



- AllProduct Category
-
Conveying Equipment
Blender Series
Disperser Series
Mixing Machine Series
Homogenizer Series
Emulsifier Series
Metallurgical Equipment
Petroleum Pipeline Equipment
Self-Cleaning Filter Equipment
Fine Filtration Equipment
Jet Mixer
Soda Blender
Pipe Filtration Equipment
Static Mixing Equipment







Recommended Products





详情描述
1. Structural Features, Mixing Principles
The JHF series enhanced heat transfer reactors have an internal structure similar to that of a static mixer, allowing different fluids entering the enhanced heat transfer mixing reactor to mix well. However, unlike the internal units of conventional static mixers, these are made from finer tubular materials rather than plates. The interior of the tubes can be used to pass both heating and cooling media, so the internal units not only ensure thorough mixing but also provide a significantly larger heat transfer surface area.
2. Key Models and Accessories
The JHF series is divided into six models based on their different applications, and products of various models can be combined with different accessories according to the process requirements.

JHF-Ⅰ Type Enhanced Heat Transfer Reactor
1. Product Features
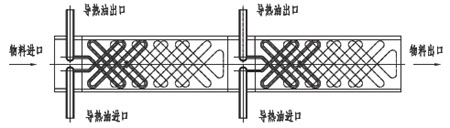
JHF-Ⅰ Type Enhanced Heat Transfer Mixing Reactor, specifically designed for enhanced heat transfer processes in high-viscosity media. The JHF-Ⅰ Type Enhanced Heat Transfer Mixing Reactor does not require combination with other accessories and connects directly to pipes. For high-viscosity media with a viscosity range of 3,000 to 450,000 cSt, its heat transfer coefficient can reach 100 to 400 W/m²°C, which is 4 to 5 times higher than that of a typical tube bundle heat exchanger.
2. Application Examples
The JHF-Ⅰ type enhanced heat transfer mixing reactor has been successfully used for cooling polyester melt. The viscosity of the polyester melt reaches up to 300,000 to 450,000 centipoise, with an inlet temperature of 292°C and an outlet temperature of 285°C. It uses 260°C thermal oil as the cooling medium. The operating pressure of the equipment is 12 MPa, with a pressure drop ΔP ≤ 1.0 MPa. (II) JHF-Ⅱ type enhanced heat transfer reactor
1. Product Features
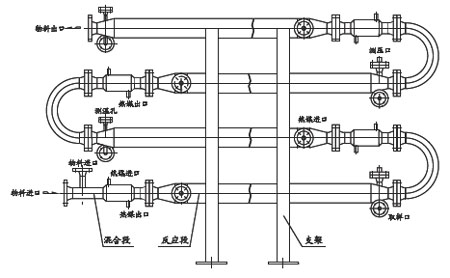
For strongly exothermic liquid/liquid reaction processes, the JHF-Ⅱ type intensified heat transfer mixed reactor can be used. The JHF-Ⅱ type reactor is horizontally installed and comes with an S V type static mixer as an accessory to ensure uniform mixing of immiscible liquid/liquid phases. For liquid/liquid reaction processes that require longer residence time, the static mixer is also longer. In this case, the static mixers can be interconnected with 180° elbows to form unit reactors.
2. Application Examples
The JHF-Ⅱ type enhanced heat transfer mixed reactor has been successfully used as an ammonia reaction reactor, with a reaction heat release of up to 1.57×10^6.
K J/h r, operating pressure is 3.5 MPa, operating temperature ranges from 100℃ to 150℃, and the material residence time in the reactor is 2.9 minutes.
Section III: JHF-III Enhanced Heat Transfer Reactor
1. Product Features
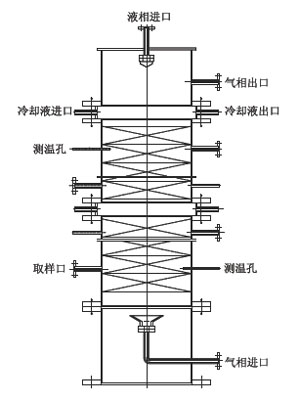
For exothermic gas/liquid reaction processes, the JHF-III enhanced heat transfer mixed reactor can be used. The JHF-III model is vertically installed, where, in most cases, both gas and liquid phases flow upwards concurrently within the reactor, equipped with a specially designed gas distributor at the bottom. In special circumstances, both phases can also flow downwards concurrently, with a liquid distributor specifically designed at the top of the reactor. However, it must be noted that when both gas and liquid phases flow upwards concurrently, the liquid phase becomes the continuous phase, resulting in better heat transfer performance of the reactor.
