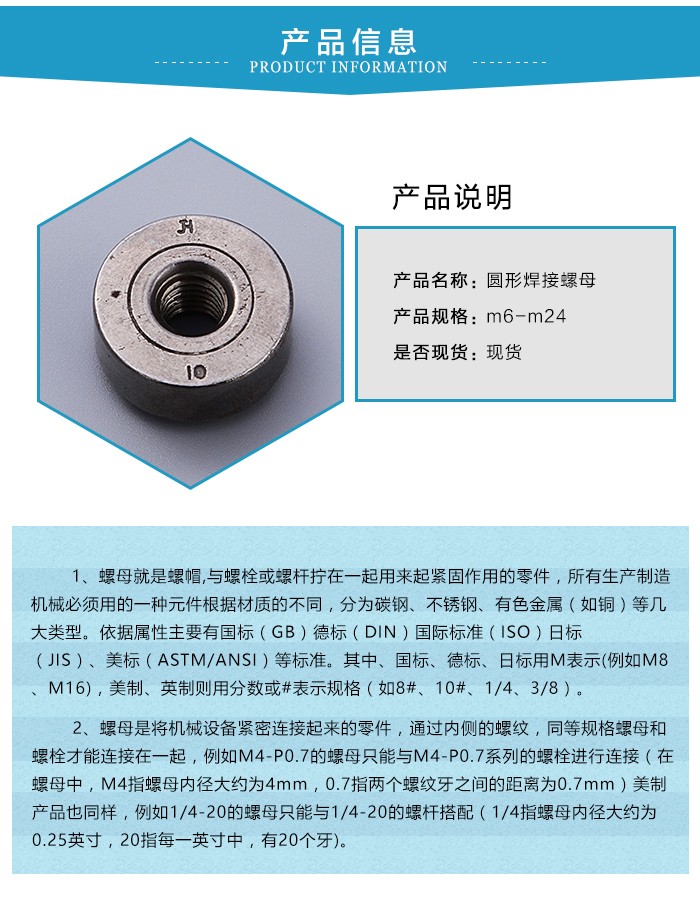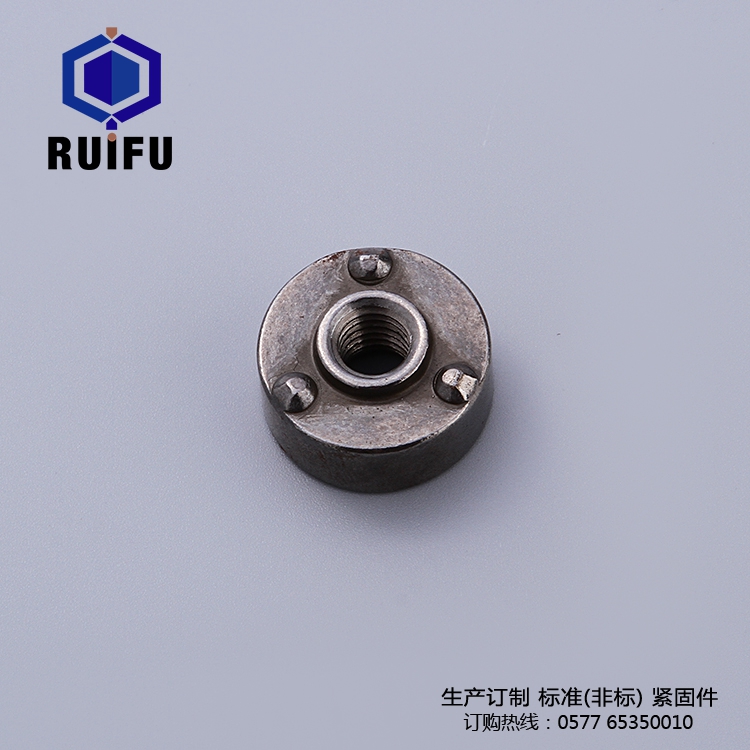




















Product Category: Welding Nuts
Product Origin: Wenzhou
Operation Model: Manufacturing and Processing
Main Products: Card springs, retaining rings; Bolts; Washers; Nuts
Principle: Adhere to honesty, trust, mutual benefit, and joint development.
Mission: Continuous Innovation and Perfection
Application: Automotive Industry, Machinery Manufacturing, Pneumatic Tools, Furniture Hardware, etc.
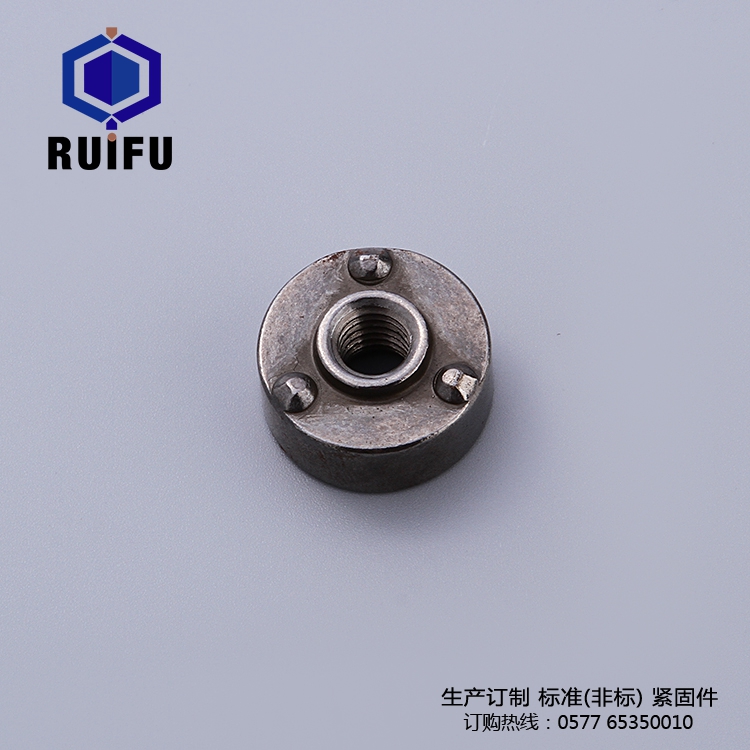
What issues should be noted when using circular welding nuts?
Circular welding nuts utilize a power source with vertical external characteristics; in DC mode, they employ positive polarity (welding wire connected to the negative pole).
1. Generally suitable for welding thin plates of 6mm or less, featuring aesthetically pleasing weld bead formation and minimal deformation.
2. The protective gas is argon. For welding currents of 50-150A, the argon flow rate is 8-10L/min; for currents of 150-250A, the flow rate is 12-15L/min.
Filler wire angle with the workpiece surface should be as small as possible, usually around 10°.
3. Circular welding nuts should maintain an angle of 80-85° between the tungsten electrode centerline and the welding area to ensure good argon protection of the molten pool and facilitate welding operations. The angle between the filler wire and the workpiece surface should be as small as possible, typically around 10°.
4. Windproofing and Ventilation: In areas where there is wind, please implement windbreak net measures. Inside, appropriate ventilation should be provided.
5. The optimal length of the tungsten electrode protruding from the gas nozzle is 4-5mm, 2-3mm for areas with poor shielding like corner welding, 5-6mm for deep slotting areas, and the distance from the nozzle to the workpiece should generally not exceed 15mm.