




SCY14-1B Manual Variable Displacement Axial Piston Pump
CY14 Axial TypePlunger pumpThis is an axial plunger pump that uses an oil-pan to distribute oil and features a cylinder rotation. Due to the hydraulic static balance structure between the slider and variable head, as well as between the oil-pan and cylinder, it boasts advantages such as simple structure, compact size, high efficiency, long service life, light weight, and strong self-priming ability compared to other types of pumps. It is suitable for machinery such as machine tools, forging presses, metallurgy, engineering, mining, and other hydraulic transmission systems. The pump can also be used as a hydraulic motor by simply replacing the motor oil-pan.
Model Description

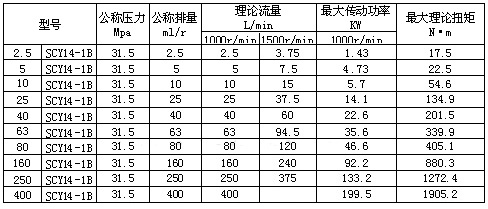
63SCY14-1B has a nominal flow rate of 63L/min at 1000r/min, manual variable in the forward rotation, cylinder rotationAxial Piston Pump(B-Type Drawing)
Series specifications
Terms of Use
Axial piston pumps are a precision component, and their proper use directly affects the pump's lifespan. Therefore, all users must operate the pump strictly according to the following requirements.
1. Installation
(1) The oil pump can be mounted with a bracket or flange. The pump and the prime mover should use a common foundation bracket. The bracket, flange, and foundation should all have sufficient rigidity to prevent vibration during the pump's operation. For pumps with a flow rate of 160L/min or more, due to the higher power of the prime mover, it is recommended not to install them on the oil tank.
(2) The coaxial alignment error between the pump's drive shaft and the output shaft of the prime mover, as well as the alignment method, are as follows:
A. Bracket Installation: The method for checking the installation accuracy between the prime mover output shaft and the bracket is shown in Figures 12-1 and 12-2.

B. Flange Installation: In this type of installation, if the prime mover and pump are connected by a coupling, the installation accuracy check method is as shown in the above figure. If the pump shaft is directly inserted into the output shaft of the prime mover, refer to Figures 13-1 and 13-2 for the installation accuracy check method.
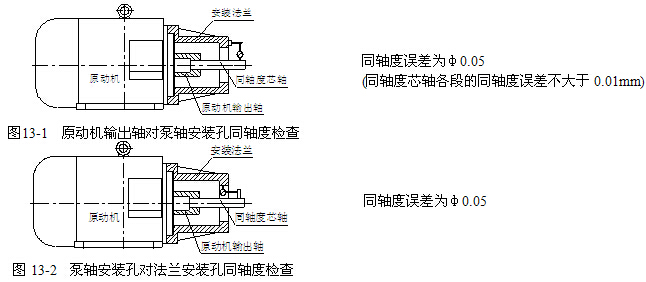
Verticality error: 0.05
(R is the diameter of the circular distribution of the pump mounting bolt holes)
(3) It is recommended to use a flexible coupling between the pump and the prime mover drive shaft as much as possible, as the pump's drive shaft cannot withstand bending moments. Therefore, it is strictly prohibited to install a belt or gear to drive the oil pump on the pump shaft. If it is necessary to connect the pump with a belt or gear, it is suggested to add a bracket for the installation of the belt or gear (Figure 14).
(4) The rotation direction of the oil pump is as indicated by the pump label. If the rotation direction is not specified during ordering, the supply will be made in a clockwise direction (as viewed from the shaft end). To change the pump's rotation direction, please contact the manufacturer.
(5) The installation of the oil pump should consider ease of maintenance, allowing the variable housing to be easily removed for convenient extraction of the cylinder block and oil distribution plate inside the pump.
2. Fuel Tank Design
Due to the pump's use of a static hydraulic bearing structure, strict attention must be paid to prevent oil contamination. The design of the oil tank significantly impacts oil contamination. The hydraulic pipes should be thoroughly cleaned before installation, typically involving acid washing and neutralization treatment; cleaning should be done after welding to ensure pipe cleanliness; the oil tank design must be sealed to prevent continuous contamination.
