







иҰҒдҝқиҜҒй«ҳйҖҹз®ЎејҸеҲҶзҰ»жңәзҡ„зЁіе®ҡиҝҗиЎҢе’ҢжӯЈеёёе·ҘдҪңпјҢеңЁз»ҙжҠӨдҝқе…»дёӯиҜ·жӮЁе°ҪеҲ°дёӢиЎЁдёӯзҡ„иҒҢиҙЈгҖӮ
4.1з»ҙжҠӨдёҺдҝқе…»иҒҢиҙЈ
| иҒҢ иҙЈ | 规е®ҡж—¶й—ҙжҲ–зЁӢеәҰ | зӣ® зҡ„ |
| 1.иҪ¬йј“йЎ¶йғЁиһәзә№жӢ§дёҠдҝқжҠӨеҘ—гҖӮ | еҪ“иҪ¬йј“жІЎжңүдёҺдё»иҪҙиҝһжҺҘд№ӢеүҚгҖӮ | йҳІжӯўзў°ж’һз ҙеқҸиһәзә№гҖӮ |
| 2.иҪ¬йј“жё…жҙ—ж¶ҲжҜ’гҖӮ | жҜҸж¬ЎзҰ»еҝғжңәеҒңжңәеҗҺгҖӮ | еҺ»йҷӨеӣәдҪ“ж®Ӣз•ҷпјҢз»ҙжҠӨе№іиЎЎгҖӮ |
| 3.жё…жҙ—жЈҖжҹҘдёӢиҪҙжүҝз»„гҖӮ | жҜҸе‘ЁдёҖж¬ЎжҲ–жӣҙз»ҸеёёдәӣеҸ–еҶідәҺдҪҝз”Ёжғ…еҶөгҖӮ | еҺ»йҷӨжұЎзү©пјҢжЈҖжҹҘе№ійқўзЈЁжҚҹжғ…еҶөпјҢдҝқиҜҒиҪҙжүҝеә§е№іж»‘жҺҘи§ҰгҖӮ |
| 4.жӣҙжҚўдёӢиҪҙжүҝеҺӢз°§гҖӮ | дёҖе№ҙдёҖж¬ЎгҖӮ | дҝқиҜҒиүҜеҘҪзҡ„йҳ»е°јдҪңз”ЁгҖӮ |
| 5.ж»‘еҠЁиҪҙжүҝеҠ жІ№и„ӮгҖӮ | жҜҸж¬ЎејҖжңәеүҚеҠ йҖӮйҮҸжІ№и„ӮгҖӮ | дҝқиҜҒйҳ»е°јдҪңз”Ёе’ҢиҪҙжүҝж¶Ұж»‘гҖӮ |
| 6.жӣҙжҚўж»‘еҠЁиҪҙжүҝгҖӮ | еҪ“зЈЁжҚҹиҮізӣҙеҫ„вүҘПҶ36.4mmж—¶гҖӮ | дҝқиҜҒе№ізЁіиҝҗиҪ¬пјҢйҳІжӯўдҫӣж–ҷз®Ўзў°ж“ҰгҖӮ |
| 7.жӣҙжҚўдёӢз«Ҝзӣ–иЎ¬еңҲгҖӮ | еҪ“зӣҙеҫ„зЈЁжҚҹиҫҫ0.5mmжҲ–еӨ–иЎЁйқўеҲ’з—•ж·ұеәҰи¶…иҝҮ0.2mmж—¶гҖӮ | дҝқиҜҒе№ізЁіиҝҗиҪ¬пјҢйҳІжӯўдёӢз«Ҝзӣ–дёҺиЎ¬еңҲиҒ”з»“иһәзә№зЈЁжҚҹгҖӮ |
| 8.жӣҙжҚўзҡ®еёҰгҖӮ | еҪ“зҡ®еёҰеҮәзҺ°з»Үзү©зЈЁжҚҹж—¶гҖӮ | йҒҝе…Қзҡ®еёҰж–ӯиЈӮгҖӮ |
| 9.жЈҖжҹҘзҡ®еёҰиҪ®дёҠзҡ®еёҰеҮҶзәҝгҖӮ | еҪ“зҰ»еҝғжңәеҗҜеҠЁж—¶жҲ–зҡ®еёҰдёҠдёӢиҫ№еҸ—еҠӣдёҚеқҮж—¶гҖӮ | йҒҝе…Қзҡ®еёҰеҚ•иҫ№ж“ҰдјӨйҖ жҲҗжҚҹеқҸгҖӮ |
| 10.жӣҙжҚўиҪ¬йј“еҜҶе°ҒеңҲгҖӮ | еҪ“еҜҶе°ҒеңҲжҚҹеқҸжҲ–дёҺиҪ¬йј“е№іиЎЎи®°еҸ·й”ҷдҪҚеӨ§дәҺВұ10mmж—¶гҖӮ | дҝқиҜҒеҜҶе°ҒжҖ§иғҪеҸҠиҪ¬йј“е№іиЎЎгҖӮ |
| 11.жӣҙжҚўжЁӘй”ҖгҖӮ | еҪ“еҚ•йқўзЈЁжҚҹи¶…иҝҮ0.1mmгҖӮ | дҝқиҜҒй…ҚеҗҲзІҫеәҰеҜ№дёӯжҖ§гҖӮ |
| 12.жӣҙжҚўдё»иҪҙгҖӮ | еҪ“иҪҙз«Ҝй…ҚеҗҲйқўжӯўеҸЈжҚҹеқҸжҲ–иҪҙиә«и·іеҠЁи¶…иҝҮ0.03mmгҖӮ | дҝқиҜҒе№ізЁіиҝҗиҪ¬гҖӮ |
| 13.еҺӢеёҰиҪ®иҪҙжүҝжё…жҙ—ж¶Ұж»‘гҖӮ | жҜҸжңҲеҠ жІ№дёҖж¬ЎпјҢзҙҜи®ЎиҝҗиҪ¬иҫҫ1000е°Ҹж—¶жё…жҙ—гҖӮ | дҝқиҜҒж¶Ұж»‘е’ҢдҪҺеҷӘеЈ°гҖӮ |
| 14.жӣҙжҚўеҺӢеёҰиҪ®иҪҙжүҝгҖӮ | жҜҸ1000-2000е°Ҹж—¶жҲ–еҷӘеЈ°иҫғе“Қж—¶гҖӮ | дҝқиҜҒжңәеҷЁиҝҗиҪ¬е№ізЁідҪҺеҷӘеЈ°гҖӮ |
