






















1. Round Steel: The surface of round steel must be smooth with no visible dents or cracks. Next, inspect the cross-section of the seamless pipe for any cracks. Additionally, test the material of the raw material. Tianzhan Steel Pipe insists on using high-quality round steel from Jiangsu, such as Zhongtian, Huai Steel, and Changqiang, ensuring quality.
2. Round Steel Piercing: TianZhan Steel Pipes measures the center point and drills a center hole to ensure the finished pipe's eccentricity issue.
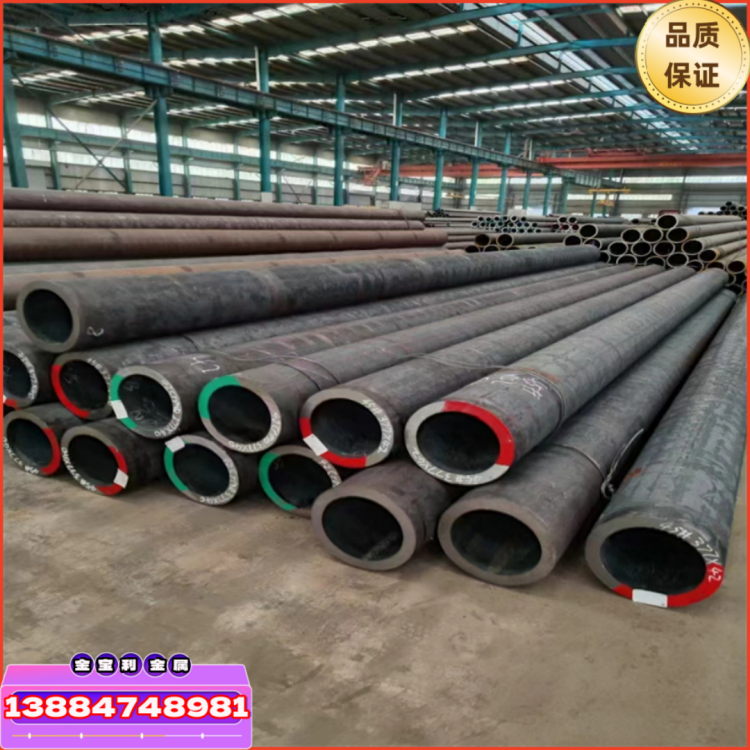
3. Seamless Tube: The wall thickness of the tube should be even, with minimal surface defects on both the inside and outside; equipment for outer surface polishing and inner hole defect cleaning should be provided.
4. Pickling + Phosphatizing + Saponification: The primary purpose of pickling is to remove the oxide scale from both the inner and outer surfaces of the steel pipe. Phosphatizing and saponification are used to lubricate the steel pipe, preventing scratches during the cold drawing process.
5. After pickling and re-inspection of the hot-rolled tubes: Compared to standard Q345B square rectangular steel tubes, Tianzhan Steel's cold drawn seamless steel tubes production process includes an additional pickling and re-inspection of hot-rolled tubes. This is primarily to ensure the outer surface of the tubes is free of folds, cracks, and other defects, and to exclude tubes with internal folds, severe scoring, or rough surfaces.
6. Heat Treatment: Annealing is a crucial process in the production of all cold drawn seamless steel tubes. The quality of annealing affects both the performance of the tubes and the removal of iron oxide scale. Q345B square and rectangular steel tubes require the equipment of an oxidation-free, bright annealing furnace.
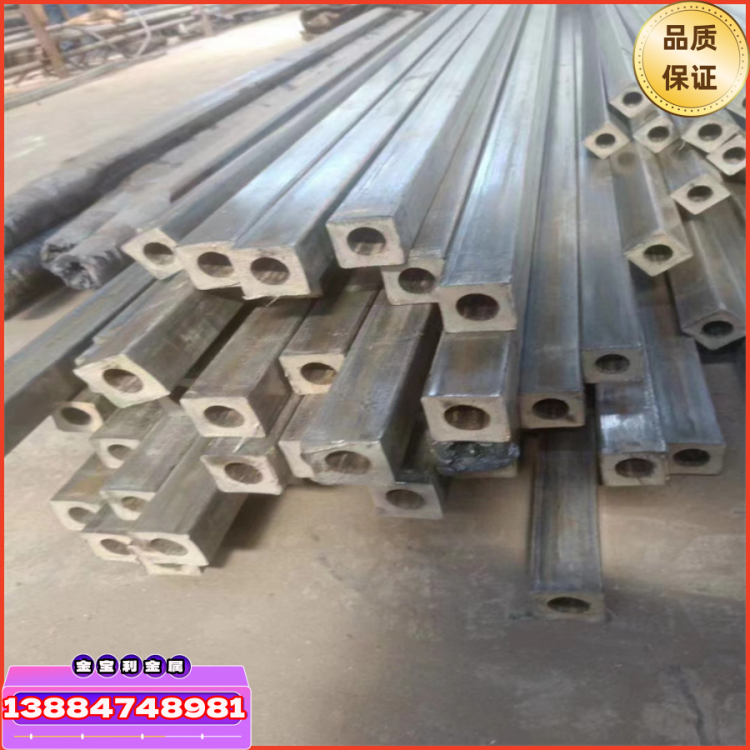
7. Cold Drawing: Q345B square rectangular tubes have a wide range of applications in industry. In order to produce high-quality finished products, pay attention to several common issues that may arise during production. For example, transverse scratches on the surface of cold-drawn seamless steel tubes, cracking at the tube ends, misalignment, and shape deviations. 8. Straightening: During the straightening process of steel tubes, an appropriate amount of pressure reduction is necessary. Additionally, be vigilant for surface indentation or scratches, and address any issues promptly. 9. Inspection: Use professional measuring tools for inspecting the inner and outer diameters, wall thickness, and tolerances of the inner and outer diameters, ellipticity, length, bend, end face bevel angle, and burr of seamless steel tubes.