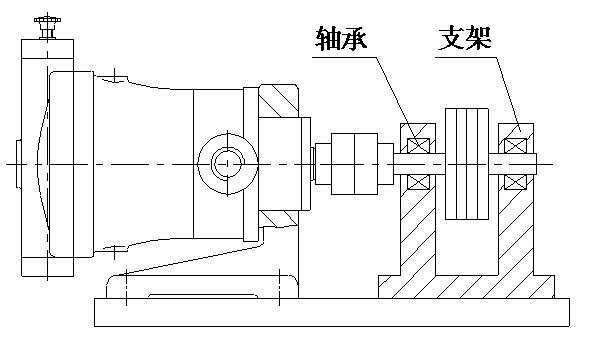
Figure 14: Installation Methods for Pumps Driven by Belt Pulleys or Gears
Key Points of Fuel Tank Design:
The fuel tank capacity should be more than three times the total flow rate per minute of all pumps in an open-loop system. In a closed-loop system, the tank capacity can also be referenced to the aforementioned principle, but the pump flow can be considered based on the replenishment pump's flow rate. For systems with accumulators, the tank should be able to accommodate the return flow of the accumulator. Additionally, the fuel tank capacity should also consider the system's heat generation; if there are no strict requirements for the device's volume and weight, increasing the tank capacity can be appropriate to enhance cooling efficiency.
To prevent continuous oil contamination, the oil tank must be strictly sealed. Oil that leaks from the valve and pipes onto the tank lid must not flow back into the tank. The internal tank is connected to the atmosphere through an air filter. The air filter must be cleaned simultaneously when cleaning the oil tank. The pipes inserted into the tank must be tightly sealed to the tank lid to prevent dust from entering.
The normal operating temperature for this pump is 10 to 65°C. If the temperature exceeds this range during use, a heating or cooling device must be installed in the hydraulic system.
3. Filter
The cleanliness of the working oil fluid significantly affects the lifespan of the oil pump. Baffles should be installed inside the housing to eliminate air bubbles during the return oil process, equipped with 80-mesh screens. The hydraulic system should have a fine filter with a particle size of 15μ to 20μ in the return oil section to maintain the cleanliness of the system oil. (Do not install a fine filter on the pump leakage oil pipe to prevent an increase in the housing cavity pressure, which could cause oil leakage at the skeleton seal. The intake pipe of the pump should not be fitted with an oil filter to avoid increasing the suction resistance.)
In addition to the requirements mentioned above, users must pay special attention to:
Before installation and trial operation, the oil tank, pipes, cylinders, valves, etc., must be thoroughly cleaned. When refilling the oil tank with new oil, it is also necessary to filter the oil with an oil filter machine to prevent contamination of the oil due to unclean oil drums.
(2) After one week of use, the new pump requires a full oil change, including cleaning the oil tank and filter. Subsequently, based on the machine's workload, replace the oil filter with a 15μ to 20μ filter every 3 to 6 months, or change the oil and clean the oil tank.
(3) It is strictly prohibited to open the oil tank lid or oil filling hole due to system heating during operation.
4. Self-priming and piping
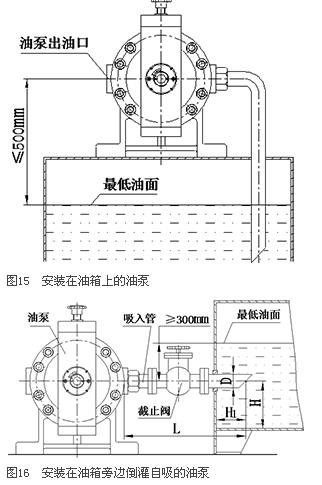
When installing the oil pump, it is recommended to position the oil tank's liquid level above the pump's intake port as much as possible. For pumps with flow rates less than 160L/min, they can be installed on the oil tank for self-priming. For pumps with flow rates above 160L/min, reverse priming should be used. The diameter of the suction pipe should not be less than the recommended size, and the diameter of the shut-off valve should be one size larger than the intake pipe. The distance H1 from the intake pipe end to the side wall of the oil tank should be greater than 3D, and the distance H to the bottom of the oil tank should be greater than 2D; no more than two elbows should be used. Both the suction pipe and the leak pipe must be below the oil tank's low oil level by 200mm to prevent air from entering.
