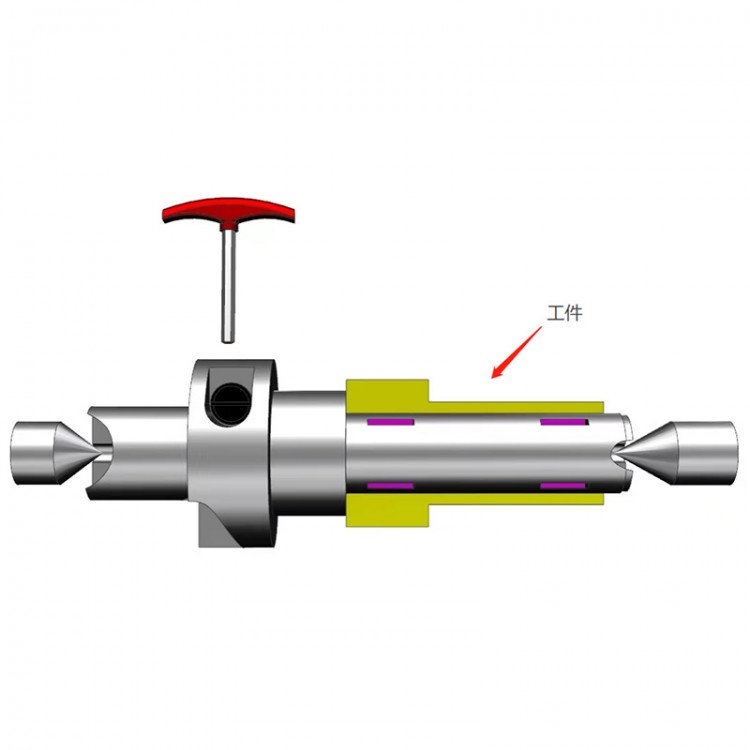
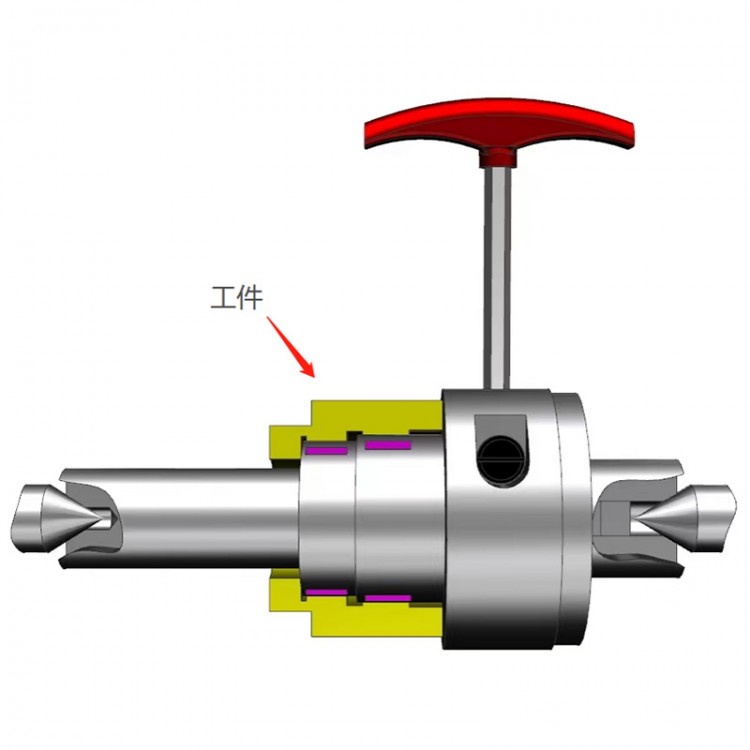
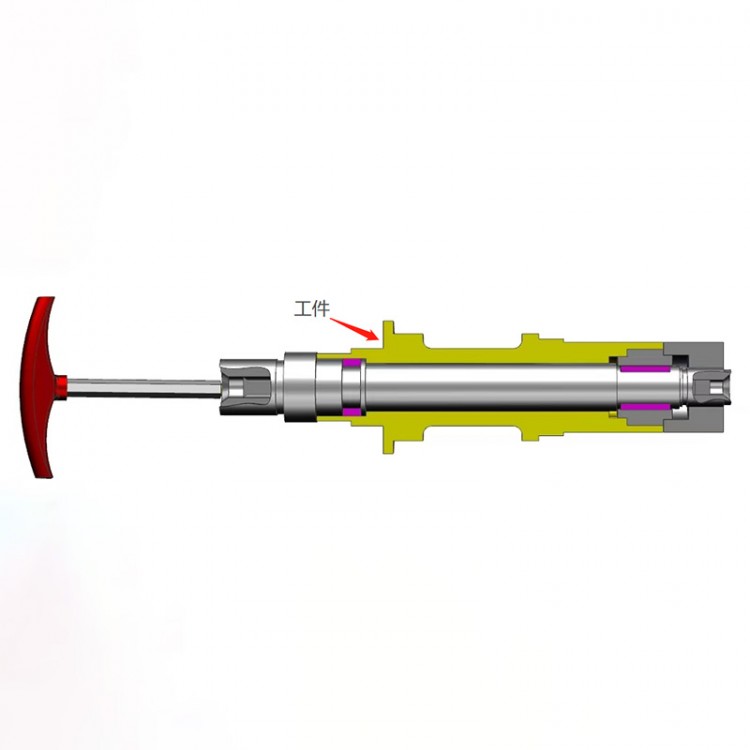
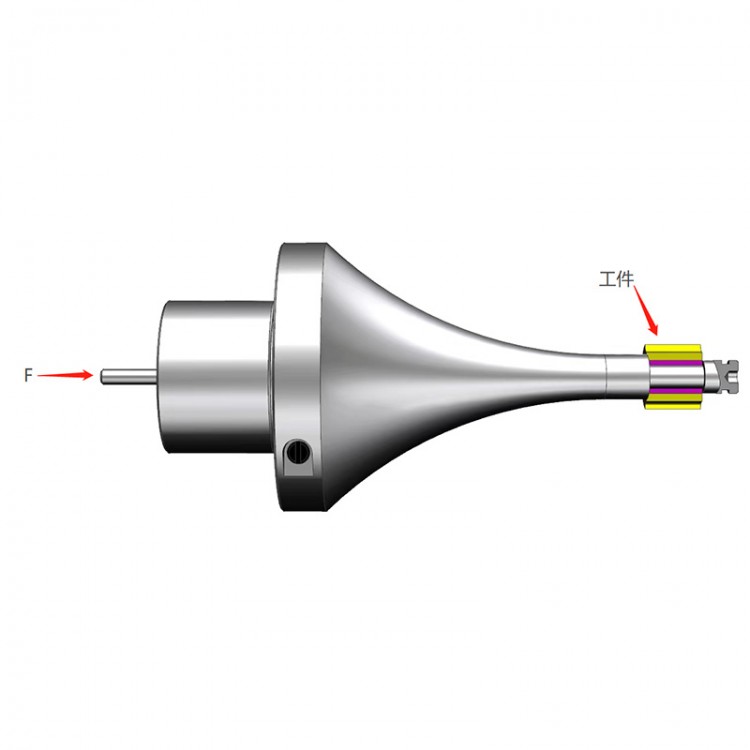
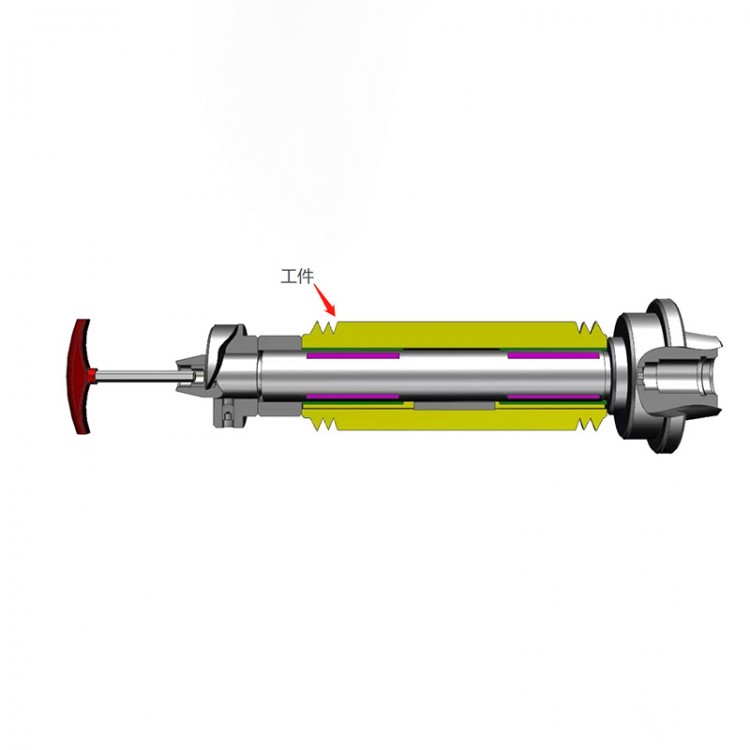
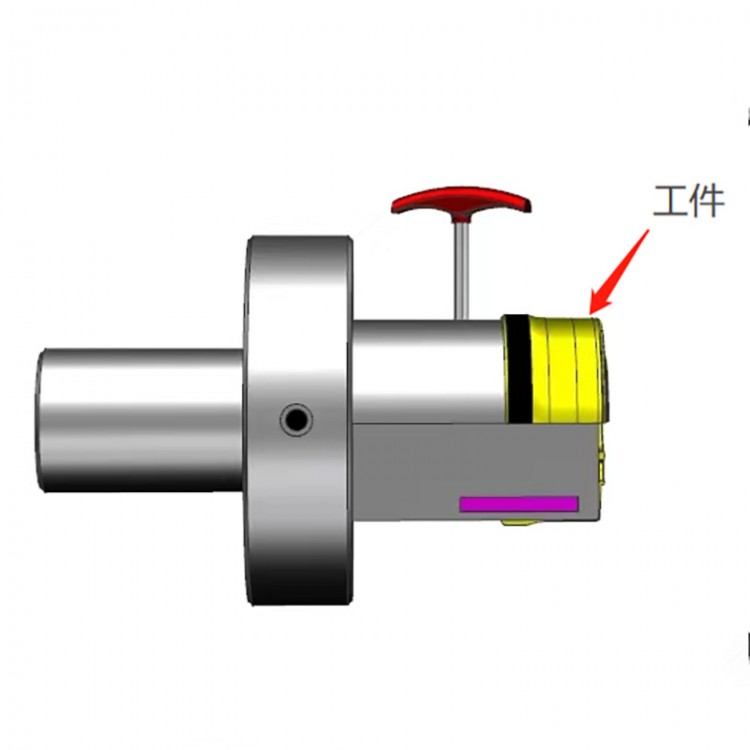
