












Aluminum alloy is a general term for alloys based on aluminum. Aluminum alloy profiles used for building curtain walls are made of aluminum alloy and extruded by specialized molds according to the cross-section of the aluminum profiles that meet the functional requirements of building curtain walls.
2. Aluminum alloy grades and states of aluminum alloy profiles used for building curtain walls
According to the "Method for Representing Wrought Aluminum and Aluminum Alloy Grades" (GB/T16474-1996), aluminum alloy grades are divided into two types: four digit system grades and four character system grades. There are a total of nine series of grades; The basic state code of aluminum alloy is represented by a capital letter in English, and there are 5 types of basic states. According to the performance requirements of supporting components for building curtain walls, 6 series (aluminum with magnesium and silicon as the main alloy elements and Mg2Si phase as the strengthening phase) aluminum profiles with a heat treatment state of T (products that have been (or have not been) work hardened to a stable state after heat treatment) are commonly used for building curtain walls, such as 6063-T56063-T66061-T56061-T6 and other grades of aluminum profiles.
3. Surface treatment of aluminum alloy profiles for building curtain walls
The surface treatment methods for aluminum profiles used in building curtain walls usually include anodizing, electrophoretic coating, powder coating, fluorocarbon coating, etc.
(1) Anodized profiles: For anodized aluminum profiles used in building curtain walls, they should comply with the relevant provisions of GB/T5237.2-2000, with a requirement of not less than AA15 level (local film thickness ≥ 12 μ m, average film thickness ≥ 15 μ m).
(2) Electrophoretic painted profiles: For electrophoretic painted aluminum profiles used in building curtain walls, they should comply with the relevant provisions of GB/T5237.3-2000, and the composite film thickness grade should meet the B-level requirement (local film thickness ≥ 16 μ m).
(3) Powder coated profiles: During powder coating, aluminum alloy profiles undergo surface pretreatment to form a chemical conversion film, and then a layer of thermosetting saturated polyester powder is sprayed using ion adsorption, followed by surface treatment through heating and solidification. It should comply with the relevant provisions of GB/T5237.4-2000, with a warranty period of not less than 10 years and a film thickness t of 40 μ m ≤ t ≤ 120 μ m.
(4) Fluorocarbon spray coating profile: Fluorocarbon spray coating is a surface treatment method for aluminum alloy profiles, which involves the formation of a chemical conversion film through surface pretreatment, the use of ion adsorption to spray a layer of polyvinylidene chloride paint, and then heat curing. It should comply with the relevant provisions of GB/T5237.5-2000, fluorocarbon triple coating, with a local film thickness of ≥ 34 μ m and an average film thickness of ≥ 40 μ m.
4. Section design of aluminum alloy profiles for building curtain walls
(1) The aluminum alloy profiles used in building curtain walls require both overall structural strength and certain connection functions. Therefore, the cross-section of aluminum profiles used in building curtain walls is relatively complex. The cross-sectional design of profiles should include functional design, process design, decorative design, and efficiency design. In the current stage of profile section design, designers often only focus on the functional design of profiles and ignore other related design requirements, which will lead to difficulties in processing and unnecessary cost increases. Therefore, when designing profile sections, while meeting strength and functional requirements, both decorative effects and ease of extrusion processing should be considered.
(2) The cross-section of aluminum profiles is usually divided into three categories: solid, hollow, and semi hollow.
(3) Use the small outer diameter of the profile section to indicate the size of the profile section; For an extruder, the large outer diameter that can be extruded is limited. Therefore, when designing the profile section, the designer should first determine the equipment production capacity of the profile manufacturer. For some larger section profiles used in building curtain walls, when it is not possible to produce them in one go, splicing section design should be adopted to achieve their functional requirements.
