
















Assuming the Chinese content is "承接伺服直流调速项目," the translation would be: "Taking on servo DC speed control projects"
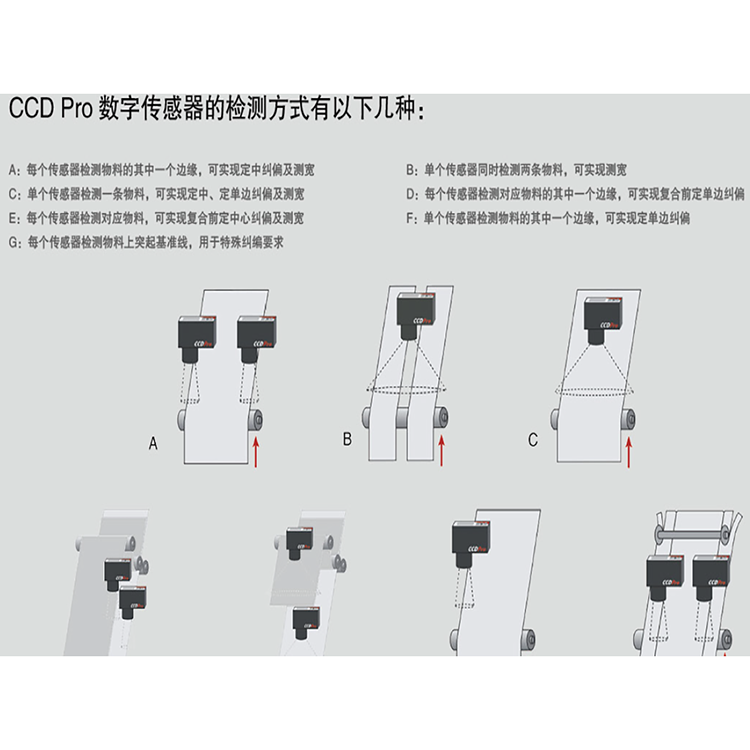
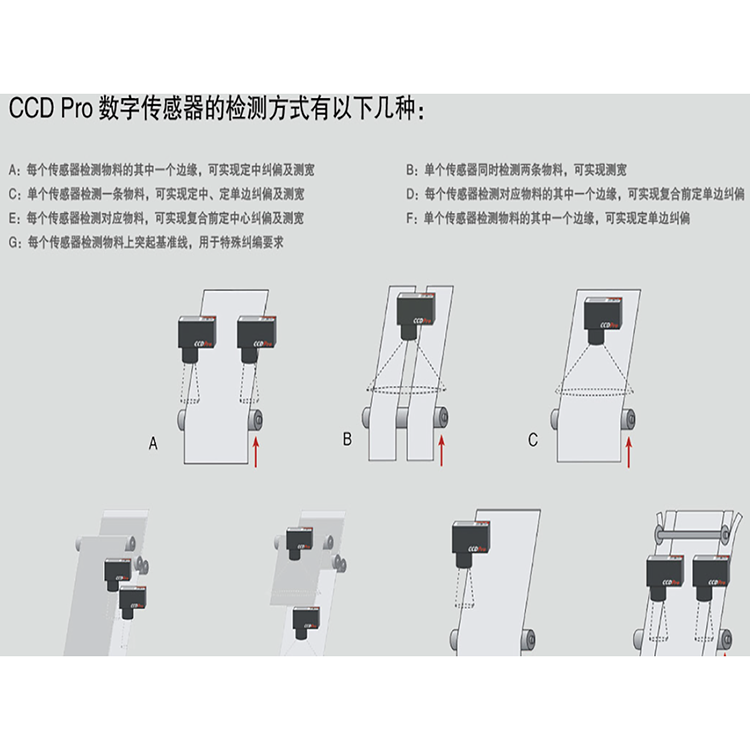