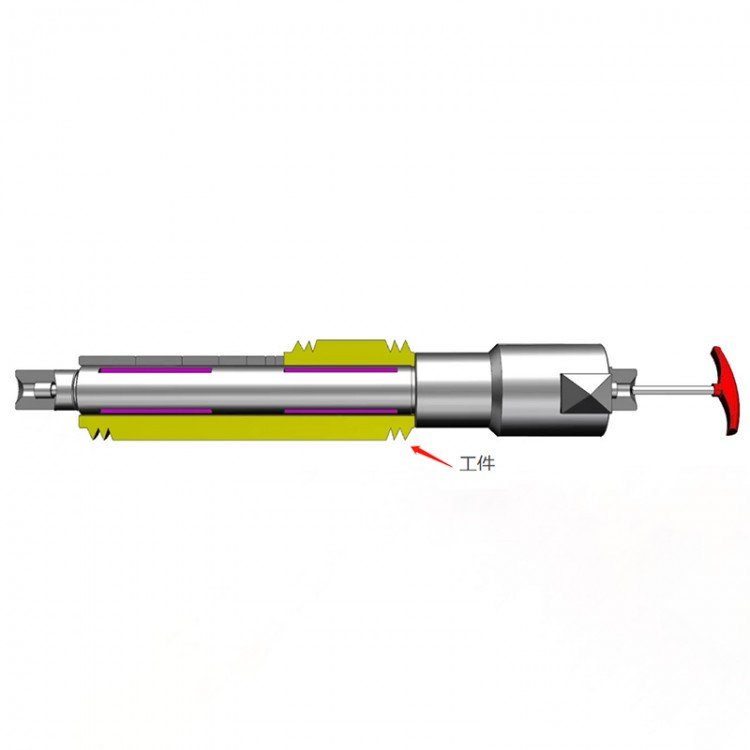
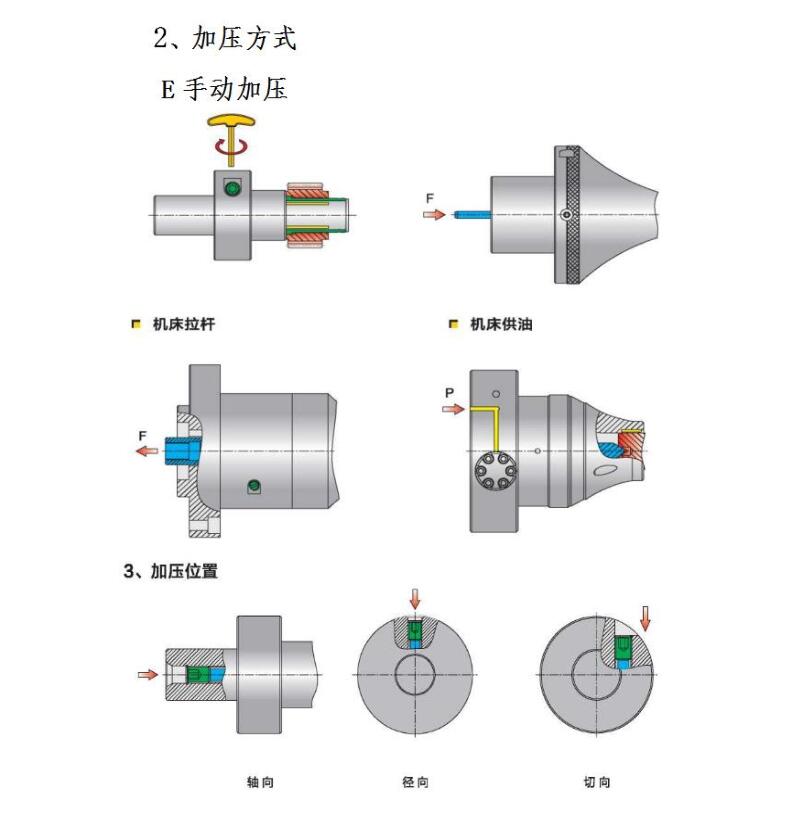
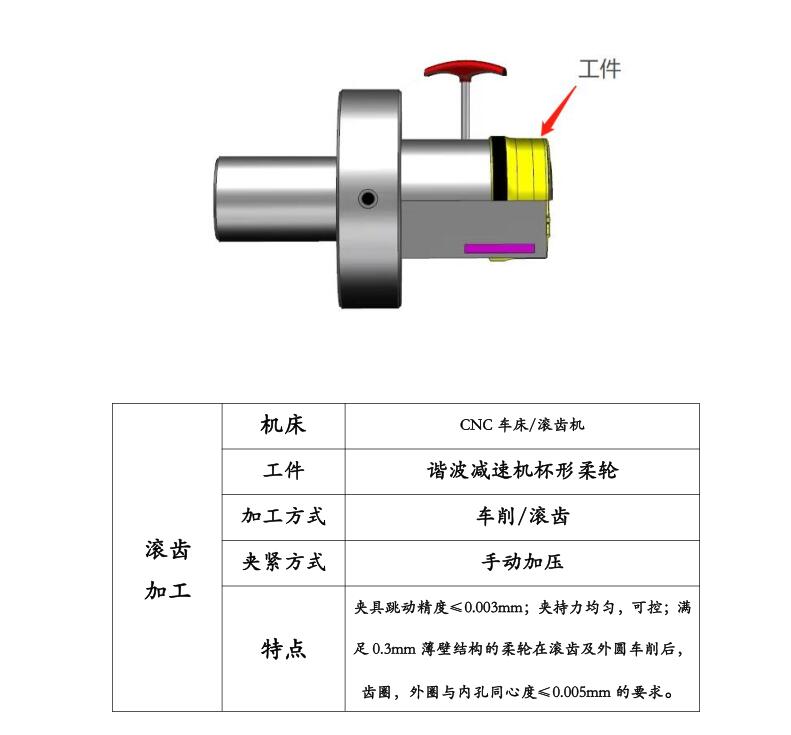
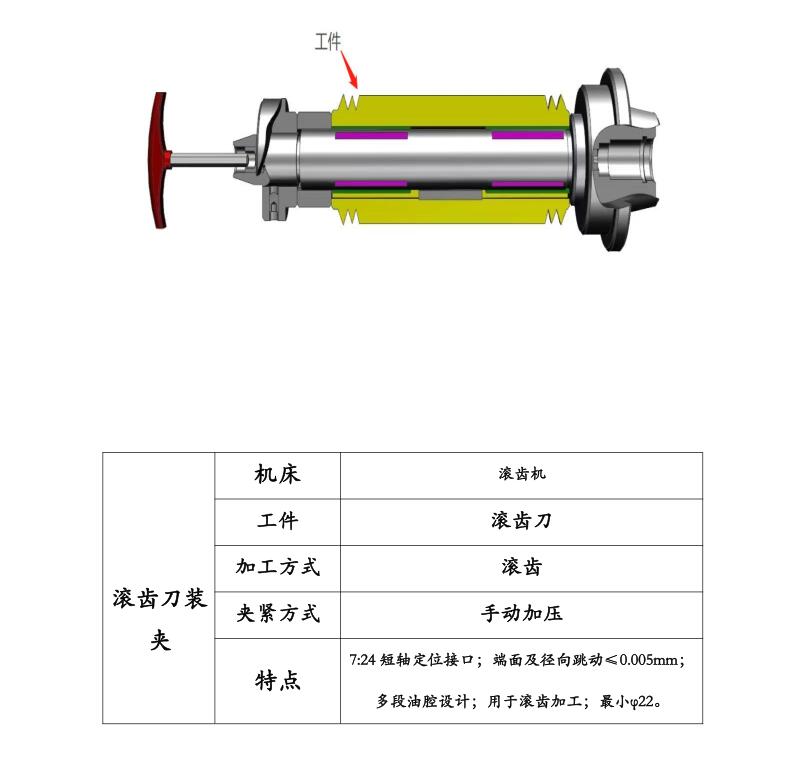
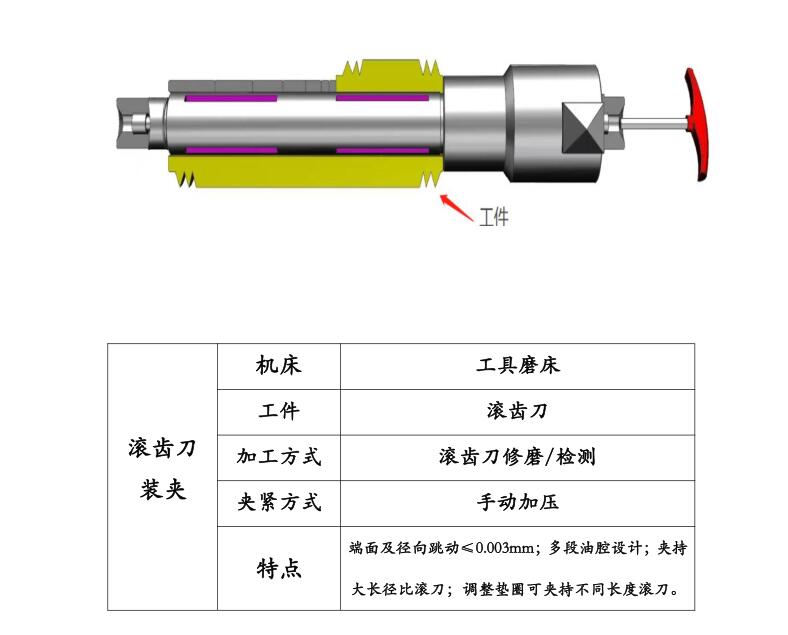
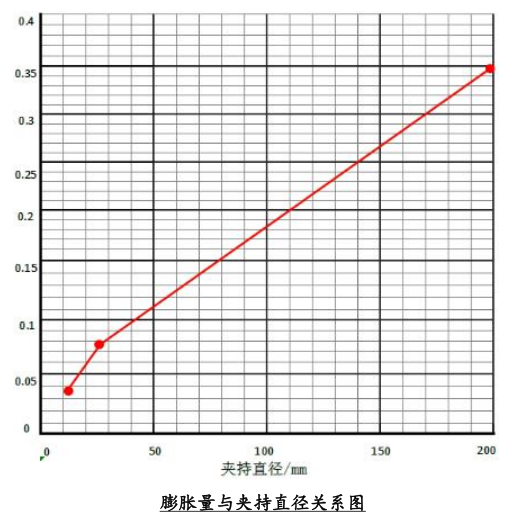