| 15.жӣҙжҚўеҺӢеёҰиҪ®жүӯз°§гҖӮ | дёҖе№ҙдёҖж¬ЎгҖӮ | дҝқиҜҒзҡ®еёҰзҡ„еҗҲйҖӮеј еҠӣгҖӮ |
| 16.жңәеӨҙиҪҙжүҝжё…жҙ—ж¶Ұж»‘гҖӮ | жҜҸе‘ЁдёҖж¬ЎеҠ йҖӮйҮҸжІ№и„ӮпјҢжҜҸе№ҙжё…жҙ—дёҖж¬ЎгҖӮ | дҝқиҜҒж¶Ұж»‘е’ҢдҪҺеҷӘеЈ°гҖӮ |
| 17.жӣҙжҚўжңәеӨҙиҪҙжүҝгҖӮ | жҜҸ1000е°Ҹж—¶жҲ–еҷӘйҹіиҫғе“Қж—¶гҖӮ | дҝқиҜҒжңәеҷЁиҝҗиҪ¬е№ізЁідҪҺеҷӘеЈ°гҖӮ |
| 18.жЈҖжҹҘдёӢиҪҙжүҝж»‘еҠЁиҪҙжүҝеҘ—е’ҢиҪҙжүҝеә§жҺҘи§ҰзЁӢеәҰгҖӮ | иҰҒжұӮе№ійқўж–‘зӮ№жҺҘи§ҰпјҢжҺҘи§Ұйқўз§ҜвүҘ40%пјҢдёҖиҲ¬е№ҙжЈҖж—¶иҝӣиЎҢжЈҖжҹҘгҖӮ | дҝқиҜҒйҳ»е°јдҪңз”ЁгҖӮ |
| 19.马иҫҫиҪҙжүҝж¶Ұж»‘жҲ–и°ғжҚўгҖӮ | дёҖиҲ¬е№ҙжЈҖж—¶иҝӣиЎҢжҲ–еҸ–еҶідәҺдҪҝз”Ёжғ…еҶөгҖӮ | дҝқиҜҒ马иҫҫжӯЈеёёиҝҗиҪ¬гҖӮ |
| 20.жЈҖжҹҘз”өжңәгҖҒејҖе…ігҖҒеҗҜеҠЁеҷЁзӯүз”өж°”и®ҫеӨҮгҖӮ | дёҖиҲ¬е№ҙжЈҖж—¶иҝӣиЎҢгҖӮ | дҝқиҜҒз”өжңәе®үе…ЁиҝҗиЎҢгҖӮ |
| 21.жЈҖжҹҘз”өжңәгҖҒдё»зҡ®еёҰиҪ®зҡ„жҢҜеҠЁе’Ңе№іиЎЎгҖӮ | дёҖиҲ¬е№ҙжЈҖж—¶иҝӣиЎҢпјҢд№ҹеҸ–еҶідәҺдҪҝз”Ёжғ…еҶөгҖӮ | дҝқиҜҒжңәеҷЁиҝҗиЎҢе№ізЁідҪҺеҷӘеЈ°гҖӮ |
| 22.ж ЎжӯЈжңәеҷЁж°ҙе№ігҖӮ | дёҖиҲ¬е№ҙжЈҖж—¶иҝӣиЎҢгҖӮ | дҝқиҜҒ规е®ҡзҡ„дёҚе№іеәҰгҖӮ |
| 23.иҪ¬йј“зҡ„жҚҹдјӨжғ…еҶөе’Ңе®үе…ЁжҖ§жЈҖжҹҘгҖӮ | дёҖиҲ¬е№ҙжЈҖж—¶иҝӣиЎҢпјҢд№ҹеҸ–еҶідәҺдҪҝз”Ёжғ…еҶөгҖӮ | дҝқиҜҒжңәеҷЁиҝҗиЎҢе№ізЁідҪҺеҷӘеЈ°дёҺиҝҗиЎҢе®үе…ЁгҖӮ |
| 24.иҪ¬йј“е№іиЎЎжЈҖжҹҘе’Ңдҝ®жӯЈгҖӮ | дёҖиҲ¬е№ҙжЈҖж—¶иҝӣиЎҢпјҢд№ҹеҸ–еҶідәҺдҪҝз”Ёжғ…еҶөгҖӮ | дҝқиҜҒжңәеҷЁиҝҗиЎҢе№ізЁідҪҺеҷӘеЈ°дёҺиҝҗиЎҢе®үе…ЁгҖӮ |
4.2 дё»иҰҒйӣ¶д»¶зҡ„дҝқе…»
4.2.1иҪ¬йј“
4.2.1.1жҰӮиҝ°
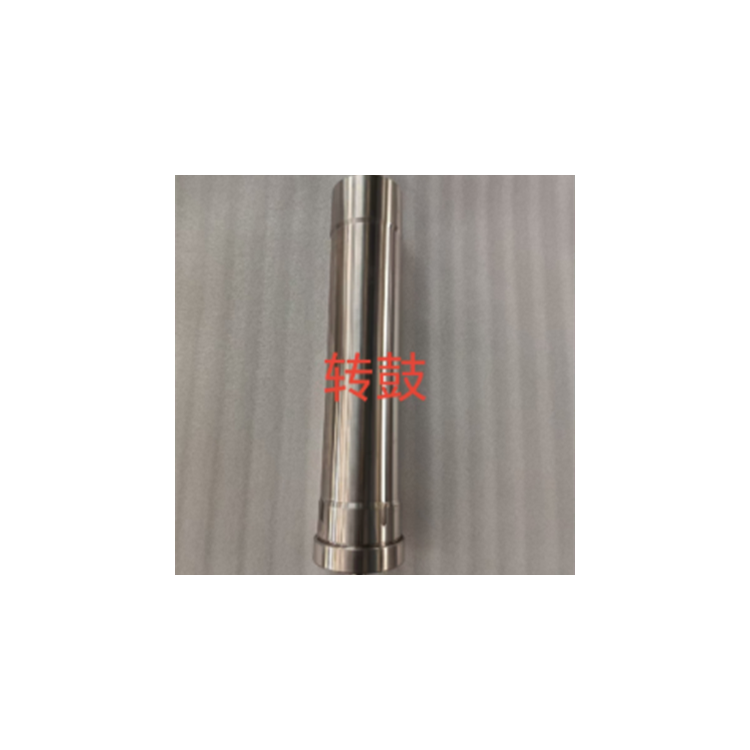
иҪ¬йј“жҳҜз®ЎејҸзҰ»еҝғжңәзҡ„ж ёеҝғйғЁд»¶пјҢе®һиҙЁдёҠе®ғжҳҜдёҖдёӘзӯ’дҪ“пјҢдёҠйғЁдёәеҸҜжҺ’ж¶ІдҪҶдёҚиғҪжӢҶеҚёзҡ„йЎ¶зӣ–пјҢдёӢзӣ–еҸҜд»ҘжӢҶеҚёпјҢд»ҘдҫҝеҚёж–ҷе’Ңжё…жҙ—пјҢдёӢзӣ–дёҺзӯ’дҪ“й—ҙжңүдёҖеҜҶе°ҒеңҲпјҢзӯ’дҪ“еҶ…жңүдёүжЈұжқҝжҲ–еӣӣжЈұжқҝгҖӮ
иҪ¬йј“йЎ¶йғЁиһәзә№е’ҢжӯўеҸЈжҳҜиҝһжҺҘиһәжҜҚе’Ңдё»иҪҙз”ЁпјҢдёҺиҪ¬йј“иҝһжҺҘе®ҡдҪҚз”ЁпјҢдёәдҝқиҜҒдё»иҪҙе’ҢиҪ¬йј“иҝһжҺҘеҗҺзҡ„еҗҢиҪҙеәҰпјҢиҜ·дёҖе®ҡиҰҒдҝқжҠӨеҘҪиһәзә№е’ҢжӯўеҸЈгҖӮ