2. Application Examples
The JHF-Ⅲ type enhanced heat transfer mixing reactor has been successfully used in the reaction of chloroacetic acid. When dissolved in a chloroacetic acid aqueous solution, a large amount of heat is released. The use of the JHF-Ⅲ type enhanced heat transfer mixing reactor not only removes the reaction heat but also the dissolution heat. The dissolution heat can reach up to 3.68×10^4.
KJ/kmol, therefore, the JHF-III type satisfactorily removed the reaction heat and dissolution heat in accordance with the process requirements.
(JHF-IV Type Enhanced Heat Transfer Reactor)
Product Features
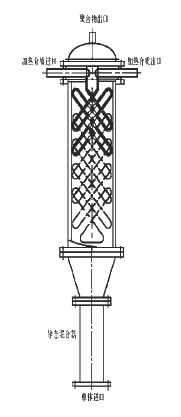
The JHF-Ⅳ Enhanced Heat Transfer Mixing Reactor effectively promotes the mixing of various fluids entering it, while also intensifying the heat transfer process for high-viscosity media, making it particularly suitable as a polymerization reactor. The temperature distribution within the JHF-Ⅳ is uniform across the same cross-section, which not only benefits the quality of the polymer product but also enhances the conversion rate of the polymerization reaction. As the reaction progresses from monomer to complete polymerization, there is a change in the viscosity of the reaction material, increasing from low to high with higher polymerization degrees. For the stage with lower viscosity, an SV-type static mixer or a conventional agitator can be used as the polymerization reactor, in other words, the JHF-Ⅳ can be combined with an SV-type static mixer or a conventional agitator to serve as a polymerization reactor.
2. Application Examples
The JHF-Ⅳ型 reinforced heat transfer mixing reactor can be used in conjunction with SV type static mixers or with agitated polymerization reactors. Previous polymer production facilities have always used agitated reactors as the polymerization reactor due to the difficulty in heat transfer for high viscosity media, resulting in conversion rates of only 65-75%. The JHF-Ⅳ type, as an additional final reactor, can be installed afterward to increase the conversion rate to 90%.
(JHF-Ⅴ Type Reinforced Heat Transfer Reactor)
1. Product Features
JHF-Ⅴ Type Tube Bundle High-Efficiency Heat Exchanger utilizes the enhanced heat transfer function of static mixers to improve the heat transfer coefficient of tube bundle heat exchangers. By installing the high-efficiency mixing unit through special processes into the tubes, the heat transfer coefficient of the same tube heat exchanger can be increased up to 3 to 8 times. The JHF-Ⅴ Type Tube Bundle High-Efficiency Heat Exchanger has been successfully used in the heating process of melt-butene transparent impact-resistant resin and in the heat exchangers of lubricant processing technology (see Figure 1). This high-efficiency heat exchanger achieves a heat transfer coefficient of 88 kcal/m².
The ordinary shell-and-tube heat exchanger is used in the melting process of butene transparent impact-resistant resin, with a heat transfer coefficient of only 14.6 kcal/m².
The JHF-Ⅴ type tube bundle high-efficiency heat exchanger has a 6 times higher enhancement factor compared to the previous model. In other words, after adopting the JHF-Ⅴ type tube bundle high-efficiency heat exchanger, the equipment volume is reduced to one-sixth. In the lubricant processing technology, a tube bundle heat exchanger was also modified (refer to Figure 2). After modification, the heat transfer coefficient increased by 3 times, doubling the output of the same heat exchanger. Therefore, in terms of technological transformation and expansion with energy saving, the JHF-Ⅴ type tube bundle high-efficiency heat exchanger has a promising market prospect.
询价单