一、液涨夹具的原理 与普通液涨夹具不同之处在于,液涨夹具是采用静压膨胀技术,对夹具进行加压后,液压介质在加压机构作用下产生大的压力,迫使变形元件在整个夹持范围内 360°周向均匀弹性变形,实现对工件定位孔/轴的胀紧。 二、液涨夹具的特点 1、夹具内部充满液体介质 2、夹具的工作面,是弹性变形 3、对工件进行环形夹持,夹持力度均匀不变形 4、夹持力度大,可达 100MPa 5、工件变形量小,加工精度高,夹具动态精度小于0.003MM 6、工件夹紧和拆装速度快,工作效率高。 7、根据设备和工件,量身定制,适应性强。 8、膨胀量是夹紧直径的 0.3% 9、使用变径卡簧,花键卡簧等附件,可以实现多种尺寸规格工件的加工 10、能实现工件和夹具的快速切换 三、液涨夹具的结构与类型 滚齿应用 四、液胀夹具的技术参数 1、适用范围 液胀夹具的大允许膨胀量不大于夹持直径的 3%, —般要求被夹持工件部位尺寸公差为 H7 及以上时可获得良好的夹持精度与使用寿命。 2、加压控制 手动加压的液胀夹具,强烈建议使用扭力扳手并按推荐扭力值进行加压;机床自动加压的液胀夹具也应按照推荐的机床推力、拉力或油缸油压进行加压。 