еҰӮиЈ…дёүеҸ¶жқҝпјҢе…¶дёҺиҪ¬йј“зҡ„зӣёеҜ№дҪҚзҪ®жҳҜеӣәе®ҡзҡ„пјҢд»ҘдҝқиҜҒе№іиЎЎпјҢе…¶дёӯжңүи®°еҸ·дёҖжЈұеҝ…йЎ»дёҺзӯ’дҪ“дёҠи®°еҸ·еҜ№еҮҶжҺЁе…Ҙзӯ’дҪ“пјҢжҺЁи¶ідёәжӯўгҖӮ
еҰӮжҳҜеӣӣжЈұжқҝпјҢиЈ…жӢҶж—¶жіЁж„ҸдёҚиҰҒдҪҝеӣӣжЈұжқҝжқҫеҠЁпјҢе…¶иҝһжҺҘиһәзә№жҳҜе·Ұж—Ӣзҡ„гҖӮ
иҪ¬йј“жҳҜз»ҸиҝҮд»”з»Ҷе№іиЎЎпјҢеңЁе№іиЎЎж—¶иЈ…жңүеҗҲж јеҜҶе°ҒеңҲзҡ„дёӢз«Ҝзӣ–дёҺзӯ’дҪ“ж—Ӣзҙ§зҡ„并з”ұжӯӨзЎ®е®ҡеҹәеҮҶи®°еҸ·гҖӮз”ұдәҺеһ«еңҲеҺҡеәҰиҪ»еҫ®еҸҳеҢ–пјҢж—Ӣзҙ§ж—¶дјҡдҪҝдёӢзӣ–дёҺзӯ’дҪ“и®°еҸ·жңүдәӣй”ҷдҪҚпјҢй”ҷдҪҚдёҚиҰҒи¶…иҝҮ10mmпјҢдёҖиҲ¬иҰҒжұӮеңЁВұ10mmд»ҘеҶ…гҖӮи¶…е·®е°ұеә”иҜҘжӣҙжҚўеҜҶе°ҒеңҲгҖӮ
дёӢз«Ҝзӣ–еӨҙйғЁжңүеҸҜд»ҘжӣҙжҚўзҡ„иЎ¬еңҲпјҢеҪ“иҪ¬йј“иҝҗиҪ¬иҝҮдёҙз•ҢжҲ–жҢҜе№…зЁҚеӨ§ж—¶иЎ¬еңҲдјҡдёҺж»‘еҠЁиҪҙжүҝж»‘еҠЁжҺҘи§ҰпјҢжүҖд»Ҙе…¶иЎЁйқўиҰҒжұӮе…ү滑并жңүеҗҲйҖӮзҡ„зЎ¬еәҰе’ҢиҖҗзЈЁжҖ§пјҢиЎЁйқўжңүеҲ’з—•е°ұеҫ—з”Ёз Ӯзәёжү“е…үпјҢеҪ“зӣҙеҫ„зЈЁжҚҹиҫҫ0.5mmжҲ–еҲ’з—•ж·ұиҫҫ0.2mmе°ұеҫ—и°ғжҚўпјҢиҝҮеҲҶзЈЁжҚҹдјҡжҚҹеқҸдёӢзӣ–дёҠзҡ„з»Ҷзүҷиһәзә№гҖӮ
зӯ’дҪ“дёҺдёӢзӣ–жҳҜжңүй…ҚеҗҲйқўе№¶з”ЁжўҜеҪўиһәзә№иҒ”з»“зҡ„пјҢз”ұдәҺдәҢиҖ…жқҗж–ҷйғҪжҳҜдёҚй”Ҳй’ўпјҢе®№жҳ“дә§з”ҹе’¬еҗҲзҺ°иұЎпјҢеҰӮеҲҶзҰ»и®ёеҸҜпјҢжҜҸж¬ЎиЈ…й…ҚеүҚеҸҜж¶Ӯд»Ҙзү№з§Қж¶Ұж»‘еүӮгҖӮеҰӮжһңдә§з”ҹе’¬еҗҲзҺ°иұЎпјҢйЎ»иҜ·дё“дёҡдәәе‘ҳиҝӣиЎҢе°‘и®ёдҝ®еҲ®е’Ңз ”зЈЁпјҢжҲ–委жүҳжңәеҷЁеҲ¶йҖ ж–№дҝ®зҗҶгҖӮ
еҪ“дёӢиҪҙжүҝй—ҙйҡҷй…ҚеҗҲдёҚеҪ“жҲ–жңәеҷЁжҢҜеҠЁиҝҮеӨ§пјҢе°ҶдҪҝдёӢзӣ–иҝӣж–ҷдҪҚзҪ®дёҺиҝӣж–ҷе–·еҳҙзӣёж“ҰпјҢеә”жҹҘжҳҺеҺҹеӣ дәҲд»ҘйҳІжӯўпјҢеҰӮжңүзЈЁж“ҰжҚҹдјӨиҰҒеҸҠж—¶дҝ®е…үпјҢеҪ“жҚҹдјӨж·ұеәҰи¶…иҝҮ0.8mmеә”委жүҳжңәеҷЁеҲ¶йҖ ж–№дҪңе®үе…ЁжҖ§жЈҖжҹҘгҖӮ
жіЁж„ҸпјҡеҲҶзҰ»зӯ’дҪ“еҜҶе°Ғз«Ҝйқўеә”жіЁж„ҸдҝқжҠӨгҖӮзҰ»еҝғжңәе·ҘдҪңж—¶иҪ¬йј“еЈҒжүҝеҸ—еҫҲеӨ§еҺӢеҠӣпјҢдёҖж—ҰдёӢз«Ҝзӣ–еҜҶе°ҒдёҚеҘҪпјҢдә§з”ҹжі„жјҸпјҢйҖ жҲҗзү©ж–ҷзҡ„ж–ҷж¶Ій«ҳйҖҹжҺ’еҮәпјҢдјҡеҜјиҮҙеҜҶе°Ғз«ҜйқўйҮ‘еұһзЈЁжҚҹпјҢиҝҷж ·е°ұз®—дёӢж¬Ўе®үиЈ…дёӢз«Ҝзӣ–ж—Ӣеҫ—еҶҚзҙ§д№ҹдёҚеҸҜйҒҝе…Қжі„жјҸгҖӮ
еҰӮжһңиҪ¬йј“й•ҝж—¶й—ҙдёҚдҪҝз”ЁпјҢеә”иҜҘжӢҶдёӢеҪ»еә•жё…жҙҒеҗҺеҰҘе–„дҝқз®ЎпјӣдёӢж¬ЎеҗҜз”ЁеүҚйЎ»еҒҡи®ӨзңҹжЈҖжҹҘпјҢдёҚеҗҲиҰҒжұӮдёҚеҫ—дҪҝз”ЁгҖӮ
4.2.1.2жӢҶеҚё
