
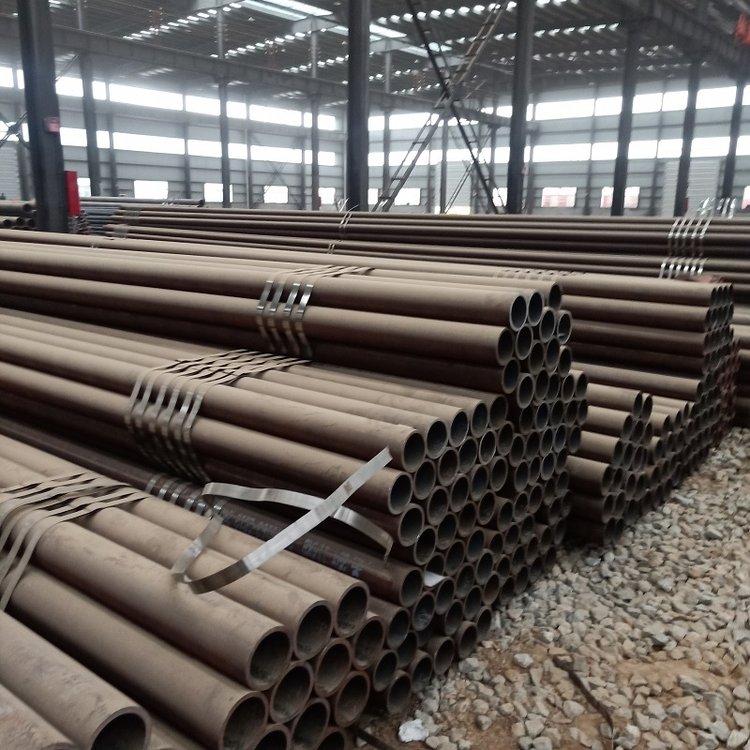
 45 Seamless Steel Pipe
45 Seamless Steel Pipe
 Precision Seamless Steel Tubes
Precision Seamless Steel Tubes
 16Mn heavy-walled steel pipe
16Mn heavy-walled steel pipe
 Thin-walled 20# Seamless Steel Pipe
Thin-walled 20# Seamless Steel Pipe
 Stainless Steel Anti-Collision Guard Rails
Stainless Steel Anti-Collision Guard Rails
 Stainless Steel Composite Pipe Fencing
Stainless Steel Composite Pipe Fencing
Product Details
Specializing in the production of seamless steel pipes, precision steel pipes, bridge crash barriers, landscape crash barriers, and aluminum alloy railings. Welcome to inquire.




产品Price 6500.00/ton
最小起订Quantity:1 ton 供货总Quantity: 99999 ton
The 40Cr seamless steel tube is an alloy tube made of 40Cr. Overview Chemical Composition and Mechanical Properties: Composition: Silicon 0.17~0.37%, Manganese 0.5~0.8, Chromium 0.8~1.1% Tempering Treatment: Sample Diameter: 25mm, quenched in oil at 850 degrees Celsius, tempered at 520 degrees Celsius: tensile strength 1000 MPa, yield strength 800 MPa, elongation 9%, reduction of area 45%, impact toughness 588.3 kJ/m². Due to the different manufacturing processes of 40Cr seamless steel tubes, they are further categorized into hot-rolled (extruded) seamless steel tubes and cold-drawn (rolled) seamless steel tubes. The cold-drawn (rolled) tubes are further divided into round tubes and shaped tubes. Process Flow Hot-rolled (extruded seamless steel tube): Round billet → Heating → Piercing → Three-roller oblique rolling, continuous rolling, or extrusion → Tube removal → Size (or reduce size) → Cooling → Bloom → Straightening → Hydrostatic test (or flaw detection) → Marking → Storage. Cold Drawn (rolled) Seamless Steel Tubes: Round billet → Heating → Piercing → Heading → Annealing → Pickling → Oiling (copper plating) → Multi-pass cold drawing (cold rolling) → Bloom → Heat treatment → Straightening → Hydrostatic test (NDT) → Marking → Storage. Alloy Steel: a. Low-alloy steel (total alloy content ≤ 5%) b. Medium-alloy steel (total alloy content > 5% ~ 10%) c. High-alloy steel (total alloy content > 10%) Normalizing specification: Normalizing temperature 850-870°C, hardness 179-229HBS after normalizing. 40CR seamless steel tube cold-rolled blank softening processing specification: Temperature 740~760°C, holding time 4~6h, cooling rate 50~100°C/h, furnace cooling to ≤600°C, then air-cooled. Hardness ≤217HBS before treatment, ≤163HBS after treatment. Iron屑 Protective Swing Ghost Specifications (670±10)℃×2h, furnace heating, (710±10)℃×2h, furnace cooling, (670±10)℃×2h, furnace heating, (710±10)℃×2h, followed by furnace cooling, (670±10)℃×2h, furnace heating, (710±10)℃×2h, furnace cooling, total of 3 cycles, then cooled down to 550℃, air-cooled after removal. Hardness after treatment: 153HBS. Specification for tempering treatment of seamless steel tubes: Quenching temperature 850±10°C, oil-cooled; tempering temperature 520±10°C, water or oil cooling. Application Examples 1. Suitable for stretch film and shaping molds. 2. Cold extrusion punches, heavy-duty cold heading punches, punches for 10-25mm medium-thick steel plate holes, and small punches with diameters Φ5-6mm. 3. Suitable for medium and small die sets, as well as small, high-life cold heading tools. 4. Manganese slag protective oscillating fire specifications are suitable for cold extrusion forming tools. 5. Powder Metallurgy Molding Presses Formula for weight per meter: 0.02466 * wall thickness * (outer diameter - wall thickness)
