






- AllProduct Category
-
Conveying Equipment
Brush Sweeper
Distribution Equipment
Industrial Equipment
Hydration Bag
Wall Saws







Recommended Products

Wall Saws (Construction Site) - Concrete and Reinforced Steel Wall Cutting Machines

3kW Straight Electric Actuator, Hydraulic Cylinder, Coal Cutting Equipment Matching Hydraulic Push Rod

卸灰阀配套推杆 DYTP-700-400 Parallel Hydraulic Push Rod

Electrical Rugged Gate Valves, Electro-hydraulic Actuated Rugged Gate Valves, Various Diameter Ash Discharge Valves

DSZ-600 Electro-hydraulic Butterfly Gate, Discharging Equipment, Double-Leaf Electric Valve

Material Storage Gate, Electro-hydraulic Scissor Gate, Mine Electric Push Rod Discharge Valve
详情描述
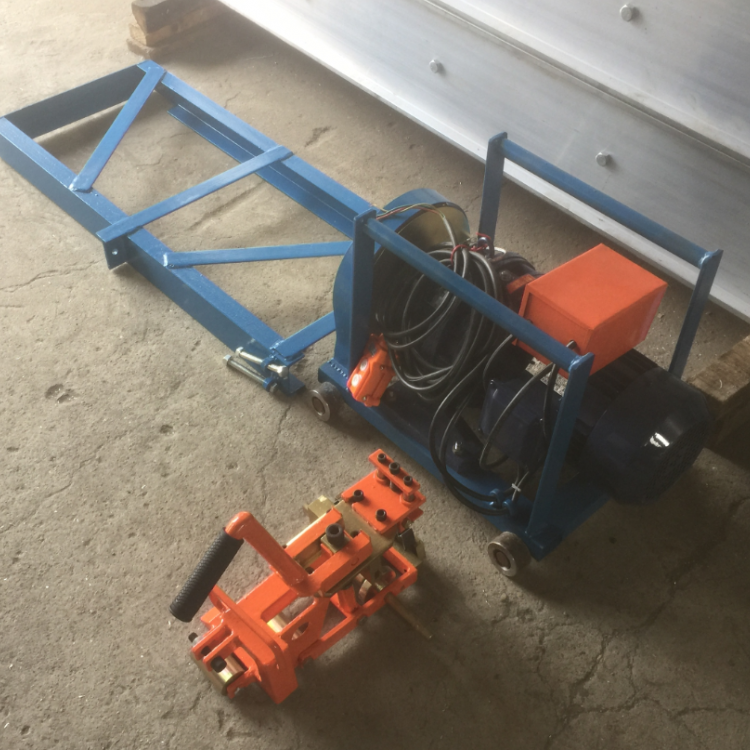
Wire Rope Stripper for Conveyor Belts, Electric Peeler BPJ-3, Stripping Machine for Laminated Belts
This equipment is designed for the preparation of vulcanized joints on steel rope conveyor belts, specifically for separating steel wire rope cores from rubber. It can be used in various situations and locations where bonding is required, greatly shortening the working time needed for bonding steel rope core conveyor belts with its convenient operation, effectively reducing the labor intensity of the operators. Suitable for steel rope spacing≤25mm,Diameter ofφ4.9~φ13.2mmSteel wire rope core conveyor belt,Covered rubber layer thickness, load-bearing surface25mm,Non-load-bearing surface12mm,Total Adhesive Tape Thickness≤43mm。
Two、Technical Specifications:
1.Motor Power:3000W
2.Working Voltage:380V
3.Line Speed:0.3m/s
4.Wire rope diameter:φ4.9~φ13.2mm
5.Convey thickness:≤43mm
III. Features:
1.No need to flip the belt, as the steel wire rope is covered with rubber on both sides.Clear out Can be completed in one go.
2.The thickness of residual adhesive on the steel wire can be arbitrarily controlled to ensure vulcanization strength.
3.Compared to the traditional manual head stripping method, it is more user-friendly, saves a substantial amount of time, and significantly reduces labor intensity.
Section 4: Structure
The equipment is divided into the electric traction section and the working section. The electric traction section operates the working section through steel cables.
Five,Usage Instructions:
1.Confirm the headstock size and mark as shown in the diagram.
2.Peel using a knife at the underlined position200mmBroad bare steel wire rope;Belt junction part
Side RequirementClear out Rubber, to expose the steel wire rope.
3.Select appropriate upper and lower blades based on the wire rope diameter.
Wire rope diametermm | 3.0-5.5 | 6-7.5 | 8-8.5 | 9-9.5 | 10-10.5 | 10.5-11.5 | 12-13.2 |
Dull blade radiusmm | 3 | 4 | 4.5 | 5 | 5.5 | 6 | 6.5 |
4.Adjust peeling machine:① Verify if the upper and lower blades are parallel. ② The pressure roller and lower blade are on the same vertical line. ③ The horizontal distance between the upper and lower blades is the wire rope spacing (loosen the bolt on the upper blade clamp to move the upper blade position). ④After the actuating mechanism is tightened, adjust the distance between the pressure roller and the lower blade by turning the bolt. Ensure the wire rope head is stripped evenly up and down.
5.Hold with the knife pressing down Rope core, with the operating mechanism tightened, the electric traction machine's cutter moves, capable of evenly stripping the rubber from the wire rope.
6.Press the upper blade against two steel wire ropes, the lower blade against one, tighten the operating mechanism, activate the electric traction machine to move the blades, which can uniformly peel off the rubber from the steel wire ropes, peeling off the rubber layer by layer inward.
Section 6: Usage Precautions:
1.The junction power supply must be handled by a professional electrician.
2.Secure the剥头机 during use to prevent sliding.
3.Confirm that the upper and lower blades are securely fastened. Failure to do so may damage the blades.
4.The distance between the upper and lower cutting blades should match the rope spacing; otherwise, the blades may be damaged.
5.Are the upper and lower blades parallel, and is the traction position appropriate?
6.Ensure even and continuous pulling during traction.
Features:Preparation work for vulcanization joints on steel wire rope core conveyor belts.
Features:1 No need to flip the belt, as the steel wire is covered with rubber on both sides.Clearing Can be completed in one go.
The thickness of residual adhesive on the 2 steel wires can be arbitrarily controlled to ensure vulcanization strength.