з”Ёдё“й—ЁжүіжүӢеҲҶеҲ«жүЈдҪҸдё»иҪҙиҝһжҺҘиһәеёҪе’ҢиҪ¬йј“еӨҙйғЁжүҒж§ҪдҪҚзҪ®пјҢж–ҪеҠ еҶІеҮ»еҠӣеҒ¶(еҸіж—Ӣиһәзә№)ж—ӢеҮәиһәеёҪпјҢиӨӘеҮәдё»иҪҙ并е°Ҷдё»иҪҙеҗ‘жңәеӨҙдёҠйғЁжҺЁеҲ°иҫғзҙ§дҪҚзҪ®гҖӮ
еңЁиҪ¬йј“йЎ¶йғЁж—ӢдёҠиһәзә№дҝқжҠӨеҘ—гҖӮ
иҪ¬йј“дёҖе®ҡиҰҒж”ҫеңЁдё“й—Ёз”Ёжүҳжһ¶дёҠпјҢжӯЈзЎ®е°ұдҪҚеҗҺжүҚиғҪжӢҶиЈ…гҖӮ
дёӢзӣ–дёҺзӯ’дҪ“иҝһжҺҘдёәеҸіж—Ӣиһәзә№пјҢйңҖз”Ёдё“ з”ЁдёӢз«Ҝзӣ–жүіжүӢеҘ—дҪҸдёӢзӣ–жӢҶиЈ…гҖӮжіЁж„ҸжүіжүӢзҡ„жӯЈзЎ®дҪҚзҪ®пјҢйҒҝе…ҚдёӢзӣ–еҚҠеңҶеӯ”еҸҳеҪўгҖӮ
з”ЁжӢүй’©жӢүеҮәдёүжЈұжқҝгҖӮ
дҪҝз”Ёе·Ҙе…·жҢ–еҺ»йҷ„зқҖеңЁиҪ¬йј“еЈҒдёҠзҡ„еӣәдҪ“ж—¶пјҢжіЁж„ҸйҮ‘еұһе·Ҙе…·дёҚиҰҒдёҺзӯ’дҪ“еЈҒз«ҜйғЁз”ЁеҠӣжҺҘи§ҰгҖӮ
жӢҶеҚёдёӢз«Ҝзӣ–иЎ¬еңҲж—¶пјҢеә”жҠҠдёӢз«Ҝзӣ–еңЁдё“й—ЁеӨ№е…·дёҠеӣәе®ҡжҲ–зӣҙжҺҘж—Ӣзҙ§еңЁзӯ’дҪ“дёҠ然еҗҺз”Ёдё“й—Ёй’ўеҘ—жүіжүӢжӢҶиЈ…пјҢиҝҷйҮҢиһәзә№жҳҜеҸіж—Ӣзҡ„пјҢжүіжүӢжүізҙ§зЁӢеәҰиҰҒйҖӮеҪ“пјҢиҝҮзҙ§жҳ“жҚҹеқҸдёӢзӣ–иһәзә№гҖӮ
жӢҶеҚёдёӯжүҖжңүж•ІеҮ»еҝ…йЎ»з”Ёжҹ”жҖ§й”ӨпјҢдёҚеҫ—дҪҝз”ЁйҮ‘еұһй”ӨгҖӮ
4.2.1.3жё…жҙ—
жё…жҙ—еҸҜжҢүеҲҶзҰ»е·ҘиүәиҰҒжұӮиҝӣиЎҢгҖӮ
жё…жҙ—дёӯдёҚеҫ—дҪҝз”ЁеҜ№дёҚй”Ҳй’ўжңүи…җиҡҖдҪңз”Ёзҡ„д»ӢиҙЁпјҢеҜҶе°ҒеңҲжё…жҙ—еҗҺеә”дҝқиҜҒе®ғзҡ„дҪҝз”ЁжҖ§иғҪгҖӮ
жё…жҙ—зғҳе№Іжё©еәҰдёҚеҫ—и¶…иҝҮ100в„ғпјҢдёӢзӣ–еҜҶе°ҒеңҲдёҚеҫ—и¶…иҝҮжқҗиҙЁи§„е®ҡзҡ„жё©еәҰгҖӮзғҳе№ІйЎ»дҪҝз”Ёзғҳз®ұпјҢдёҚеҫ—з”ЁжҳҺзҒ«жҲ–й«ҳжё©зғӯжәҗзӣҙжҺҘзғҳзғӨгҖӮ
жё…жҙ—еҗҺйЎ»дҝқиҜҒиҪ¬йј“зҡ„жүҖжңүйӣ¶йғЁд»¶зҡ„еҗ„йғЁеҲҶ(еҢ…жӢ¬иһәзә№гҖҒе°Ҹеӯ”зӯү)дёҚеҫ—жңүиӮүзңјеҸҜи§Ғж®ӢжёЈжҲ–жұЎзү©пјҢиҝҮеӨҡзҡ„ж®ӢжёЈе°ҶеҪұе“ҚиҪ¬йј“зҡ„е№іиЎЎгҖӮ
жё…жҙ—дёӯдҪҝз”Ёзҡ„ж“Ұжҙ—е·Ҙе…·зӯүдёҚеҫ—жҚҹдјӨиҪ¬йј“йӣ¶йғЁд»¶гҖӮ
жё…жҙ—е’Ңзғҳе№Іж—¶еҗ„йӣ¶йғЁд»¶йҒҝе…ҚзЈ•зў°пјҢдҝқз®Ўж”ҫзҪ®еә”жңүдё“ з”ЁеҷЁе…·е°ұдҪҚж”ҫзҪ®гҖӮ
4.2.1.4иЈ…й…Қ
еңЁжё…жҙ—дёӯжҲ–жё…жҙ—еҗҺеҜ№иҪ¬йј“йӣ¶йғЁд»¶иҝӣиЎҢжЈҖжҹҘе’ҢжөӢйҮҸпјҢеҰӮжңүжҚҹеқҸеә”еҸҠж—¶дҝ®еӨҚжҲ–жӣҙжҚўпјӣдҝ®еӨҚж“ҚдҪңйЎ»з”ұз»ҸиҝҮеҹ№и®ӯзҡ„дё“дёҡдәәе‘ҳиҝӣиЎҢгҖӮ
е°ҶиҪ¬йј“зҪ®дәҺдё“ з”Ёжүҳжһ¶дёҠжӯЈзЎ®е°ұдҪҚгҖӮ
е°ҶеҗҲж јеҜҶе°ҒеңҲиЈ…е…ҘдёӢз«Ҝзӣ–пјҢиҰҒжұӮеқҮеҢҖе№іж•ҙгҖӮ