(1) Self-priming installed on the fuel tank (Fig. 15)
a. The center height to the lowest oil level of the oil pump is not greater than 500mm.
b. No oil filters are allowed to be installed on the intake pipe.
c. If the oil pump needs to start with a reduced angle, it cannot guarantee self-priming (if the user requires a lower flow rate during operation, they should adjust the flow rate using a variable mechanism after the pump has started at full angle).
(2) Back-Flow Self-Priming (Fig. 16)
a. The distance from the low fuel level in the fuel tank to the center of the pump should be ≥300; the pump can start self-priming with a slight angle.
b. The intake pipe length of the oil pump is less than 2500mm.
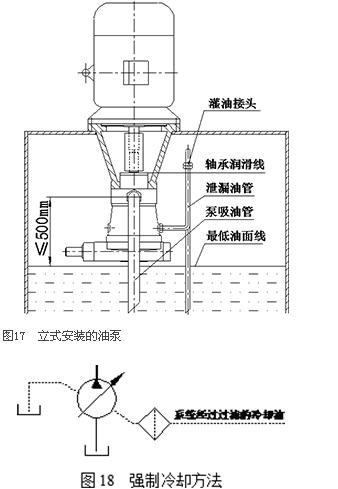
(3) Self-priming vertical installation oil pump (Fig. 17)
a. The distance from the oil pump inlet to the lowest oil level must not exceed 500mm.
b. The filling connector on the leaking oil pipe should be higher than the oil pump bearing lubrication line (end flange cover).
5. Oil tube jointing method
(1) The oil leak outlet must be directly connected to the oil tank and must not be connected to the system pipeline.
(2) When the pump frequently operates at zero deviation angle or the system working pressure is below 8MPa, causing excessive leakage and resulting in the pump body heating up, cooling measures can be considered. A branch pipe can be分流 from the system return oil pipe and connected to the leakage oil outlet at the bottom of the oil pump for forced circulation cooling (as shown in Figure 18). The oil pressure within the casing should be less than 0.05MPa.
(3) When a pressurized oil tank is used due to the requirements of the hydraulic system, its pressure should not exceed 0.05 MPa.
6. Working Medium
(1) Recommend using domestic N32-46 hydraulic oil or other hydraulic oils with a viscosity index of 90 or greater and a range of E50=3~5. The moisture, ash content, and acid value in the oil must comply with the relevant specifications for hydraulic oil.
(2) The normal operating oil temperature for this pump is 10~65°C. If using No. 10 aviation hydraulic oil, the cooling system must perform effectively.
7. Initiate
(1) Prior to operation, check if the oil pump is installed correctly and reliably, and if the coupling is properly fitted. Manually rotate the coupling to verify that the pump shaft rotates evenly. Also, inspect whether the two couplings are coaxial and if there is sufficient axial clearance.
(2) Prior to initial use or after long-term storage, it is mandatory to fill the pump with clean working oil through the leakage oil port on the pump housing before starting. Failure to do so is prohibited! Ensure the pump's rotation direction is correct upon start-up!
(3) Adjust the system's overflow valves to the low setting; strictly prohibit starting with any load!
(4) When starting the pump, it should be operated manually first, then run continuously after normal oil output. After running for a certain period without any malfunctions, gradually adjust to the required pressure and flow rate. The pressure setting of the safety valve in the hydraulic system must not exceed 35MPa.
(5) When a pump is restarted after being out of service for three months or more, it should be initially run dry for half an hour. If abnormal temperature increase, leakage, vibration, or noise is detected during operation, stop the pump immediately for inspection.
8. Operation under Load
(1) Low-load Operation: After completing the aforementioned preparatory work, start the pump and operate it under a pressure of 1~2 MPa for half an hour.
