
 Hot-Dip Galvanized Seamless Steel Pipe
Hot-Dip Galvanized Seamless Steel Pipe
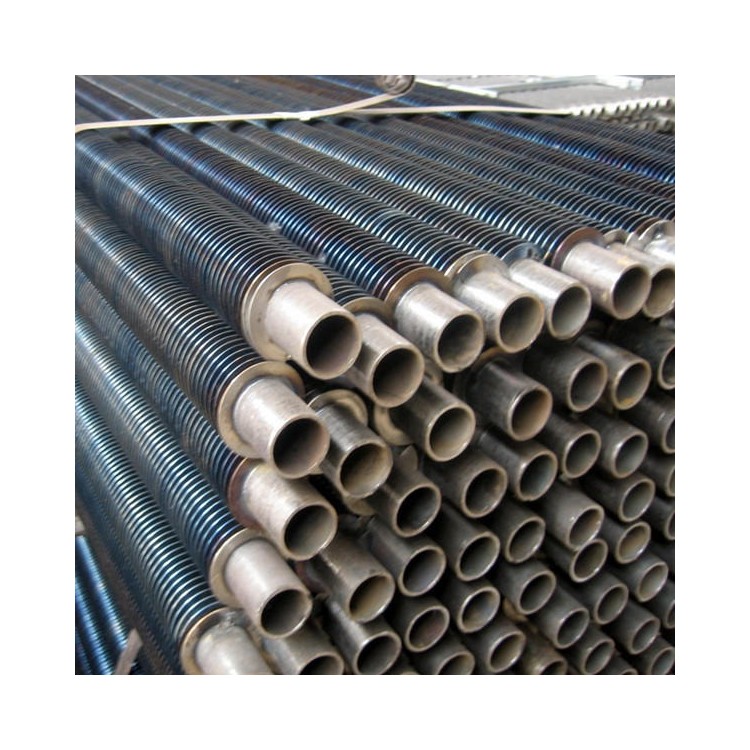 Fin-tube radiator manufacturer
Fin-tube radiator manufacturer
 Hot-Dip Galvanized Round Pipe in Stock
Hot-Dip Galvanized Round Pipe in Stock
 40cr Steel Plate, Sales of Shandong 40cr Alloy Steel Plate
40cr Steel Plate, Sales of Shandong 40cr Alloy Steel Plate
 42crmo Steel Plate 42crmo Alloy Steel Plate
42crmo Steel Plate 42crmo Alloy Steel Plate
 Liaocheng High-frequency Welded 304 Stainless Steel Finned Tube Manufacturer
Liaocheng High-frequency Welded 304 Stainless Steel Finned Tube Manufacturer
 Finned tube radiator, carbon steel finned tube
Finned tube radiator, carbon steel finned tube
Product Details
Seamless steel pipes, finned pipes, precision steel pipes, cold drawn steel p...





产品Price 5200.00/ton
最小起订Quantity:1 ton 供货总Quantity: 10000 ton


National Standard for Precision Steel Tubes; GB/T699-2008, National Standard for Precision Steel Tubes; GB/T3639-2008, and possibly also the application of GB/T8162-2008 for structural precision steel tubes. Precision steel tubes, European standard: DIN 2391 Basic Usage Precision steel tubes are widely used in fields such as automobiles, motorcycles, electric vehicles, petrochemicals, electricity, ships, aerospace, bearings, pneumatic components, and seamless steel tubes for medium and low-pressure boilers. They are also suitable for applications such as steel reinforcement sleeves, bearings, hydraulics, and machining!
Vacuum quenching furnaces are divided into oil quenching and gas quenching based on the cooling method, and into single-chamber and double-chamber types based on the number of workstations. The 904 model is a periodic operation furnace. Vacuum oil quenching furnaces are all double-chambered, with an electric heating element in the rear chamber and an oil tank in the lower part of the front chamber. After the workpiece is heated and held at temperature, it is moved into the front chamber, the middle door is closed, and inert gas is introduced into the front chamber to reach approximately 2.66%26times;10 – 1.01%26times;10 Pa (200 – 760 mmHg), then it is immersed in oil. Oil quenching is prone to alter the surface quality of the workpiece. Due to its high surface reactivity, significant carbon thin layer渗碳 can occur under the short-term high-temperature oil film action. Additionally, the adhesion of carbon black and oil on the surface is unfavorable for simplifying the heat treatment process. The development of vacuum quenching technology mainly focuses on the research and development of gas-cooled quenching furnaces with excellent performance and a single workstation. The aforementioned double-chamber furnaces can also be used for gas quenching (by jet cooling in the front chamber), but the operation of dual workstations makes it difficult to produce in large batches and is prone to workpiece deformation or orientation change during high-temperature movement, which increases quenching distortion. Single-station gas-cooled quenching furnaces are cooled by jetting in the heating chamber after heating and holding at temperature. The cooling rate of gas cooling is not as fast as oil cooling and is also lower than that of traditional quenching methods like molten salt isothermal and step quenching. Therefore, continuously increasing the pressure of the spray cooling chamber, increasing the flow rate, and using inert gases helium and hydrogen with a lower molar mass than nitrogen and argon are the mainstream trends in the development of vacuum quenching technology. In the late 1970s, the pressure of nitrogen spray cooling was increased from (1~2)%26times;10Pa to (5~6)%26times;10Pa, bringing the cooling capacity close to that of oil cooling at atmospheric pressure. In the mid-1980s, ultra-high-pressure gas quenching appeared, using (10~20)%26times;10Pa helium, with a cooling capacity equal to or slightly higher than oil quenching, and it has entered industrial application. In the early 1990s, a cooling capacity of 40%26times;10Pa was used, which is close to water quenching, and it is still in the initial stage. Industrialized countries have progressed to using high-pressure (5~6)%26times;10Pa gas quenching as the main method, while the relationship between the vapor pressure (theoretical value) of some metals produced in China and temperature is still at the general pressurized gas quenching (2%26times;10Pa) stage.
