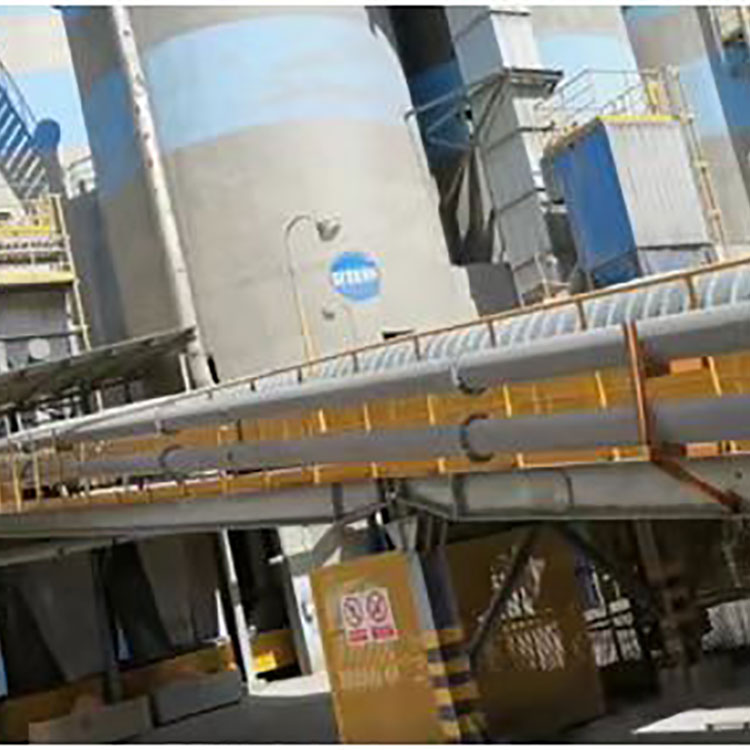
The chain conveyor requires special attention to the maintenance and care of the chain. The operation of this equipment is driven by a sprocket machine that rotates the chain, which is then propelled by the discs on the chain to form a stable material flow within the looped pipe. Therefore, any failure in the chain will directly affect the operation of the equipment, necessitating a check and maintenance every 3-6 months.

The conveying process is less prone to material jamming or blockage, and both the head and tail bearing seats are outside the housing, ensuring good bearing sealing for long-term use. The pipe chain conveyor has a simple structure, compact size, thus occupying minimal area and space. It features multiple feed and discharge points for efficient arrangement. Its conveying direction is reversible, allowing simultaneous material conveyance in two directions. It can perform conveying, mixing, stirring, loosening, heating, and cooling processes. With its wide applicability, the screw conveyor boasts simple structure, low manufacturing cost, strong sealing, ease of operation, and the ability for multi-point loading and unloading. It is extensively used in industries such as chemicals, building materials, metallurgy, and grain. Fixed belt conveyors have become popular due to their simple工艺 structure, low cost, strong component universality, easy maintenance, and sufficient conveying capacity to meet typical needs. If the disk of the pipe chain conveyor is severely worn, it should be replaced. Currently, rubber and plastic disks are the most commonly used, and they may experience wear due to high friction coefficients during material conveyance. To ensure the equipment's conveying efficiency, timely replacement of worn disks is essential. The pipe chain conveyor quotation includes disks that guarantee an effective service life of 3-5 years.
 Chain Conveyer
Chain Conveyer
 Chain Conveyer
Chain Conveyer
 Chain Conveyer Manufacturer
Chain Conveyer Manufacturer

 Chain Conveyer
Chain Conveyer
 Belt conveyor
Belt conveyor
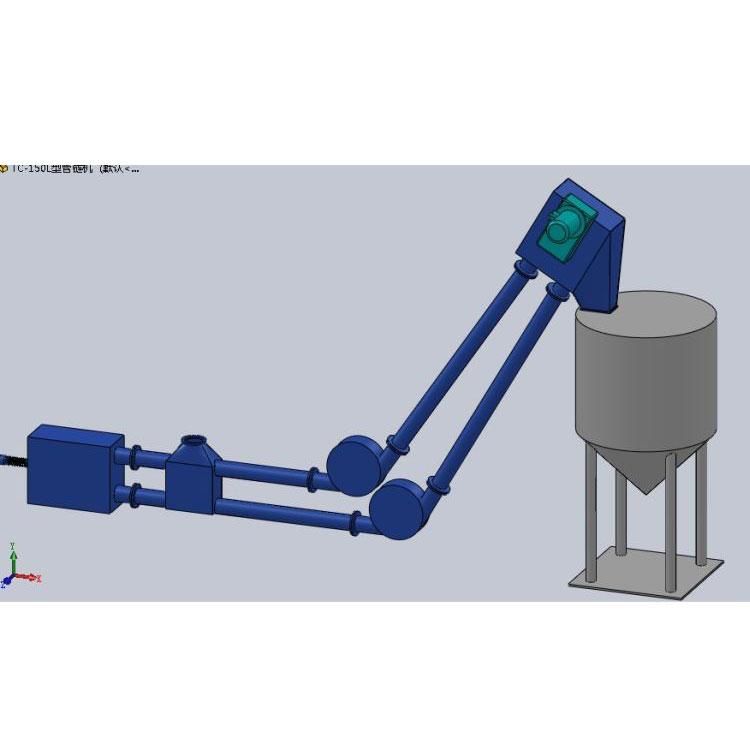 3D Swivel Chain Machine
3D Swivel Chain Machine