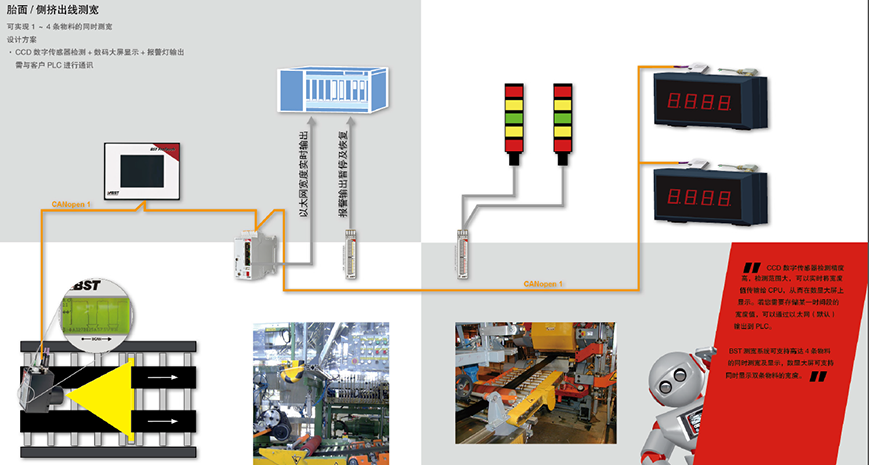
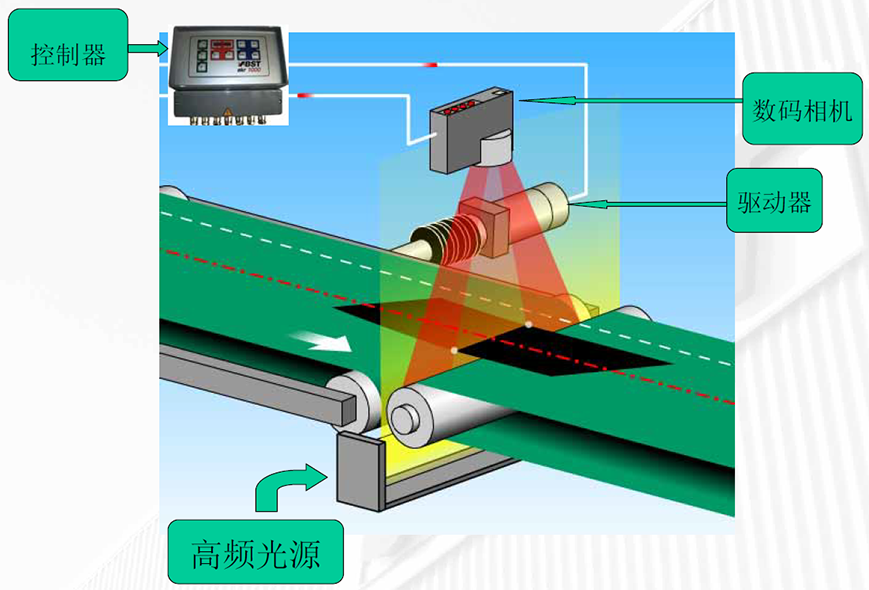
Material Width Detection and PLC Communication Data Acquisition System
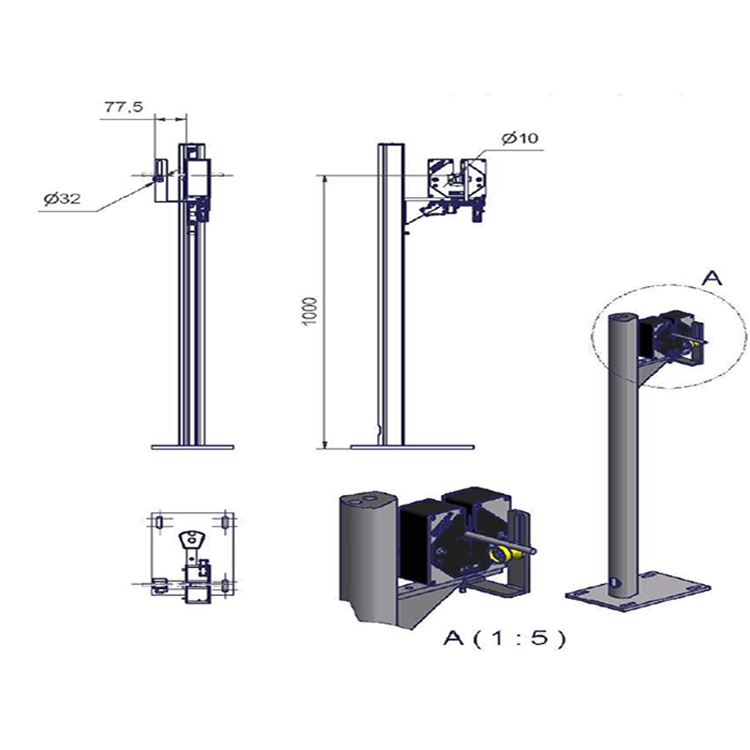
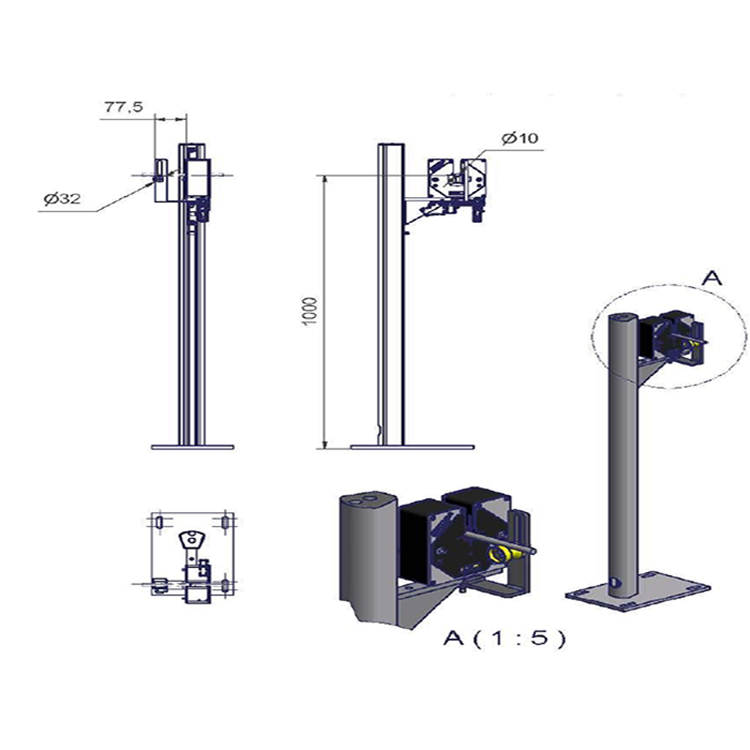