еңЁдёӢз«Ҝзӣ–дёҺиҪ¬зӯ’й…ҚеҗҲйқўиһәзә№еӨ„ж¶ӮдёҠе°‘и®ёзү№з§Қж¶Ұж»‘и„ӮжҲ–иҖ…еҲҶзҰ»е·ҘиүәжүҖе…Ғи®ёзҡ„ж¶Ұж»‘и„ӮпјҢ然еҗҺе°ҶдёӢз«Ҝзӣ–ж—ӢдёҠиҪ¬зӯ’пјҢзӣҙиҮіж—Ӣзҙ§пјҢеҜ№еҮҶи®°еҸ·пјҢж—Ӣзҙ§и®°еҸ·йЎ»дҝқиҜҒеҒҸе·®еңЁ10mmеҶ…гҖӮ
дёӢзӣ–е’ҢиЎ¬еңҲй…ҚеҗҲйқўеӨ„ж¶Ӯд»Ҙе°‘йҮҸзҡ„жңәжІ№пјҢз”Ёй’ўеҘ—жүіжүӢиЈ…еӨ№ж—Ӣзҙ§пјҢеҶҚжЈҖжҹҘдёҖдёӢиЎЁйқўе…үжҙҒеәҰпјҢеҰӮжңүжҜӣзіҷеә”дәҲжү“е…үгҖӮ
иҪ¬йј“жё…жҙҒеҰҘе–„дҝқз®ЎгҖӮ
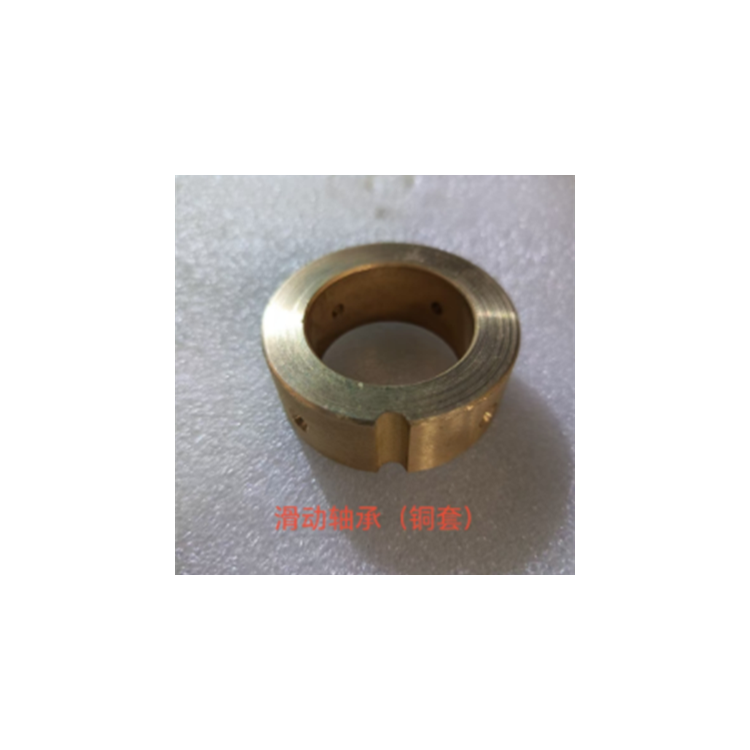
4.2.2дёӢиҪҙжүҝ组件
4.2.2.1жҰӮиҝ°
дёӢиҪҙжүҝ组件йҰ–е…ҲиҰҒжұӮжҳҜеҫ—дҝқиҜҒж»‘еҠЁиҪҙжүҝзҡ„еҗ„дёӘж–№еҗ‘дҪҚеқҮеҢҖж–ҪеҠӣж—¶дҪҚ移зҒөжҙ»гҖӮжүҖд»ҘжӯӨз«Ҝйқўеҗ„иҝҗеҠЁжҹұйқўе’Ңе№ійқўдёҠдёҚе…Ғи®ёжңүе°–жЈұжҲ–жҜӣеҲәпјҢж»‘еҠЁиҪҙжүҝеҘ—дёҺиҪҙжүҝеә§жҺҘи§Ұе№ійқўеҝ…йЎ»дҝқжҢҒе…үж»‘жҺҘи§ҰпјҢж»‘еҠЁиҪҙжүҝе’ҢиЎ¬еңҲй—ҙйҡҷеҝ…йЎ»еңЁиҰҒжұӮиҢғеӣҙеҶ…пјҢ并дҝқиҜҒеҗ„йғЁеҲҶйғҪжңүйҖӮеҪ“зҡ„ж¶Ұж»‘гҖӮ
дёӢиҪҙжүҝиЈ…е…Ҙжңәиә«дёӯйқ е·ҰеҸідәҢдёӘжүӢжҹ„й”Ғзҙ§пјҢжүҖд»ҘеҸӘиҰҒ组件装е…Ҙжңәиә«е°ұеҝ…йЎ»дҝқиҜҒдәҢдёӘжүӢжҹ„еә”еҗ‘дёӢй”Ғзҙ§дҪҚзҪ®пјҢйҷӨйқһжӢҶиЈ…пјҢеҗҰеҲҷдёӨжүӢжҹ„еҗ‘дёӢдҪҚзҪ®дёҚеҫ—жңүд»»дҪ•еҸҳеҢ–гҖӮ
иҝӣж–ҷиҫ“е…Ҙз®ЎеҸҜеңЁиЈ…еҘҪиҪ¬йј“е’ҢдёӢиҪҙжүҝеҗҺиҝӣиЎҢпјҢжіЁж„Ҹиҫ“е…Ҙз®Ўеӯ”еҫ„еҸҠеӨ–еңҶй…ҚеҗҲжҳҜеҗҰз¬ҰеҗҲиҰҒжұӮпјҢиЈ…еҘҪиҫ“е…Ҙз®ЎеҗҺеҶҚиЈ…дёҠиҝӣж–ҷиЈ…зҪ®пјҢз”Ёдё“ з”ЁжүіжүӢж—Ӣзҙ§иҝӣж–ҷиһәжҜҚгҖӮ
4.2.2.2жӢҶеҚё
з”Ёдё“ з”ЁжүіжүӢж—ӢдёӢиҝӣж–ҷиһәжҜҚпјҢеҸ–дёӢиҝӣж–ҷиЈ…зҪ®гҖӮ
жӢҶеҺ»иҝӣж–ҷиҫ“е…Ҙз®ЎгҖӮ
з”ЁдёҖеҸӘжүӢжүҳдҪҸиҜҘйғЁд»¶дёӢйғЁпјҢеҸҰдёҖеҸӘжүӢжүіеҠЁжүӢжҹ„пјҢдҪҝдәҢжүӢжҹ„еӨ„дәҺеҗ‘дёҠдҪҚзҪ®пјҢеҸ–дёӢдёӢиҪҙжүҝ组件гҖӮеҰӮжһңдҪҚзҪ®иҫғзҙ§пјҢеҸҜз”Ёжҹ”жҖ§й”Өеӯҗеҗ‘дёӢж•ІеҮ»з»„件дёҠе№ійқўпјҢеҸ–дёӢ组件гҖӮ
е°ҶиҪҙжүҝеә§еӣәе®ҡдәҺй’іеҸЈжңүиҪҜиЎ¬зҡ„еҸ°й’ідёҠпјҢ然еҗҺз”Ёдё“ з”Ёзҡ„жңҲдә®жүіжүӢж—ӢејҖеӨ–зӣ–(еҸіж—Ӣиһәзә№)пјҢз”ұдәҺеӨ–зӣ–еҶ…иЈ…жңүеҺӢз°§пјҢжүҖд»Ҙж—ӢејҖеӨ–зӣ–ж—¶йЎ»е°ҸеҝғеӨ–зӣ–иў«еҺӢз°§еј№еҮәгҖӮиҪҙжүҝеә§еӣәе®ҡж—¶йЎ»е‘ҲеһӮзӣҙеҗ‘дёҠзҠ¶жҖҒпјҢйҳІжӯўеҚёеҺ»еӨ–зӣ–ж—¶еҺӢз°§е’Ңж»‘еҠЁиҪҙжүҝ组件дёӢж»‘еқ иҗҪгҖӮ
е°Ҷж»‘еҠЁиҪҙжүҝ组件еңЁжңүдҝқжҠӨзҡ„еҸ°й’ідёҠеӣәе®ҡдҪҸпјҢз”Ёдё“ з”ЁжүіжүӢжӢҶдёӢиһәеёҪ(еҸіж—Ӣиһәзә№)жқҫејҖж»‘еҠЁиҪҙжүҝеҘ—пјҢжҺЁеҮәж»‘еҠЁиҪҙжүҝгҖӮ
