
 Hot-Dip Galvanized Seamless Steel Pipe
Hot-Dip Galvanized Seamless Steel Pipe
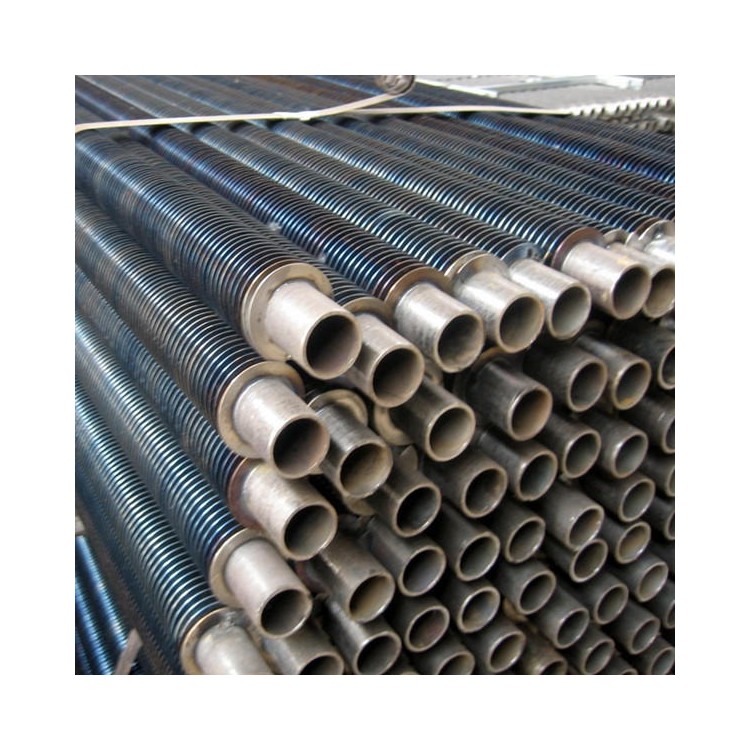
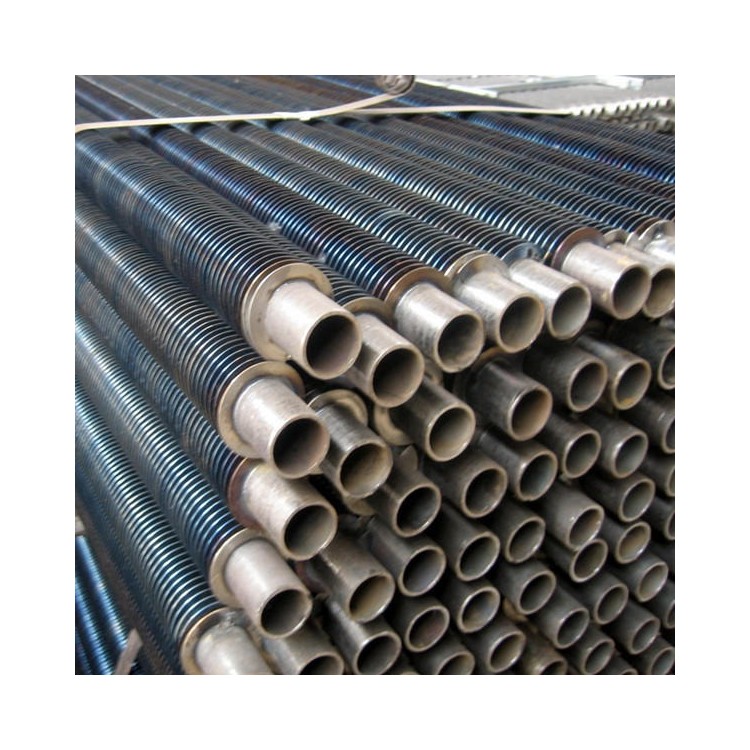 Fin-tube radiator manufacturer
Fin-tube radiator manufacturer
 Hot-Dip Galvanized Round Pipe in Stock
Hot-Dip Galvanized Round Pipe in Stock
 40cr Steel Plate, Sales of Shandong 40cr Alloy Steel Plate
40cr Steel Plate, Sales of Shandong 40cr Alloy Steel Plate
 42crmo Steel Plate 42crmo Alloy Steel Plate
42crmo Steel Plate 42crmo Alloy Steel Plate
 Liaocheng High-frequency Welded 304 Stainless Steel Finned Tube Manufacturer
Liaocheng High-frequency Welded 304 Stainless Steel Finned Tube Manufacturer
 Finned tube radiator, carbon steel finned tube
Finned tube radiator, carbon steel finned tube
Product Details
Seamless steel pipes, finned pipes, precision steel pipes, cold drawn steel p...