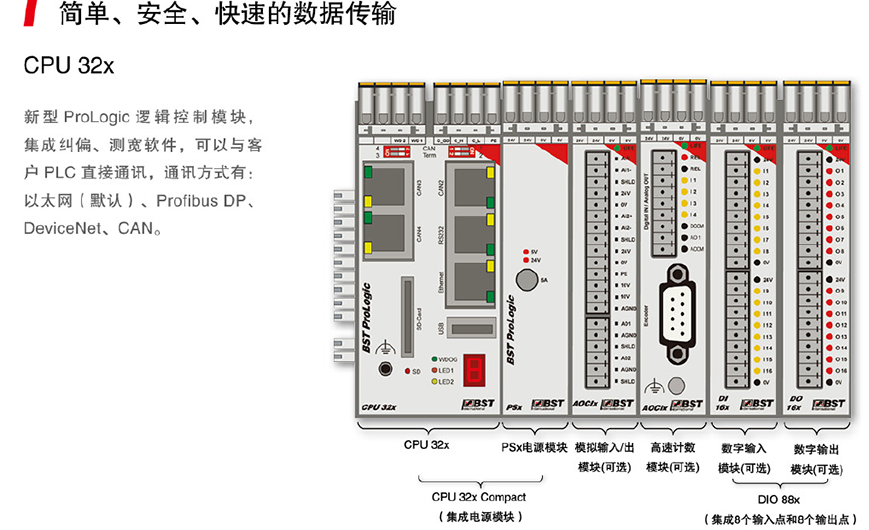
1. System Composition
The system features a CPU32 connected to one or three CCD Pro5000/50 sensors via a CAN network, and consists of one or two 36W high-frequency light boxes.
