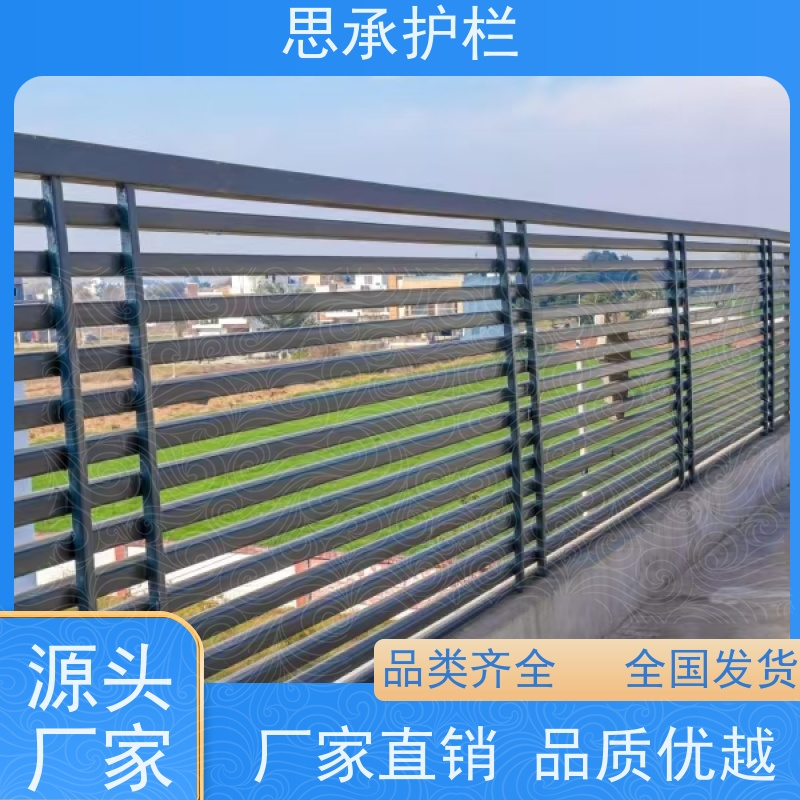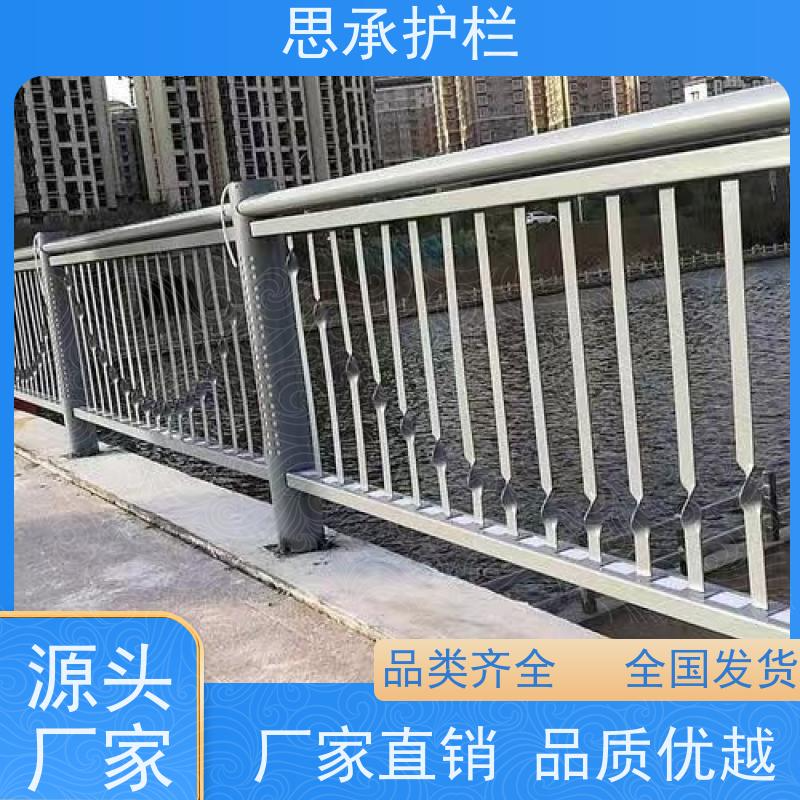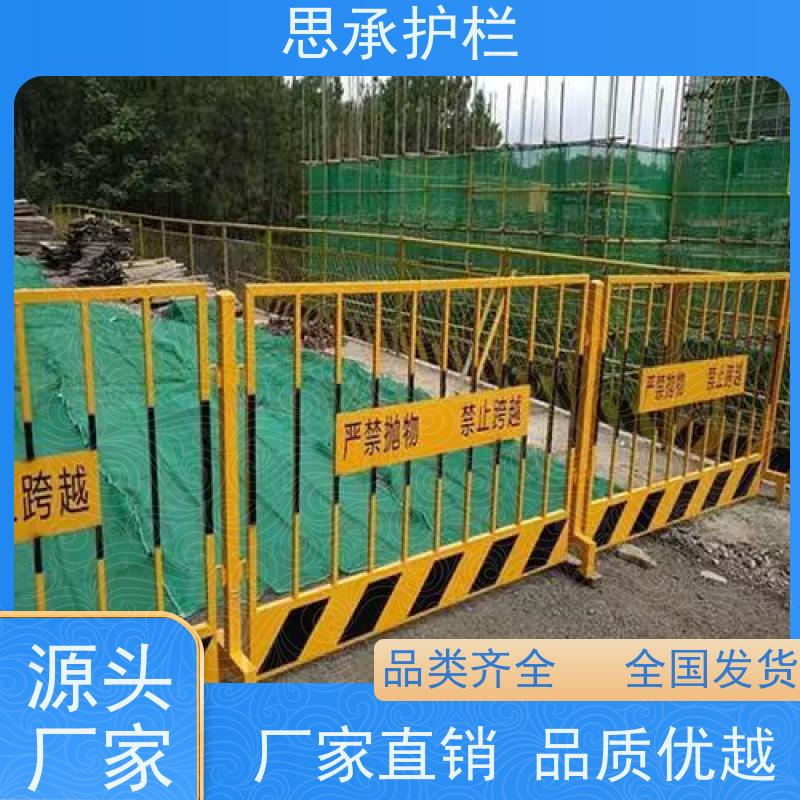