жӢҶеҚёеҗҢж—¶пјҢжЈҖжҹҘеҗ„йғЁд»¶жҳҜеҗҰжңүиҝҮеәҰзЈЁжҚҹе’Ңж“ҰдјӨгҖӮ
4.2.2.3жё…жҙ—е’ҢжЈҖжҹҘ
еә”иҜҘд»”з»Ҷжё…йҷӨжүҖжңүйӣ¶д»¶(еҢ…жӢ¬жІ№и„ӮйҖҡйҒ“)дёҠзҡ„жІ№и„ӮжұЎзү©гҖҒд»ӢиҙЁж®Ӣз•ҷе’ҢйҮ‘еұһзЈЁжҚҹйў—зІ’гҖӮ
з”Ёе№ІеҮҖзҡ„жұҪжІ№жҲ–жҹҙжІ№(жҲ–иҖ…еҲҶзҰ»е·Ҙиүәе…Ғи®ёзҡ„жә¶еүӮ)иҝӣиЎҢжё…жҙ—пјҢиҫ№жё…жҙ—иҫ№жЈҖжҹҘжөӢйҮҸпјҢжЈҖжҹҘеҺӢз°§жңүеҗҰдёҚжӯЈеёёзҡ„еҸҳеҪўпјҢй”ҖеӯҗжңүеҗҰжқҫеҠЁпјҢиҪҙжүҝеә§жҺҘи§ҰйқўжҳҜеҗҰз¬ҰеҗҲжӯЈеёёиҰҒжұӮгҖӮ然еҗҺжҢүиҰҒжұӮиҝӣиЎҢдҝ®жӯЈжҲ–жӣҙжҚўи°ғжҚўгҖӮ
4.2.2.4иЈ…й…Қ
дҝқиҜҒеҗ„иЈ…й…Қйӣ¶д»¶йғҪжҳҜе®ҢеҘҪжӯЈеёёпјҢжё…жҙ—еҗҺж–№иғҪиҝӣиЎҢиЈ…й…ҚгҖӮ
ж»‘еҠЁиҪҙжүҝеҘ—дёҺиҪҙжүҝеә§зҡ„жҺҘи§ҰйқўйЎ»дҝқжҢҒе…үж»‘пјҢиЈ…й…ҚеүҚеҸҜз”ЁйҮ‘зӣёз Ӯзәёжү“зЈЁдёҖдёӢгҖӮ
йӣ¶д»¶еҗ„й…ҚеҗҲжҺҘи§Ұйқўе’ҢеӨ–зӣ–еҶ…иһәзә№дёҠж¶Ӯд»Ҙж¶Ұж»‘и„ӮпјҢеј№з°§еӨ–иЎЁд№ҹеә”ж¶Ӯд»Ҙи–„еұӮжІ№и„Ӯд»Ҙиө·дҝқжҠӨдҪңз”ЁгҖӮ
ж»‘еҠЁиҪҙжүҝзҡ„еҚҠеңҶж§ҪеҜ№еҮҶж»‘еҠЁиҪҙжүҝеҘ—еҶ…еӯ”зҡ„й”ҖеӯҗеҗҺиҪ»иҪ»жҺЁе…Ҙж»‘еқ—(е®үж”ҫиҝҮзЁӢдёӯдёҚеҫ—дҪҝз”ЁзЎ¬жҖ§йҮ‘еұһеҷЁж•ІеҮ»)пјҢж—ӢдёҠиһәеёҪ并用专 з”Ёе·Ҙе…·ж—Ӣзҙ§гҖӮ
иҪҙжүҝеә§еҚЎеңЁеҸ°й’ідёҠпјҢиЈ…дёҠжІ№жқҜпјҢиҪ»иҪ»ж—ӢдёҖдёӢжІ№жқҜпјҢиҮіжІ№и„Ӯд»ҺиҪҙжүҝеә§е№ійқўжҢӨеҮәдёәжӯўгҖӮ然еҗҺеңЁж»‘еҠЁиҪҙжүҝдёҠж—ӢдёҠM8е®ҡдҪҚиһәй’үпјҢжҠҠж»‘еҠЁиҪҙжүҝж”ҫдёҠиҪҙжүҝеә§пјҢиһәй’үеҜ№еҮҶиҪҙжүҝеә§е№ійқўзҡ„ж§ҪдёӯгҖӮ
ж”ҫе…ҘеҺӢз°§дәҺж»‘еқ—组件дёҠзҡ„е№ійқўпјҢзӣ–дёҠеӨ–зӣ–дёӨжүӢеҺӢдҪҸпјҢдҪҝеј№з°§жңүжүҖеҺӢ缩并дҪңеҸіж—ӢдҪҝдёҺиҪҙжүҝеә§иһәзә№е•®еҗҲе°ұдҪҚпјҢ然еҗҺз”Ёдё“ з”ЁжүіжүӢжүізҙ§гҖӮ
жЈҖжҹҘж»‘еҠЁиҪҙжүҝзҡ„жҙ»еҠЁжғ…еҶөпјҢеҗҲж јеҗҺиҪҙжүҝеҶ…еӯ”ж¶ӮдёҠдёҖеұӮдё“ з”ЁжІ№и„ӮгҖӮ
дҝқжҢҒ组件清жҙҒпјҢеҰҘе–„дҝқз®ЎгҖӮ
4.2.3жңәеӨҙ组件
4.2.3.1жҰӮиҝ°
дё»иҪҙйҖҡиҝҮзҗғеҪўж©Ўиғ¶еһ«ж”ҜжүҝеңЁеёҰжңүдәҢдёӘж»ҡзҸ иҪҙжүҝзҡ„иҪҙжүҝиҪҙдёҠпјҢзҡ®еёҰиҪ®жүӯзҹ©йҖҡиҝҮзҹ©еҪўжЁӘй”ҖеёҰеҠЁдё»иҪҙпјҢиҪ¬йј“иҪ¬еҠЁгҖӮдёҠйғЁиҪҙжүҝдҪңеҫ„еҗ‘еҜ№дёӯе®ҡдҪҚпјҢдёӢйғЁиҪҙжүҝеҸ—жңәеҷЁиҪҙеҗ‘еҠӣгҖӮжүҖд»ҘиҰҒеҗҲзҗҶж¶Ұж»‘.