






















Boring steps and precautions
Tapping tool installation
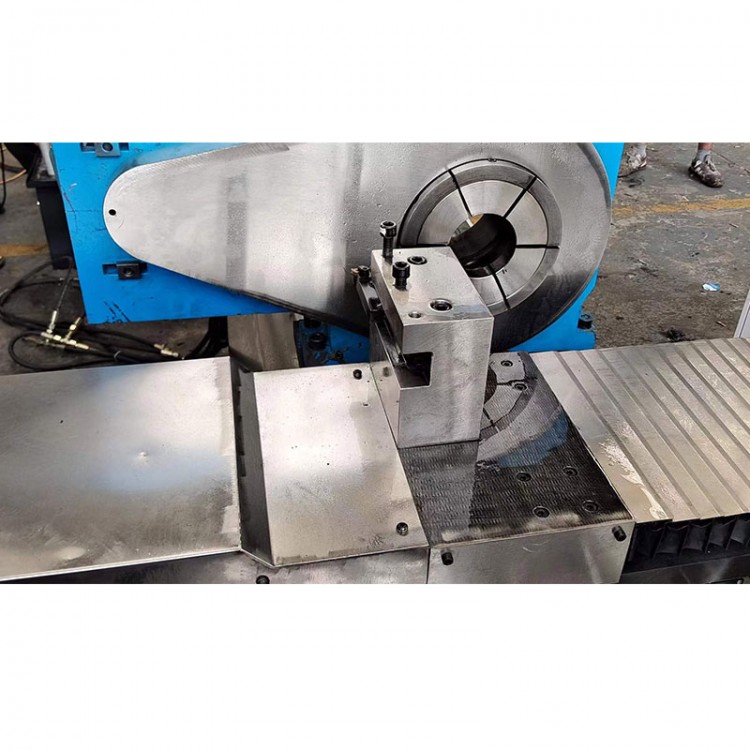
The installation of the boring tool unit is crucial, especially for work adjustments using eccentric principles. After installing the boring tool, it is essential to observe whether the main cutting edge of the boring tool is on the same horizontal plane as the feed direction of the boring tool head. Installation on the same horizontal plane ensures that the chip-cutting edges are at the normal machining cutting angles.
Tapping tool trial tapping hole
Tapping tools are manufactured with a reserved allowance of 0.3~0.5mm according to process requirements. The allowance for reaming and boring holes is adjusted based on the initial hole allowance, with the rough boring allowance ≤0.5mm, ensuring sufficient allowance for subsequent fine boring processing.
After the boring tool is borrowed out for installation, a trial boring is required to verify if the tool adjustment meets the rough boring requirements.
Boring requirements
Thoroughly inspect the fixture, the positioning datum of the workpiece, and the stability and reliability of all positioning components before boring processing.
How do you measure the diameter of the initial hole to be machined? How much remaining machining allowance is there to calculate?
Pre-check equipment (spindle) for repeated positioning accuracy and dynamic balance accuracy before boring operation to ensure they meet the process manufacturing requirements.
During the trial boring process, it is necessary to check the dynamic fluctuation value of the boring bar's gravity suspended extension, and reasonably adjust the cutting parameters to reduce the influence of centrifugal shearing vibration during machining.
The layer boring allowance should be reasonably distributed among rough boring, semi-finishing boring, and finishing boring steps. The rough boring allowance should be around 0.5mm, while the semi-finishing and finishing boring allowances should be about 0.15mm to avoid the occurrence of chatter in the semi-finishing boring due to excessive allowance, which can affect the precision of adjusting the finishing boring allowance.
Difficult-to-machine materials and high-precision boring (tolerance ≤ 0.02mm) can add a fine boring process step, with a boring allowance of not less than 0.05mm to avoid the elasticity of the machining surface allowing the tool to deflect.
During the boring tool alignment process, it is essential to avoid impact between the boring tool working part (blade and holder) and the alignment block, which may damage the blade and holder guide slots, thereby changing the boring tool adjustment value and affecting the precision of hole diameter processing.
Ensure adequate cooling during the boring process and enhance lubrication at the machining area to reduce cutting forces.
Tightly manage chip removal during each processing step to prevent chips from participating in secondary cutting, thereby affecting the precision of hole diameter processing and surface quality.
During the boring process, regularly inspect the tool (blade) wear and replace it promptly to ensure the quality of the hole diameter; strictly prohibit blade replacement during the precise boring step to prevent errors of 12. After each step of processing, strictly adhere to the process quality control requirements, carefully inspect the actual processed hole diameter and make detailed records for analysis and improvement of the boring process.
