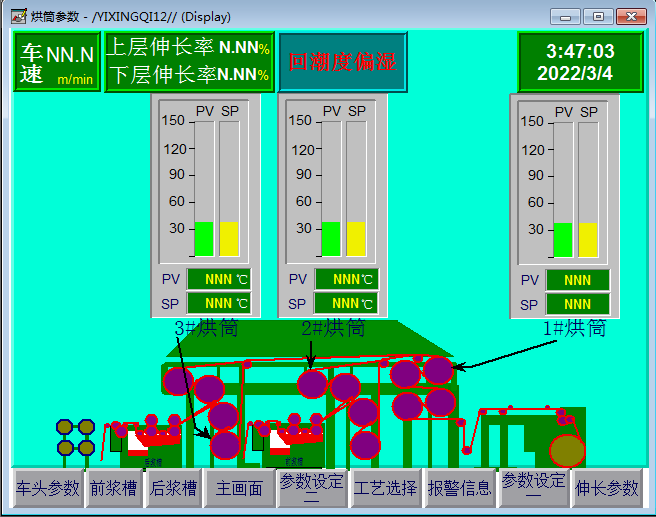
2. Operating Principle
The CCD Pro5000/50 sensor detects the actual width value of the material, transmits it to CPU32. The CPU processes the data and sends the result to the Protouch display to show the actual material width. At the same time, CPU32 communicates with the PLC over the network to transmit the width data.
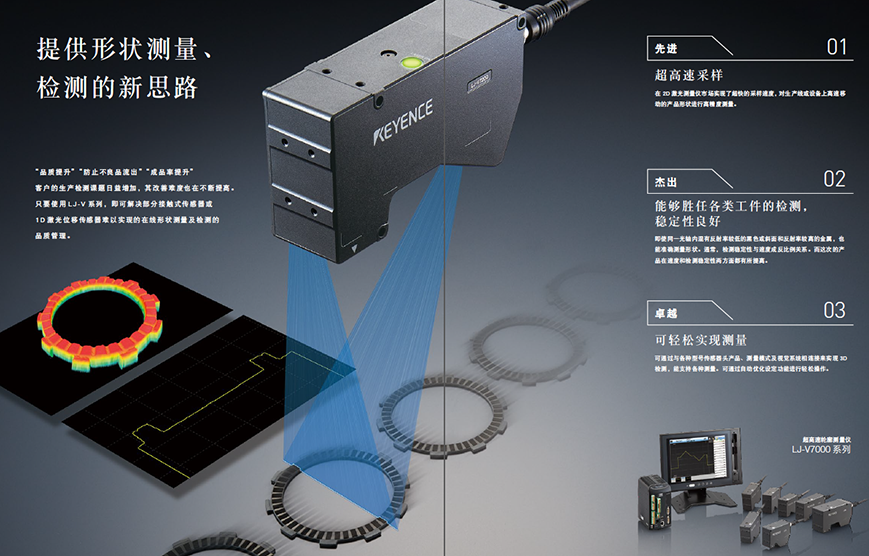
Material profile detection system data enters the PLC to display measurement results