(2) Full Load Operation: After completion of low-load operation, gradually adjust the pressure of the overflow valve and safety valve to the high pressure of the hydraulic system and run for 15 minutes. Check if the hydraulic system is functioning normally. The high temperature on the pump housing is generally 10~15℃ higher than the oil temperature at the oil pump inlet in the oil tank. When the oil temperature in the oil tank reaches 65℃, the high temperature on the pump housing should not exceed 75~80℃. After completion of the load operation, the pump can enter normal operation.
(3) When stopping the oil pump, it should be unloaded first, then turned off.
Structural Section
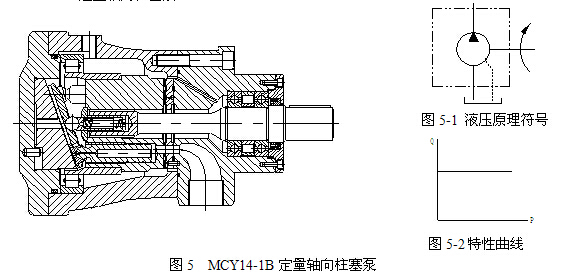
The inclined plate in the metering mechanism is always fixed on the metering end cover, and the stroke of the plunger cannot be changed, thus its flow rate is fixed.
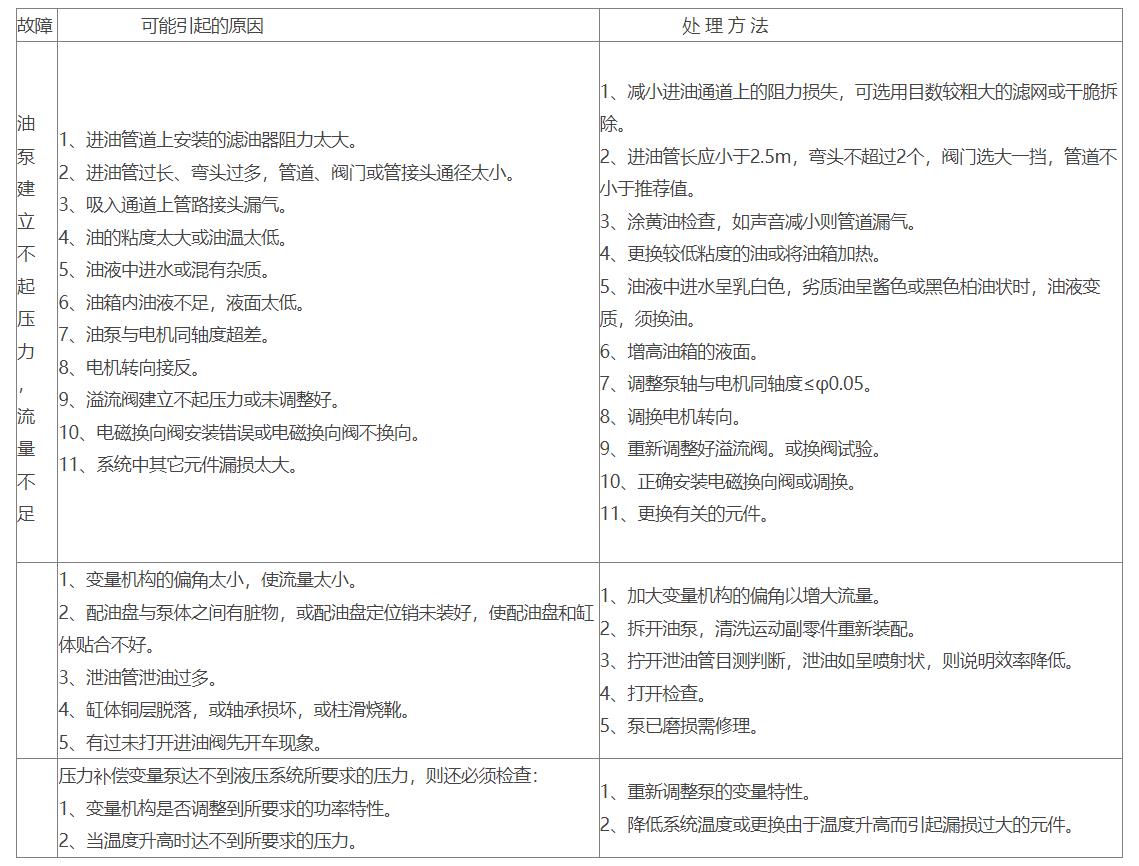
Troubleshooting
Working Principle
Axial piston pumps utilize an oil distribution plate for lubrication, with the cylinder rotating and driven by an adjustable swashplate. This pump features a hydrostatically balanced oil film thickness design, allowing the cylinder and oil distribution plate, as well as the sliding shoe and adjustable head, to operate under pure liquid friction. It boasts advantages such as simple structure, compact size, low noise, high efficiency, long lifespan, and self-priming capability.