жүҖи°“еҗҲзҗҶж¶Ұж»‘жҢҮжІ№и„ӮиҰҒжё…жҙҒпјҢеҠ жіЁиҰҒйҖӮйҮҸпјҢдёҖиҲ¬дёҚи¶…иҝҮиҪҙжүҝеҶ…з©әйҡҷзҡ„75%пјҢжІ№и„ӮеӨӘеӨҡжё©еҚҮдјҡжҳҺжҳҫеҚҮй«ҳпјҢеҜ№ж–°зҡ„дё»иҪҙеҗҢиҪҙеәҰеә”вүӨ0.03mmпјҢеҚҒеӯ—иҪҙеҘ—е’Ңзҹ©еҪўжЁӘй”Җзҡ„зЈЁжҚҹдёҚеҫ—и¶…иҝҮ0.10mmпјҢзҡ®еёҰиҪ®еҚҒеӯ—иҪҙеҘ—еҖҹз”ЁвҖңдёҒвҖқеӯ—жүіжүӢз»ҷдәҲжқҝзҙ§пјҢ并装е…Ҙзҙ§е®ҡиһәй’үгҖӮе®үиЈ…ж©Ўиғ¶еһ«еҸҜз”Ёй’қеҷЁеқҮеҢҖеЎһзҙ§пјҢдҪҶиҰҒйҳІжӯўж©Ўиғ¶ж’•иЈӮгҖӮдё»иҪҙжҸ’е…Ҙз«ҜеҸҜж¶Ӯе°‘и®ёж¶Ұж»‘жІ№жҲ–жІ№и„ӮпјҢзҹ©еҪўжЁӘй”ҖдёҺиҪҙдёҠеӯ”зҡ„й…ҚеҗҲжҳҜжңүиҝҮзӣҲзҡ„пјҢеӨ–йңІйғЁеҲҶиҰҒеҹәжң¬еҜ№з§°гҖӮ
4.2.3.2жӢҶеҚё
еҸ–дёӢзҡ®еёҰж—¶йЎ»и®©еҺӢеёҰиҪ®зј“зј“йЎәж—¶й’Ҳиҝ”еӣһгҖӮ
жӢҶеҸ–жңәиә«еӨҙйғЁзҙ§е®ҡиһәдёқпјҢеҸ–жңәеӨҙ组件гҖӮ
ж—ӢдёӢзҡ®еёҰиҪ®дҫ§йқўзҙ§е®ҡиһәй’үгҖӮ
еҗ‘дёҠжҺЁеҮәдё»иҪҙеӨҙйғЁпјҢеңЁеҗҲйҖӮзҡ„еҷЁе…·дёҠйҖҖеҮәзҹ©еҪўжЁӘй”ҖпјҢеҸ–дёӢеһ«еңҲеҸҠеҮҸжҢҜж©Ўиғ¶еһ«пјҢ然еҗҺд»ҺдёӢйғЁжӢүеҮәдё»иҪҙпјҢжӢҶеҺ»еҚҒеӯ—иҪҙеҘ—гҖӮ
е°Ҷзҡ®еёҰиҪ®еӣәе®ҡдәҺжңүдҝқжҠӨзҡ„еҸ°й’ідёҠз”ЁвҖңдёҒвҖқеӯ—жүіжүӢд»Һзҡ®еёҰиҪ®еҸЈйғЁжҸ’е…ҘиҪҙжүҝиҪҙж§ҪеҶ…пјҢеҠ йЎәж—¶й’ҲеҠӣзҹ©пјҢеҸ–дёӢзҡ®еёҰиҪ®гҖӮ
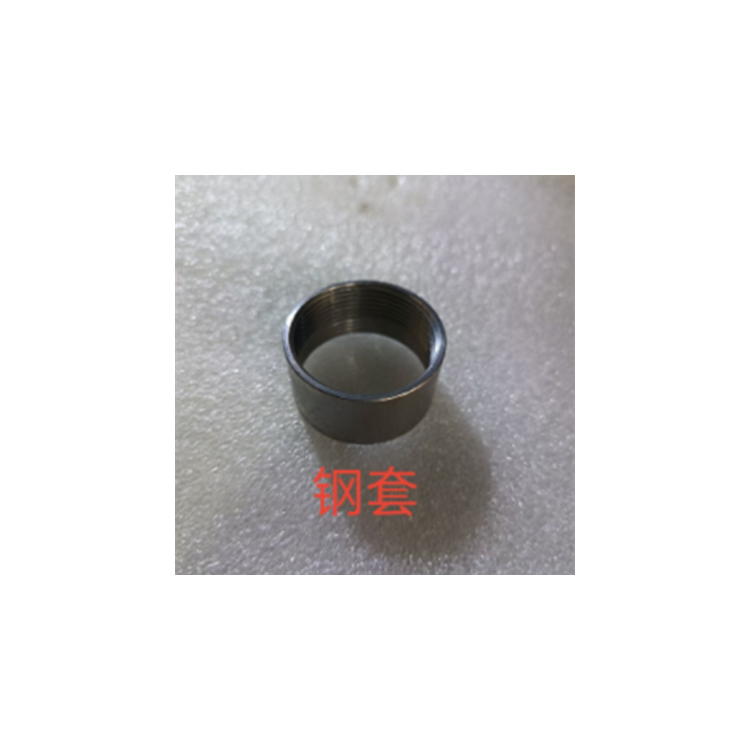
жӢҶеҺ»иҪҙжүҝеҺӢзӣ–пјҢеҸ–еҮәиҪҙжүҝ组件гҖӮжӢҶеҮәиҪҙжүҝиЎ¬еңҲгҖҒеӨ–еҘ—зӯүгҖӮ
4.2.3.3жё…жҙ—е’ҢжЈҖжҹҘ
иҫ№жё…жҙ—иҫ№жЈҖжҹҘпјҢеҜ№ж»ҡзҸ иҪҙжүҝеҰӮ继з»ӯеҸҜз”ЁпјҢеә”дәҲдёҘж јжё…жҙ—пјҢйҡҸж—¶зғҳе№І(иҜ·жіЁж„ҸжңӘеҠ жІ№еүҚеҚғдёҮдёҚиҰҒеӨҡиҪ¬еҠЁиҪҙжүҝ)пјҢеҠ жІ№и„ӮжіЁж„ҸйҖӮйҮҸгҖӮ
еҜ№дё»иҪҙеҗ„й…ҚеҗҲйқўиҝӣиЎҢжЈҖжҹҘпјҢжңүеҗҰжҜӣеҲәпјҢеӨ–иЎЁжңүеҗҰжҚҹдјӨпјҢеҰӮиӢҘйңҖиҰҒеә”иҝӣиЎҢеҗҢиҪҙеәҰзҡ„жЈҖжҹҘпјҢиҰҒжұӮвүӨ03mmгҖӮеҜ№зҹ©еҪўй”Җе’ҢеҚҒеӯ—иҪҙеҘ—зҡ„зЈЁжҚҹдёҚеҫ—и¶…иҝҮ0.10mmгҖӮ
ж©Ўиғ¶еһ«дёҚиғҪз”ЁжұҪжІ№пјҢдёҷй…®зӯүжә¶еүӮжё…жҙ—пјҢзғҳе№Іжё©еәҰдёҚиҰҒи¶…иҝҮ50в„ғгҖӮ
4.2.3.4иЈ…й…Қ
дҝқиҜҒ组件зҡ„е…ЁйғЁйӣ¶д»¶еңЁеҗҲж јеҸҜз”Ёзҡ„еҹәзЎҖдёҠиҝӣиЎҢиЈ…й…ҚгҖӮ
еҸ–иҪҙжүҝпјҢиЎ¬еңҲпјҢдёҠиЎ¬еңҲпјҢиҪҙжүҝиҪҙпјҢз”Ёдё“ з”Ёй“ңиҙЁеҘ—еңҲй”ӨеӯҗиҝҮжёЎжЈ’е°ҶиҪҙжүҝзӯүжҢүеүҚиҝ°иҰҒжұӮеҮҶзЎ®е°ұдҪҚпјҢжіЁж„ҸиҪҙжүҝеҸ—еҠӣж–№еҗ‘еҸҠж¶Ұж»‘зҡ„еҠ е…ҘйҮҸгҖӮ
е°ҶиҪҙжүҝеӨ–еҘ—е’ҢиҪҙжүҝиҪҙ组件装е…ҘжңәеӨҙеЈідҪ“пјҢиЈ…дёҠиҪҙжүҝзӣ–гҖӮ
з”ЁжүӢжҸЎдҪҸиҪҙжүҝиҪҙдёӢз«ҜпјҢд»ҺдёҠйғЁж—ӢдёҠзҡ®еёҰиҪ®пјҢ然еҗҺз”ЁвҖңдёҒвҖқеӯ—жүіжүӢж—Ӣзҙ§е№¶иЈ…е…Ҙзҙ§е®ҡиһәй’үгҖӮ