1. Select the measurement shape on the profile measuring instrument and judge the measurement result error.
2. PLC-captured contour data results show dimensions.
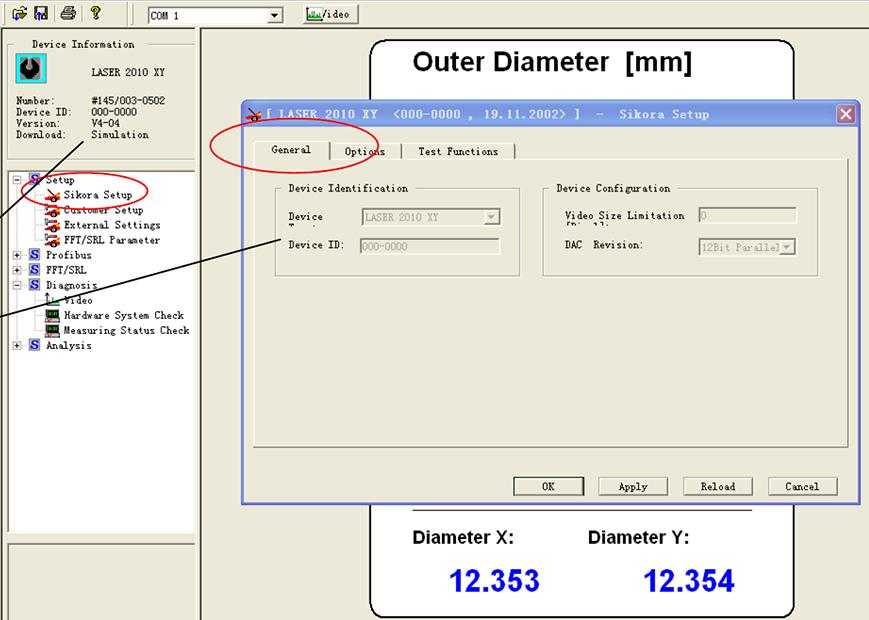
Wire Diameter Measurement Control
1. Steel wire is threaded through the center of the diameter gauge, the software settings are adjusted, and the measurement data is transmitted to the PLC via RS485 communication.
2. PLC data is displayed on the touch screen or supervisory computer.
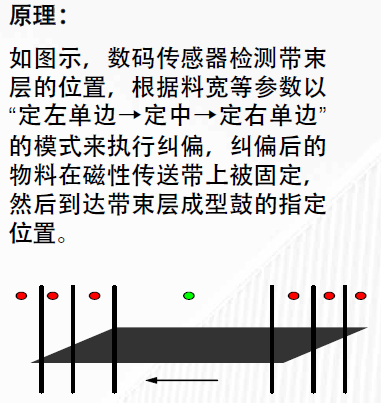
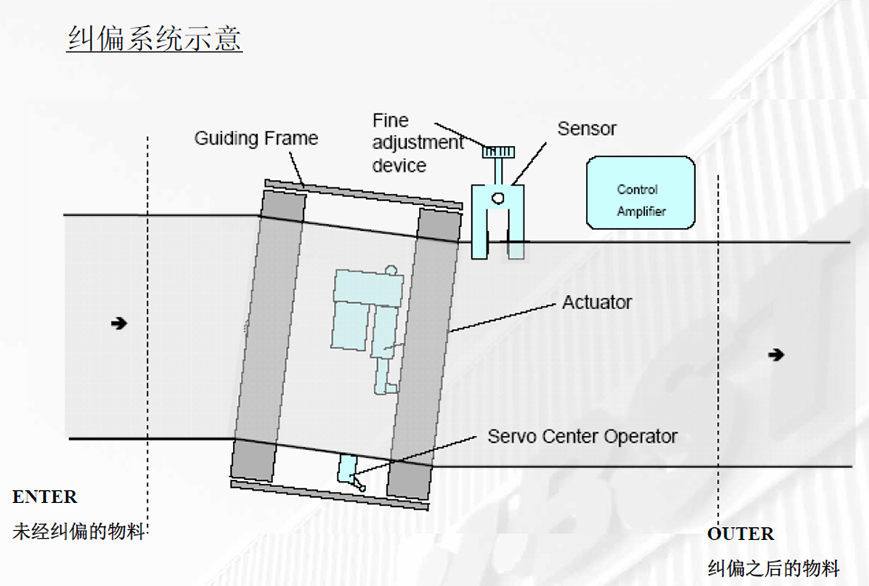
Material Bias Correction Control System
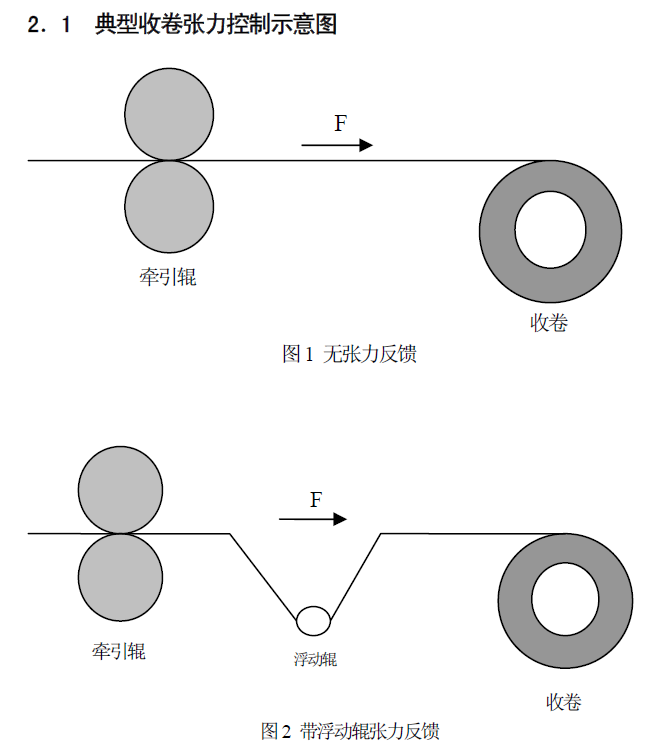
