In the complex processes of modern industrial production, efficient and precise separation and filtration technologies are crucial. Ceramic membranes, as a new type of filter material with excellent performance, play an irreplaceable role, bringing revolutionary changes to many industries. Ceramic membranes possess superior chemical stability, maintaining stability in extreme chemical environments such as strong acids and bases, and do not affect their separation performance due to chemical corrosion. This characteristic makes them excel in fields such as chemical engineering, ensuring the efficiency of the production process and the stability of product quality. Additionally, ceramic membranes have good thermal stability, allowing them to operate normally in high-temperature environments, meeting the strict temperature requirements of some special processes. Their unique microstructure endows them with high-precision separation capabilities. They can achieve precise separation of different substances based on differences in molecular size and shape, effectively retaining impurities, microorganisms, and macromolecular substances while allowing the target product to pass through smoothly, significantly improving production efficiency and reducing costs. Ceramic membranes have high mechanical strength and durability. During long-term continuous operation, they can withstand significant pressure without damage, reducing the time and economic costs associated with frequent equipment replacement. Moreover, they are easy to clean and regenerate, making them reusable, further demonstrating their economic and environmental benefits. In the food and beverage industry, ceramic membranes are used in processes such as juice clarification and beer sterilization to enhance product quality; in the environmental protection field, they are used for wastewater treatment to achieve the recycling of water resources; and in the new energy industry, they help purify battery materials, driving industry development. Ceramic membranes, with their excellent performance, provide reliable separation solutions for industrial production and are a powerful assistant in promoting the high-quality development of various industries.
Tailored to the characteristics of various material systems in industries such as biochemical engineering, water treatment, chemicals, and petrochemicals.Ceramic MembraneThe micro-layered structure and material, adjusting α-Al2O3、ZrO2、TiO2Composite formula with different ratios of film materialsCeramic MembraneThe flux, anti-pollution performance, and cleaning recovery properties have been optimized, thereby enabling the development of special ceramic filters.Film ElementResistant to strong acids and alkalis, solvent erosion, oxidation, high temperatures, and featuring high mechanical strength and a narrow pore size distribution.
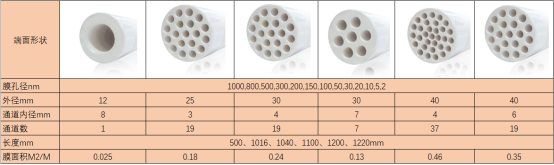
Average Membrane Pore Size: 1000 nm, 800 nm, 500 nm, 200 nm, 100 nm, 50 nm, 40 nm, 30 nm, 20 nm, 10 nm, 5 nm, 2 nm
Film element lengths: 500mm, 1000mm, 1016mm, 1040mm, 1100mm, 1200mm, 1220mm, etc.
Film Material: α-Al2O3, ZrO2,TiO2Composite Formula
Supporting Body Material: α-Al2O3