3、精度检测 夹具精度检测以标准件为准,精度应符合双方技术约定。 4、压力检测 夹具在推荐加压值范围内未能夹紧标准件,表明液胀夹具夹紧失效,请联系公司技术员。 五、液胀夹具的使用注意事项 ①液胀夹具日常应注意液胀夹具膨胀部位在无工件或标准件夹持的情况下,请勿空胀。 ②定期均匀涂抹防锈油脂,注意防锈期限为三年;尤其是使用前后切勿遗忘防锈处理。 ③使用完毕或周期性使用时,皆需做好整体防尘工作,以免影响下次使用。 ④液胀工装建议以木箱形制包装静放于干燥空旷的区域。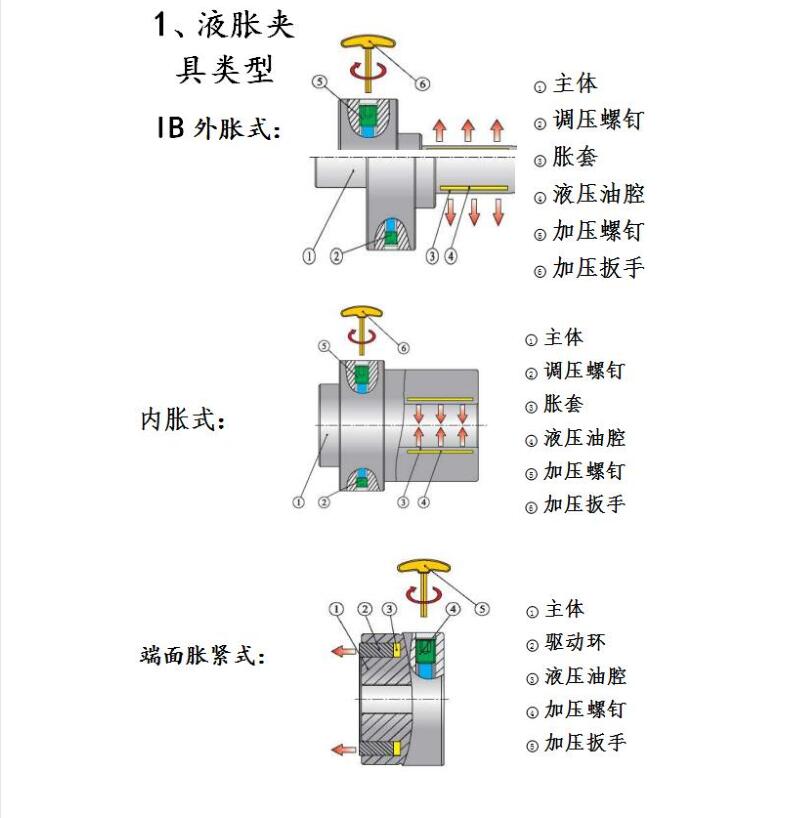
b2b.china9.net 中商壹壹肆河北网络科技有限公司版权所有 联系地址:河北省石家庄市桥西区中山东路118号东方新世界中心6009室 平台服务电话:4006299930 电信业务经营许可证:冀B2-20240433 冀ICP备18021699号-2  冀公网安备13010402003046号
冀公网安备13010402003046号
