Paper tubes, paper rings, paper corner protectors, and ot...

The production process of paper corner protectors revolves around six core stages: "raw material pretreatment → molding → bonding → curing → cutting → inspection and packaging." Different structures (L-shaped, U-shaped, and encircling) and functions (moisture-proof, static-proof) of products add specialized processing steps to the basic process. Below is a detailed breakdown of the process, combining equipment, parameters, and quality control points, clearly presenting the entire process from raw paper material to finished product:
The core material of paper corner protectors isKraft Paper / Recycled Paper(Mainly for toweling paper and corrugated cardboard)AdhesiveSome functional products require additional auxiliary materials.
Quality Control PointsThe paper roll width is even, with no tears at the edges, and moisture content is controlled between 8% to 12%.
Quality Control PointsThe adhesive layer is evenly applied without any missed spots or bubbles, and the amount of adhesive meets the set standards without any noticeable overflow.
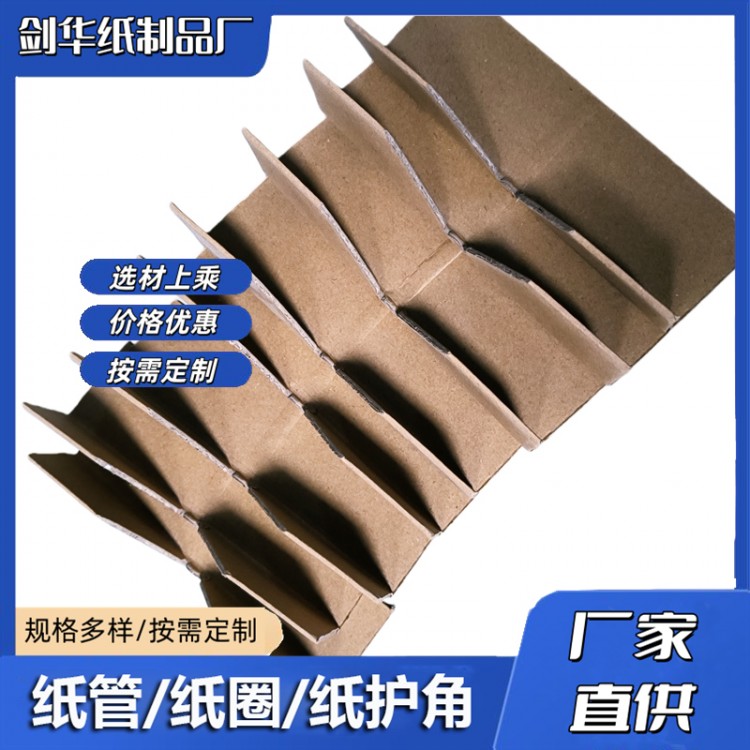
Quality Control PointsThe L-shaped angle is precisely set at 90°±1°, with no bubbles or misalignments between layers, and the material surface is flat with no protrusions.
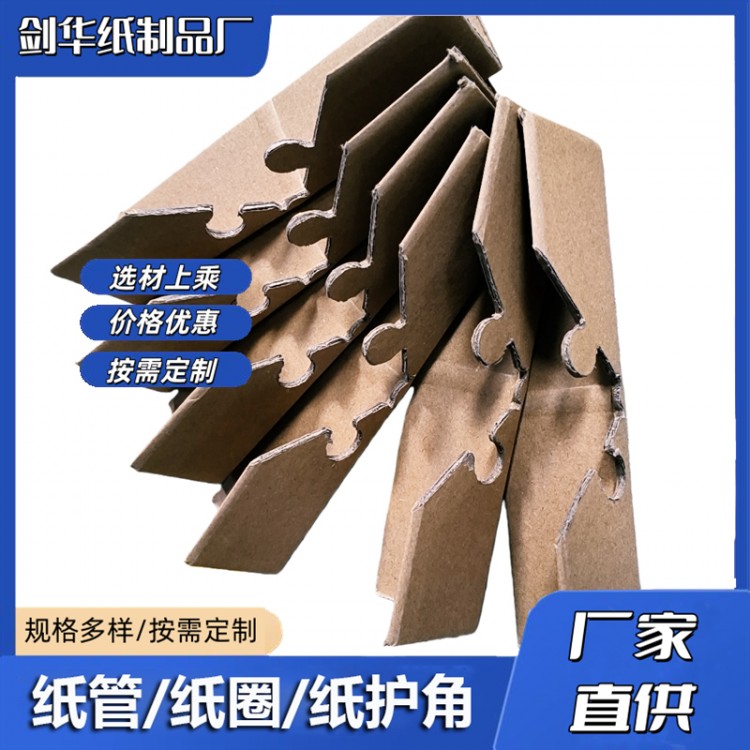
Quality Control PointsInterlayer bonding without delamination or debonding, adhesive strength ≥50N/100mm (in accordance with GB/T 22906-2008 standard).
Quality Control PointsLength deviation ≤ ±1mm; clean cuts with no burrs, no fraying, and no delamination.
Standard paper corner protectors can directly enter the inspection process, while functional products require the following additional treatments:
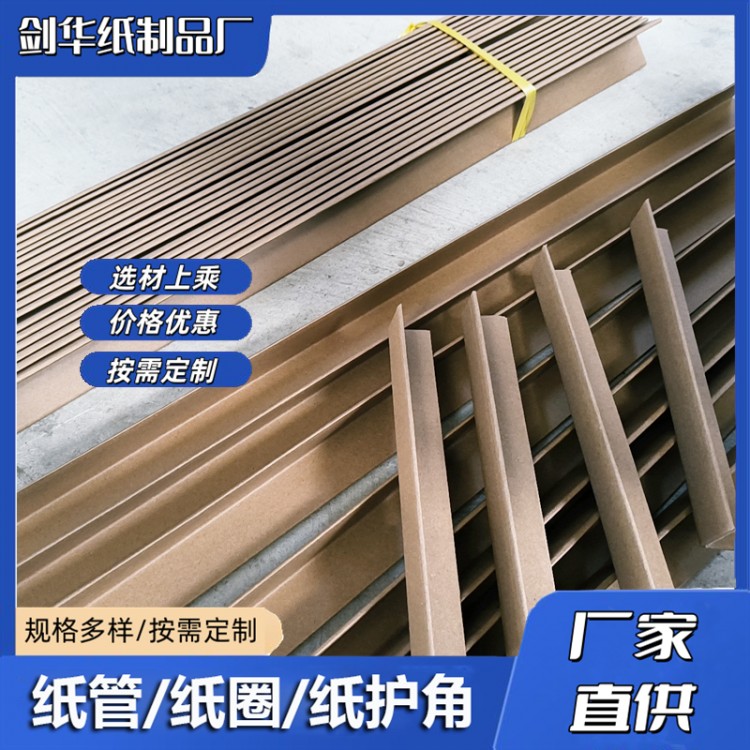
Packaging Stage:




b2b.china9.net © Zhongshang 114 Hebei Network Technology Co., Ltd.Address: Room 6009, Oriental New World Center, No.118 East Zhongshan Road, Qiaoxi District, Shijiazhuang City, Hebei ProvincePlatform Service Hotline: 4006299930