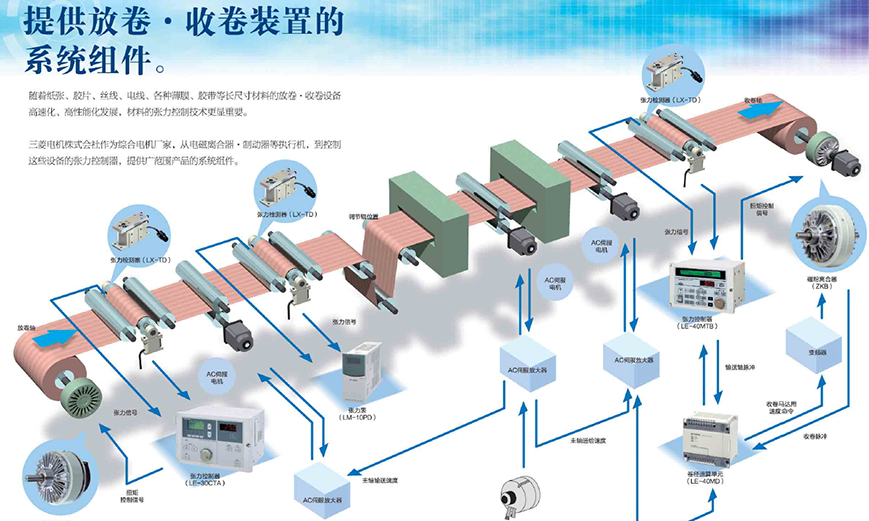
Coiling Tension and Uncoiling Tension Control
1. Tension sensor detection unit with tension control mode set via a vector variable frequency drive, tension controlled through a PLC and touch screen to regulate running tension and shutdown tension.
2. Tension sensors are equipped with detection mechanisms, and the variable speed drive is controlled based on tension feedback to achieve constant tension control.
3. During the unwinding process, tension control can be achieved through magnetic particle clutches, pneumatic proportional valves, or servo controllers, etc., to regulate the unwinding tension.
