
 Seamless Tube Manufacturer
Seamless Tube Manufacturer
 Various non-standard pipes
Various non-standard pipes
 Special Steel in Stock
Special Steel in Stock
 Special Steel Tube Manufacturer
Special Steel Tube Manufacturer
 Steel Pipe Customization
Steel Pipe Customization
 Precision Bright Tube
Precision Bright Tube
 High Precision Cold Drawn Steel Tubes
High Precision Cold Drawn Steel Tubes
Product Details





产品Price 3500.00/ton
最小起订Quantity:1 ton 供货总Quantity: 180000 ton


27SIMN thin-walled seamless steel tube |
|
27SIMN thick-walled large diameter steel pipe |
426*10-65 |
20# Large Diameter Steel Pipe |
180*6-12 |
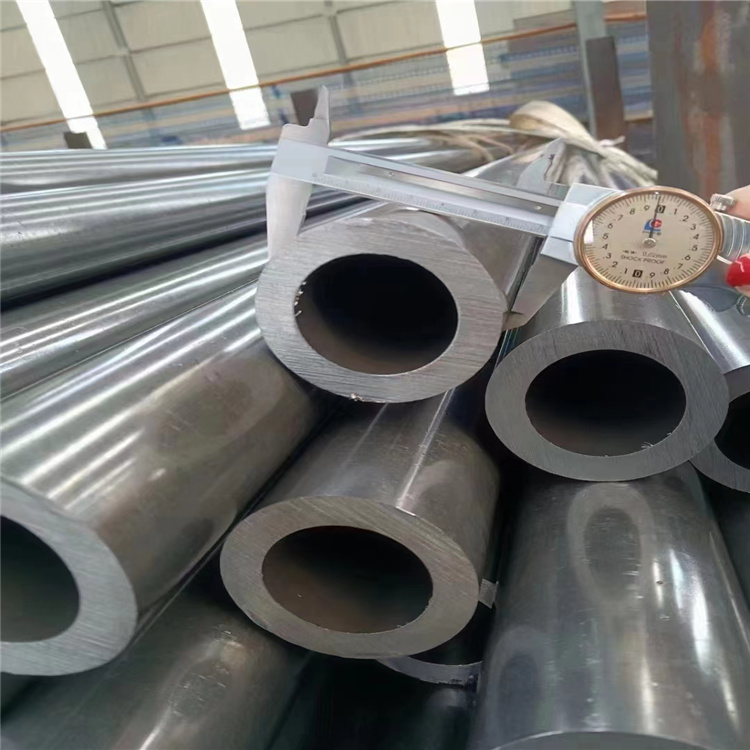
The production processes for seamless steel pipes are quite diverse, typically following the corresponding steps for processing and manufacturing: Primary production processes (△Main inspection processes) for hot-rolled seamless steel tubes: Pipe billet preparation and inspection △ → Pipe billet heating → Piercing → Rolling → Steel pipe reheating → Size (reduction) → Heat treatment △ → Finished pipe straightening → Finishing → Inspection △ (Non-destructive, physical and chemical, bench inspection) → Storage Cold Rolled (Drawn) Seamless Steel Pipe Main Production Process: Raw material preparation → Pickling and lubrication → Cold rolling (drawing) → Heat treatment → Straightening → Finishing → Inspection The production process of general seamless steel pipes can be divided into cold drawing and hot rolling. The production process of cold rolled seamless steel pipes is generally more complex than hot rolling. The billet must first undergo three-roller continuous rolling, followed by a sizing test. After no surface cracks are detected, the round tube is cut by a cutting machine, resulting in billets about one meter long. Then, the annealing process begins, where the billet is pickled with an acidic solution. During pickling, attention must be paid to the surface for excessive bubbling, as a large number of bubbles indicates that the quality of the steel pipe does not meet the corresponding standards. Aesthetically, cold rolled seamless steel pipes are shorter than hot rolled seamless steel pipes, and their wall thickness is generally smaller. However, they appear brighter than thick-walled seamless steel pipes, with a smoother surface and fewer burrs on the diameter.

Phone Consultation