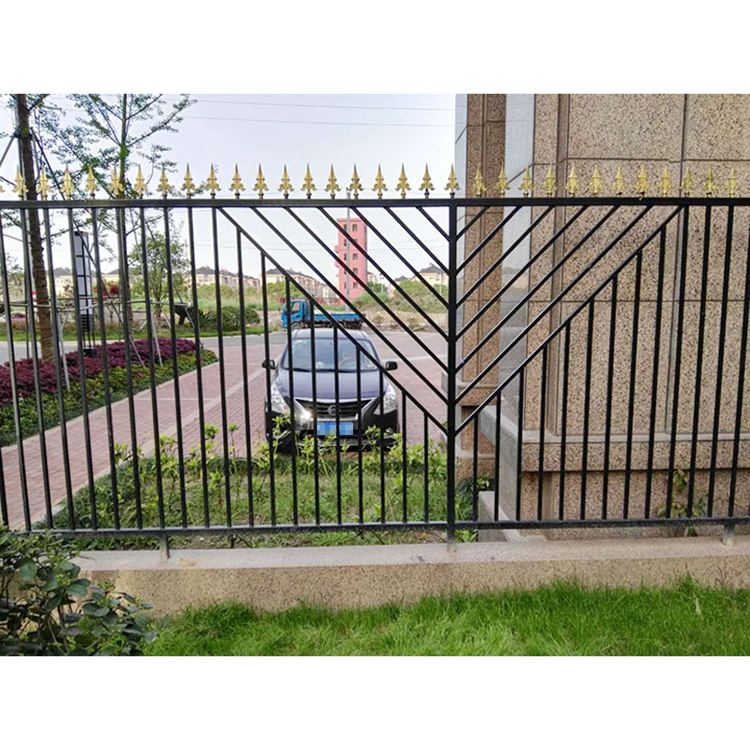


Iron Art Fencing

Rust Prevention Treatment for Iron Art Railings and Rust Prevention Process
The current effective and practical anti-rust method for ironwork railings is hot-dip galvanizing. This involves creating a zinc-iron alloy layer and a pure zinc layer on the surface of the ironwork railings while they are immersed in molten zinc, to prevent the ironwork from oxidizing. The anti-rust period extends for 20 to 50 years or more, during which no maintenance is required, making it a safe and reliable method for protecting ironwork products.
Hot-Dip Galvanized Process
1. Pre-washing inspection and treatment
Inspect the wrought iron work for the presence of galvanized process holes (ventilation, zinc night in and out, hanging), the extent of rust on the surface of the wrought iron work, and whether the surface coating can be removed by hydrochloric acid (if there is paint, grease, etc., methods such as burning, sanding, alkali washing should be used to remove them).
2. De-fatting (Alkali Wash)
Equipped with heating equipment to remove oils, coatings, and other substances from the surface of ironwork products.
3. Washed
Remove alkaline water and adhering substances from the surface of ironwork products.
Passivation
Remove rust, scale, and other surface coatings
5. Post-acid washing inspection and treatment:
The pickling effect is ideal, if the pickling is insufficient, repeat the pickling process. If the pre-treatment before pickling is not thorough, it requires reprocessing followed by another pickling.
6. Washed
Remove acid water and other adherents from the surface of ironwork products
7. Top Coating Aid
Rinse the workpiece surface again to ensure no rust before zinc plating.
8. Drying
Increase the temperature of wrought iron workpieces to prevent excessive moisture on the surface, which could lead to explosions during galvanizing.
9. Hot-Dip Galvanized
The workpiece is immersed in molten zinc at 440℃-470℃, removed after a certain period, and a zinc-iron alloy layer and a pure zinc coating are deposited on the surface of the ironwork piece.
10. Passivation
Provide surface treatment for resistance to atmospheric corrosion, reducing or extending the time for white rust to appear.
11. Cooling
Prevent workpieces from undergoing rapid cooling and shrinkage, which can lead to collective cracking.
12. Refurbished
Remove zinc nodules and zinc ash adhered to the coating surface
Inspection
Inspection and measurement of the coating, and visual examination of the workpiece.