
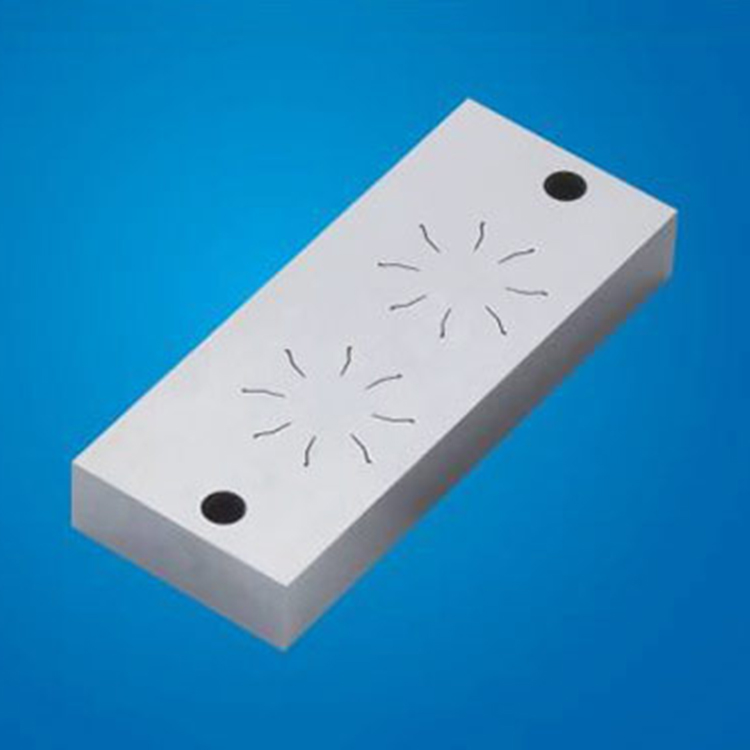


Oil-saw slow wire cutting, also known as low-speed wire cutting, is a CNC machine tool that uses a continuously moving fine metal wire, typically copper wire, as the electrode, to subject the workpiece to pulsed spark discharge. This process generates temperatures above 6000 degrees Celsius, eroding metal and cutting it into the desired shape. The principle of slow wire cutting technology involves developing a gap between the on-line electrode and the workpiece material, continuously utilizing discharge to remove metal.

Due to the slow wire-cut electrochemical machining method, which employs continuous wire electrode feeding, the wire electrode is processed during movement. Even if the wire electrode is lost, it can be continuously replenished, thereby enhancing the machining accuracy of the parts. The surface roughness of the workpiece in slow wire-cut electrochemical machining typically reaches Ra=0.8μm or higher. The roundness error, straightness error, and size error in slow wire-cut electrochemical machining are significantly better than those in rapid wire-cutting. Consequently, slow wire-cut electrochemical machining is widely used for high-precision parts, not only in early small and medium-sized companies but also in large-scale processing factories for industries such as aviation and automotive, where it is extremely common.