еҚҒеӯ—иҪҙеҘ—дёӢйғЁйҪҝеҜ№еҮҶиҪҙжүҝиҪҙж§ҪеҮҶзЎ®е°ұдҪҚпјҢ然еҗҺиЈ…дёҠиһәй’үпјҢжіЁж„ҸйЎ»дҪҝз”ЁиҪҙеҘ—е№ійқўдёҺзҡ®еёҰиҪҙеҶ…е№ійқўе®Ңе…Ёеҗ»еҗҲеӣәе®ҡгҖӮ
з”ЁжүӢж—Ӣзҡ®еёҰиҪ®пјҢзңӢиҝҗиҪ¬жҳҜеҗҰзҒөжҙ»иҮӘеҰӮпјҢзҷҫеҲҶиЎЁжөӢйҮҸзҡ®еёҰиҪ®дҫҝж‘ҶжҳҜеҗҰжӯЈеёёпјҢиҰҒжұӮеңЁи·іеҠЁеңЁ04--0.06mmиҢғеӣҙеҶ…пјҢеҰӮи¶…еҮәеҫ—жүҫеҮәеҺҹеӣ йҮҚж–°иЈ…й…ҚгҖӮ
еҸ–еҮәдё»иҪҙеҘ—дёҠиҝһжҺҘиһәжҜҚпјҢеӨҙйғЁж¶ӮдёҠе°‘и®ёж¶Ұж»‘и„ӮпјҢд»ҺжңәеӨҙдёӢж–№жҸ’е…ҘпјҢз©ҝиҝҮиҪҙжүҝиҪҙпјҢзӣҙиҮіеӨҙйғЁдјёеҮәзҡ®еёҰиҪ®дёҠе№ійқўпјҢ然еҗҺд»ҺеӨҙйғЁеҘ—дёҠеҮҸжҢҜж©Ўзҡ®е’Ңеһ«еңҲгҖӮ
е°Ҷдё»иҪҙеӨҙйғЁж”ҜдәҺдё“ з”Ёеһ«еқ—дёҠпјҢе°Ҷзҹ©еҪўжЁӘй”ҖиҪ»ж•Іе…Ҙдё»иҪҙеӨҙйғЁж–№еӯ”пјҢеұ…дёӯе°ұдҪҚпјҢ然еҗҺжҺЁе…Ҙдё»иҪҙпјҢдҪҝжЁӘй”ҖеҚЎе…ҘеҚҒеӯ—иҪҙеҘ—并еҺӢзҙ§еҮҸжҢҜж©Ўиғ¶гҖӮ
еҰӮиҫғй•ҝж—¶й—ҙдёҚдҪҝз”ЁеҠЎеҝ…еҰҘе–„жё…жҙҒдҝқз®ЎгҖӮ
4.2.4еҺӢеёҰиҪ®
з”ұдәҺеӨ§е°Ҹзҡ®еёҰиҪ®йҖҹжҜ”иҫғеӨ§пјҢдёәжҸҗй«ҳзҡ®еёҰеҢ…и§’жҖ§иғҪпјҢеўһеҠ дј йҖ’жүӯзҹ©пјҢи®ҫи®ЎдәҶеҺӢеёҰиҪ®пјҢжүҖд»ҘиҜҘ组件иҰҒжұӮз»ҷзҡ®еёҰжҸҗдҫӣеҗҲйҖӮиҖҢжҒ’е®ҡзҡ„еј еҠӣ(з”ұжүӯз°§е®һзҺ°)пјҢ并дҝқиҜҒеёҰиҪ®иЎЁйқўе…үж»‘пјҢиҝҗиҪ¬иҪ»е·§гҖӮ
4.2.4.1жӢҶеҚё
еҸ–дёӢзҡ®еёҰж—¶йЎ»и®©еҺӢеёҰиҪ®зј“зј“йЎәж—¶й’Ҳиҝ”еӣһгҖӮ
ж—Ӣжқҫеӣәе®ҡеҺӢеёҰиҪ®жӣІиҪҙе№ійқўзҡ„иһәй’үпјҢе°Ҷж•ҙдёӘеҺӢеёҰиҪ®йғЁд»¶еҸ–еҮәгҖӮ
з”Ёдё“ з”ЁжүіжүӢжӢҶеҺ»еҺӢиҪ®зӣ–пјҢеҸ–еҮәеӣәе®ҡиҪҙжүҝзҡ„жҢЎеңҲпјҢеҸ–еҮәиҪҙжүҝе’ҢиЎ¬еңҲгҖӮ
жӢ§дёӢеӣәе®ҡжүӯз°§зҡ„иһәй’үпјҢеҸ–еҮәжүӯз°§е’ҢиЎ¬еҘ—гҖӮ
4.2.4.2жё…жҙ—е’ҢжЈҖжҹҘ
жҢүз…§жңәеӨҙйғЁеҲҶзҡ„иҰҒжұӮпјҢиҝӣиЎҢжё…жҙ—жЈҖжҹҘе’ҢеҠ жІ№и„ӮгҖӮ
д»”з»ҶжЈҖжҹҘеёҰиҪ®еӨ–иЎЁйқўе…үжҙҒеәҰеҸҠжүӯз°§е®ҢеҘҪжҖ§гҖӮ
4.2.4.3иЈ…й…Қ
дҝқиҜҒжүҖжңүйӣ¶д»¶е®ҢеҘҪеҗҺжүҚеҸҜиҝӣиЎҢиЈ…й…ҚгҖӮ
е°Ҷжё…жҙ—зҡ„иҪҙжүҝгҖҒиЎ¬еңҲгҖҒиЎ¬еҘ—е’Ңжүӯз°§зӯүж¶ӮдёҠж¶Ұж»‘и„ӮгҖӮ
еҖҹз”Ёдё“ з”Ёе·Ҙе…·пјҢжҠҠиҪҙжүҝгҖҒиЎ¬еңҲе°ұдҪҚеңЁеҺӢеёҰиҪ®еҶ…пјҢиЈ…дёҠжҢЎеңҲеӣәе®ҡиҪҙжүҝпјҢз”Ёдё“ з”ЁжүіжүӢж—Ӣзҙ§еҺӢиҪ®зӣ–гҖӮ
е…ҲиЈ…дёҠеҺӢзӣ–пјҢеҶҚеҘ—дёҠиЎ¬еҘ—е’Ңжүӯз°§пјҢз”Ёиһәй’үеӣәе®ҡжүӯз°§гҖӮ
еҰӮиҫғй•ҝж—¶й—ҙдёҚдҪҝз”ЁеҠЎеҝ…еҰҘе–„жё…жҙҒдҝқз®ЎгҖӮ


 еҶҖе…¬зҪ‘е®үеӨҮ13010402003046еҸ·
еҶҖе…¬зҪ‘е®үеӨҮ13010402003046еҸ·