产品Price 50.00/Please provide the Chinese content to be translated.
最小起订Quantity:1 Please provide the Chinese content to be translated. 供货总Quantity: 999 Please provide the Chinese content to be translated.


The套装fin process involves pre-cutting a batch of individual fins using a punch press, and then manually or mechanically assembling them onto the outer surface of the tube with a certain spacing (fin spacing) due to interference fit. It is one of the earliest methods used for processing finned tubes. Since the assembly process is simple, requires minimal technical expertise, and uses inexpensive equipment, it is still widely adopted by many factories for maintenance purposes. This process is labor-intensive and suitable for general small factories or rural enterprises with limited financial and technical resources. Handcrafted kits are assembled manually. This involves using tools to individually press the fins into place, relying on human strength. Due to the limited force applied to press the fins, the interference fit of the kit is small, leading to potential loosening of the fins. The mechanical fin套装 is processed on a fin套装 machine. Since the fins are inserted through mechanical impact force or liquid pressure, the insertion force is substantial, allowing for larger interference fits. The bond between the fins and the tube is strong and does not loosen. The mechanical drive fin套装 machines are high in productivity, but they produce a lot of noise, have poor safety, and offer poor working conditions for workers. Although hydraulic-driven machines do not have the aforementioned issues, they are expensive, require skilled operators for maintenance, and have lower productivity. Inlaid helical fins The embedded helical fin tube is produced by pre-processing a certain width and depth of helical grooves on the steel pipe, and then embedding the steel strip onto the pipe on a lathe. During the winding process, due to the pre-tension, the steel strip is tightly clamped within the helical grooves, ensuring a certain contact area between the steel strip and the steel pipe. To prevent the steel strip from bouncing off, the ends of the strip must be welded to the steel pipe. To facilitate embedding, there should be a certain lateral gap between the steel strip and the helical groove. If the gap is too small, causing interference, the embedding process becomes difficult. Additionally, the wound steel strip will always have some degree of bounce back, which results in poor contact between the steel strip and the bottom of the helical groove. The embedding fins can be done on general-purpose equipment at a low cost, but the process is complex and has low production efficiency. Soldered Spiral Fin Tubes The brazing process for spiral finned tubes is divided into two steps. Firstly, the steel strip is wrapped around the outer surface of the tube in a spiral manner, perpendicular to the tube's axis, with its ends welded to the steel tube to secure it. Then, to eliminate the gap at the contact point between the steel strip and the steel tube, the two are brazed together. This method is often replaced with an alternative due to its high cost, which involves dipping the steel-banded tubes into a zinc bath for overall hot-dip galvanizing. While the galvanizing solution may not necessarily penetrate well between the fins and the steel tube, it forms a complete galvanized layer on the outer surfaces of both. However, spiral finned tubes with overall hot-dip galvanizing are still limited by the thickness of the galvanized layer (thicker galvanizing is less durable and prone to flaking), and since the zinc liquid cannot fully penetrate the gaps, the bonding rate between the fins and the steel tube remains low. Additionally, zinc has a lower thermal conductivity than steel (about 78% of steel), resulting in reduced heat transfer capability. Zinc is susceptible to corrosion in acidic, alkaline, and sulfide environments, thus zinc-coated spiral finned tubes are not suitable for making air preheaters (for recovering waste heat from boiler flue gas).