The CY14-1B series pumps are axial plunger pumps that utilize cylinder rotation and variable heads (tilting disks) for variable displacement. Thanks to the design of hydraulic static balance oil film thickness between the slider shoes and variable heads, and between the distributing plate and cylinder, the two pairs of moving surfaces operate under pure liquid friction. This eliminates the need for heavy thrust bearings, resulting in advantages such as simple structure, small size, high efficiency, light weight, low noise, long lifespan, and strong self-priming capability. They are suitable for hydraulic equipment in forging machinery, machine tools, ships, aviation, metallurgical machinery, plastic machinery, construction machinery, and mining machinery.
Power Calculation
N = QP / (60η) (Kw) Actual motor power used
Q - Flow Rate L/min (Actual Flow Rate)
P — Pressure MPa (Actual Operating Pressure)
η - Total Efficiency Acceptable range: 0.85
Users can select the motor after calculating the actual load based on the formula listed above.
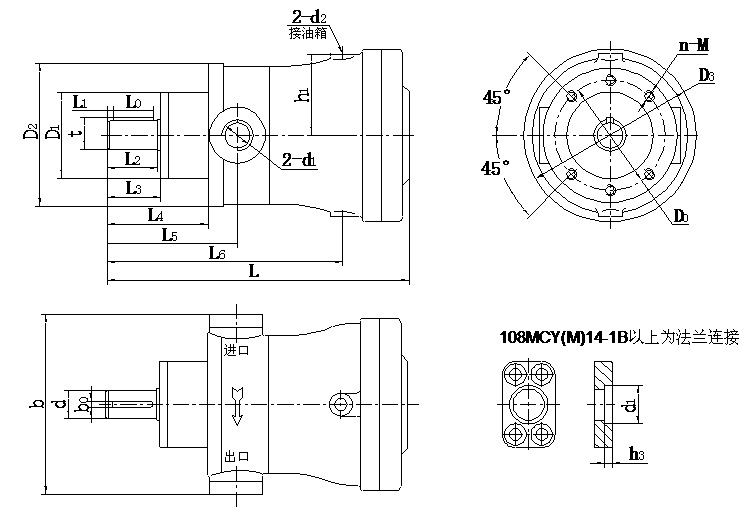
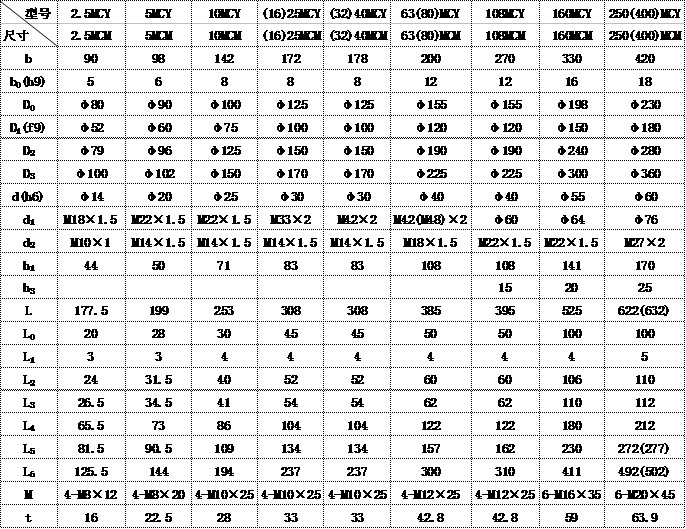
Dimensions (外观尺寸)
MCY (M) 14-1B Axial Piston Pump (Illustrated as a clockwise pump; the inlet and outlet ports of the counter-clockwise pump are opposite to those of the clockwise pump)