




















Product Introduction:
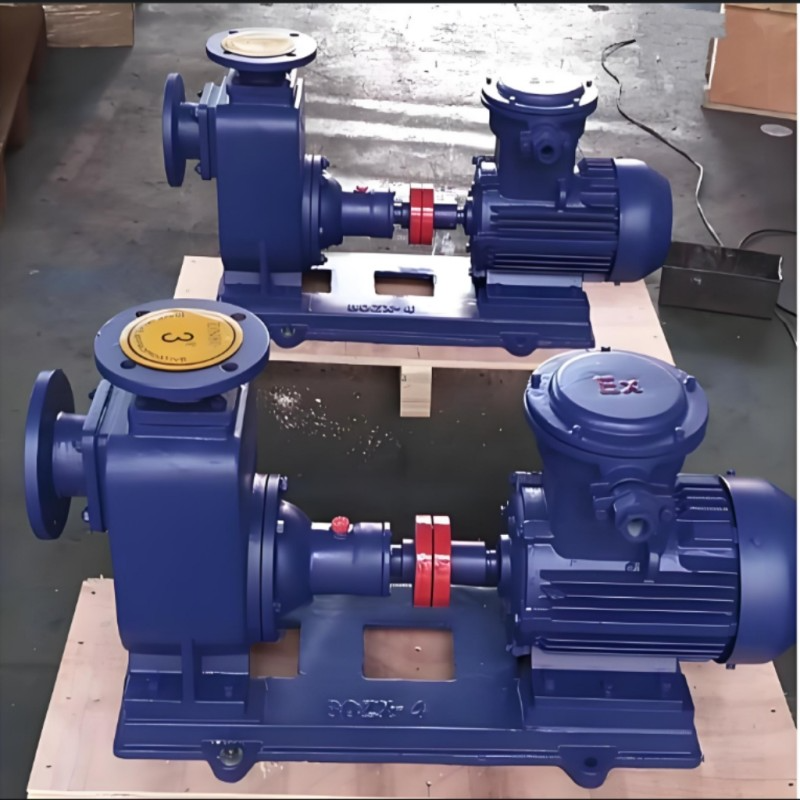
The ZF series vacuum pump station (also known as vacuum generator, vacuum station, negative pressure station, vacuum negative pressure station, etc.) is a complete system that utilizes one or two water ring vacuum pumps (or other types of vacuum pumps) as the vacuum generation equipment and a vacuum tank as the vacuum storage equipment. In scenarios where vacuum sources are frequently used but the required suction volume is small, this system significantly saves energy compared to using a vacuum pump directly, and effectively extends the service life of the vacuum pump.
Product Application:
The equipment can supply vacuum sources for medical gas central stations in various large and medium-sized hospitals across the country, and is widely used in vacuum stations of the chemical and pharmaceutical industries, filling systems in the light industry, negative-pressure molding of rubber and plastic components in the automotive industry, and flame-retardant conveyance systems in coal mines.
Vacuum sources for the V and V-EPC methods in the belt-dipping and casting industries.
Structural Description:
One, after the initial startup, the entire operation of the device can be fully automated. During its operation, the vacuum degree in the vacuum system fluctuates within the allowed range, and this range can be adjusted according to user requirements.
The device can be widely applied in various systems requiring vacuum, and it can also automatically control the system without human operation; it can automatically seal the vacuum system during power outages. Using this equipment will make your vacuum system more advanced, safe, and energy-efficient.
The unit is equipped with an air-water separator (when the equipment is paired with a water ring vacuum pump), thereby saving water resources and reducing environmental pollution.
Operating Principle:
First, set the upper and lower limits of the vacuum system (for example, the upper limit set to -0.08 MPa and the lower limit set to -0.06 MPa). Once the system starts, one vacuum pump begins to operate until the vacuum level in the vacuum tank exceeds the set upper limit of -0.08 MPa. At this point, the vacuum pump automatically stops. The vacuum in the tank is then automatically cut off by the reverse check valve. If the vacuum level in the tank drops below the lower limit of -0.06 MPa due to operational needs, the other vacuum pump automatically starts and continues to operate until the vacuum level in the tank reaches the upper limit of -0.08 MPa. This cycle repeats automatically, maintaining the vacuum level within the upper and lower limits.
The two-pump vacuum pump can also be manufactured in a single-use and backup configuration.
