Constant Pressure Water Supply Control System
1. Based on actual pipeline pressure sensor data, set the pressure value via a PLC or digital meter, and adjust the variable frequency inverter's speed with PID control to achieve the set pressure value.
2. When multiple pumps are in operation, sequentially start the next pump until the pressure meets the required standard. If the pressure exceeds the set value, sequentially shut down the pumps.

Seven-unit yarn-doubling machine AB PLC control system
1. AB PLC, variable frequency drive, touch screen, Ethernet communication.
2. VFD operation status and current are displayed on the touch screen.
3. Establish formula data.
4. Roll-up inverter without tension sensor, set tension on the touch screen, and control directly in tension mode.
Mindless Servo Control System
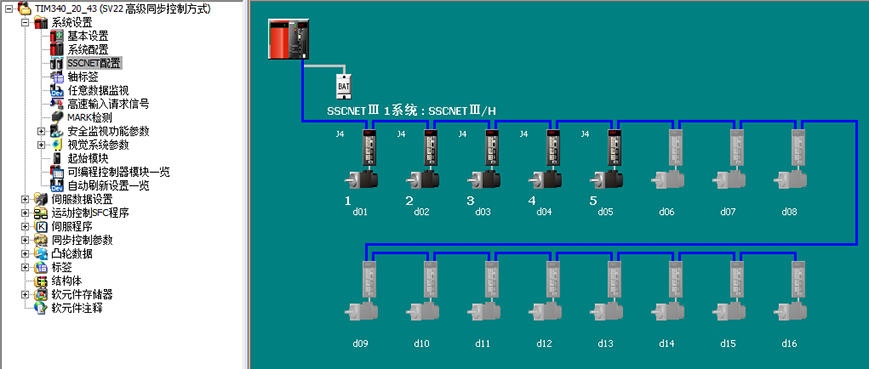
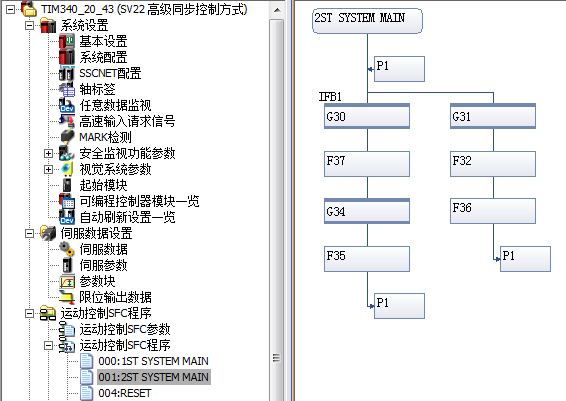
Mitsubishi Q Series CPU Motion Control System.
2. The precision requirement for无心磨 is particularly high, demanding stable and reliable servo control.
3. Maintain the servo position unchanged during power outages.
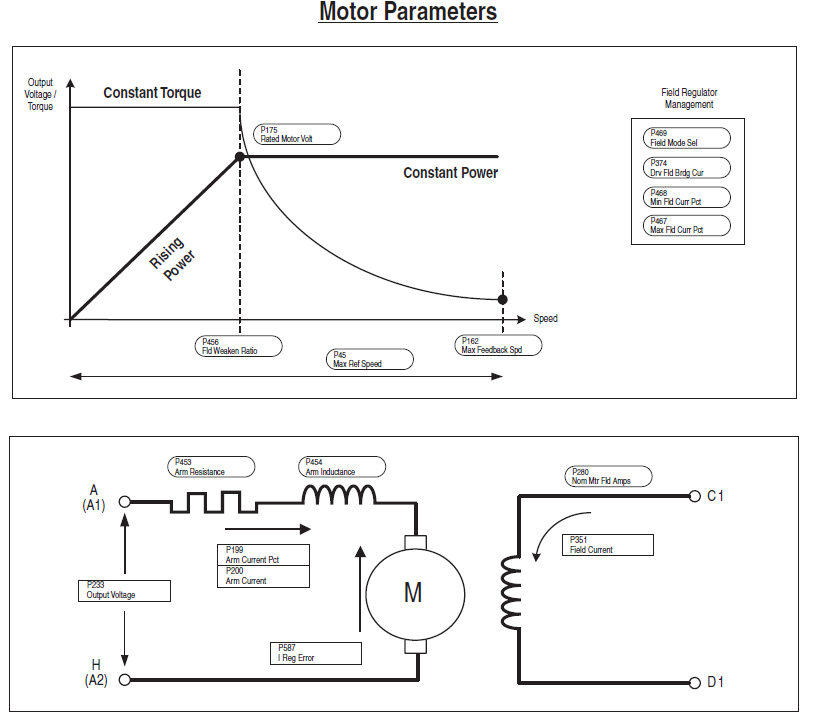
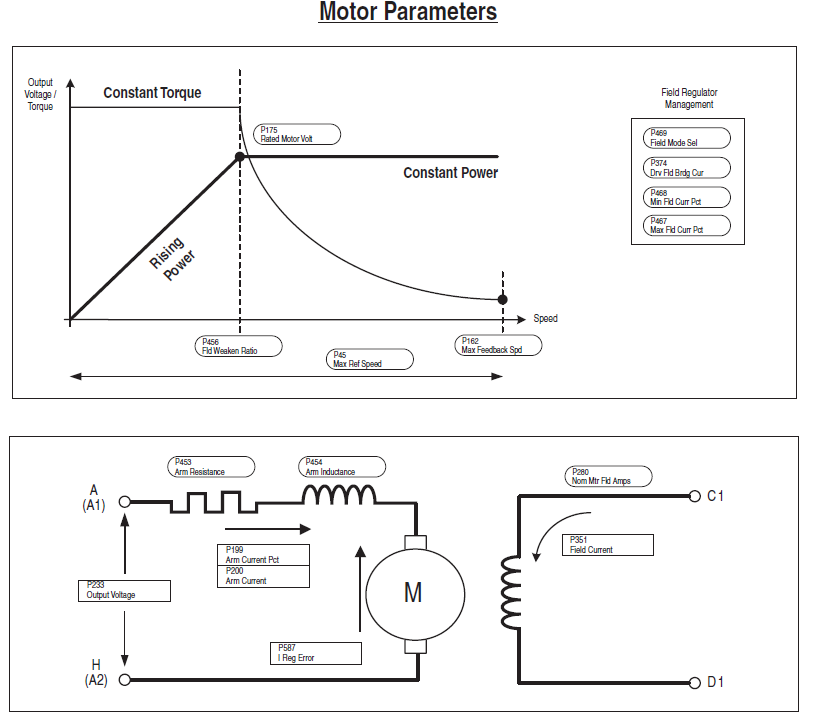
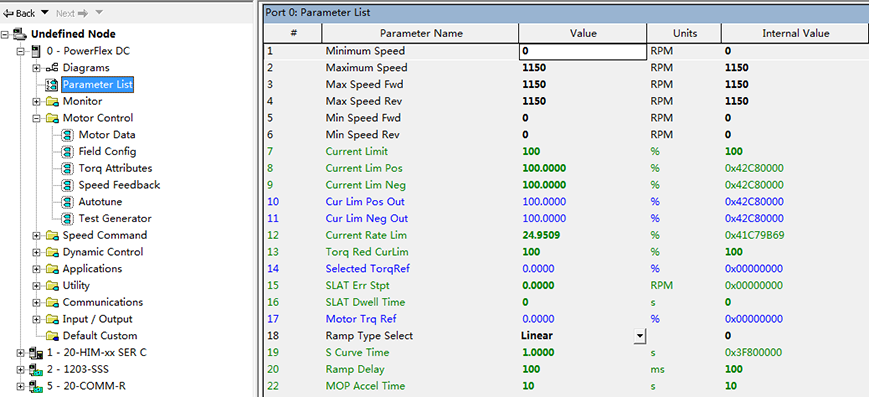
AC/DC Speed Control System