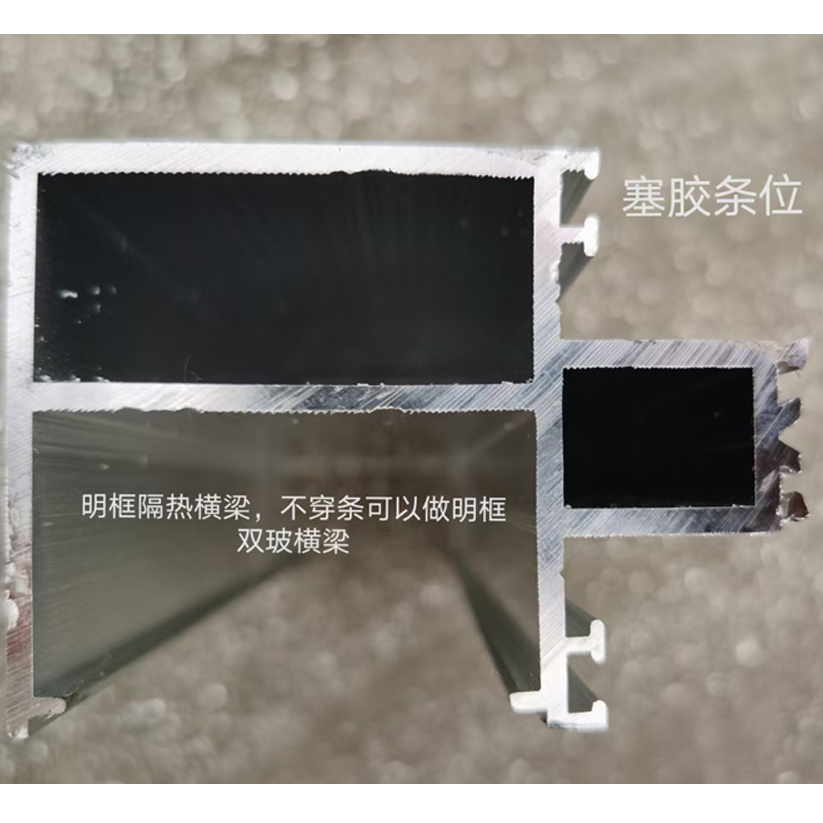
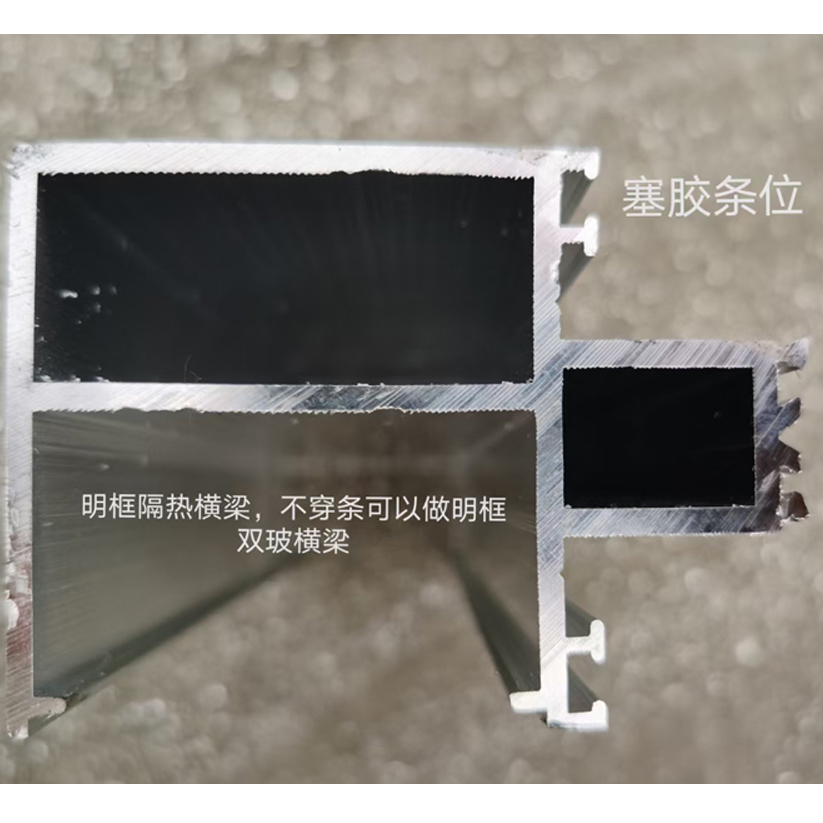
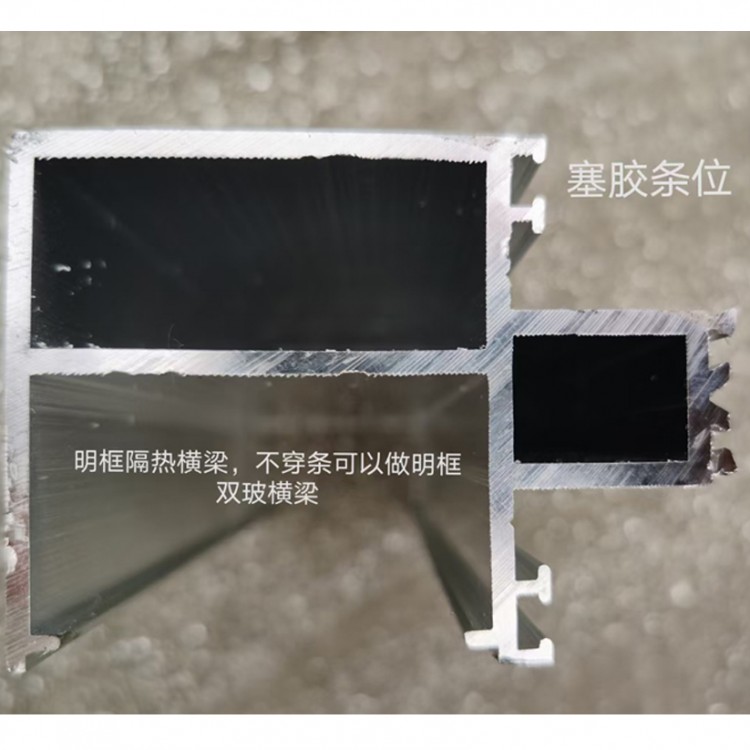
(4) The aluminum alloy profiles used for building curtain walls generally adopt heat-insulating aluminum profiles, which can meet the requirements of thermal insulation by changing the heat transfer coefficient. Thermal insulation aluminum profiles can be divided into two categories based on processing technology: rolling embedded and injection molded.
5. Processing of aluminum alloy profiles for building curtain walls
Aluminum alloy profiles are used for building curtain walls. After the profiles are extruded and cut to a certain length, they need to be mechanically processed before production and assembly of the curtain wall. The allowable deviation of profile dimensions and positions should reach high-precision or ultra high precision levels.
The processing of aluminum alloy profile components for building curtain walls should meet the following requirements:
(1) Before cutting aluminum alloy profiles, they should be straightened and adjusted.
(2) The allowable deviation of the length of the crossbeam should not exceed ± 0.5mm, the allowable deviation of the length of the column should not exceed ± 1mm, and the allowable deviation of the end slope should not exceed ± 15'。
(3) The cutting end should not have processing deformation and burrs should be removed.
(4) The allowable deviation for hole position is ± 0.5mm, the allowable deviation for hole spacing is ± 0.5mm, and the cumulative deviation should not exceed ± 1mm
(5) The deviation of the through-hole size of rivets should comply with the provisions of the current national standard "Through Holes for Rivets" GB 152.1.
(6) The deviation of the countersunk hole size of countersunk screws should comply with the provisions of the current national standard "countersunk holes for countersunk screws" GB 152.2.
(7) The size deviation of the countersunk holes for cylindrical heads and bolts shall comply with the provisions of the current national standard "countersunk holes for cylindrical heads and bolts" GB 152.3.
(8) The machining of threaded holes should be carried out according to the actual design requirements, and the dimensional and behavioral tolerances should meet the requirements of hole deviation.
(9) The bending processing of aluminum alloy components should meet the following requirements: aluminum alloy components should be bent using tensile bending equipment; The surface of the bent component should be smooth and free from wrinkles, bumps, and cracks.
6. Conclusion
The selection of aluminum alloy profiles for building curtain walls should be comprehensively considered in material selection, surface treatment, section design, and mechanical processing. They should be safe and reliable, as well as fully utilized and economically reasonable; Meet usage and functional requirements, achieve expected economic benefits