
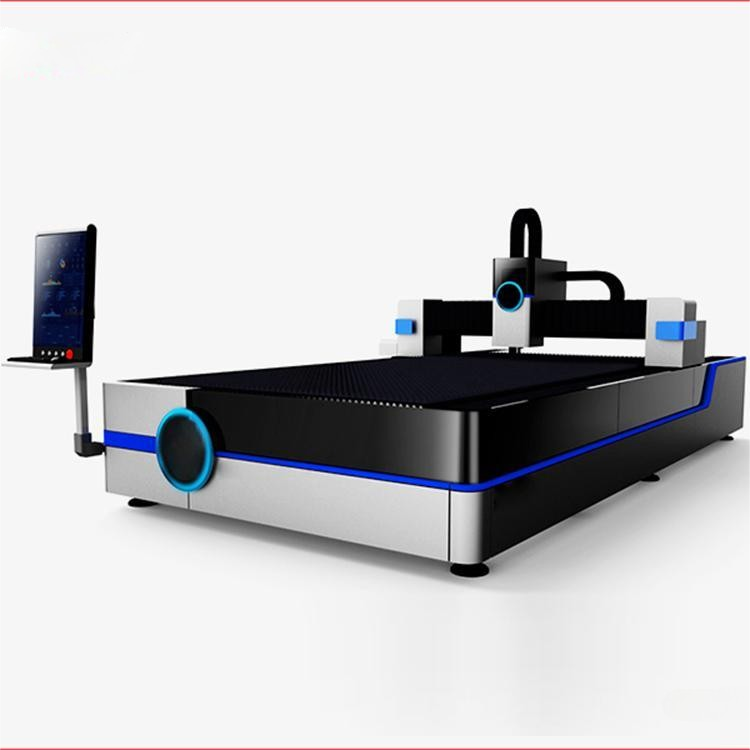

















Product Model: HT-LCF4020G
Installation, Training, After-Sales Support
1. Quality and Inspection Acceptance
Strictly inspected and accepted according to both internationally recognized standards and the corporate standards of Shanghai Han Ting Laser Technology Co., Ltd. The corporate standards of Shanghai Han Ting Laser Technology Co., Ltd. establish detailed requirements for the working environment and conditions during the production process, fundamental technical specifications, cooling requirements, laser radiation safety, electrical safety, testing methods, inspection and acceptance procedures, as well as packaging and transportation.
Shanghai HanTing Laser Technology Co., Ltd. has passed the ISO9001 International Quality Management System Certification, establishing a quality assurance system for the design, production, and service of large, medium, and small power laser processing equipment.
2. Services
(1) Training and Installation
Training: After the pre-inspection by Party B is completed, Party B will provide free training for 2-3 technical operators and maintenance personnel of Party A at Party B's location. The training will cover:
Basic Laser Safety Precautions
Fundamentals of laser technology and the construction of laser welding machines
Laser Cutting Operation Skills
Equipment Operation and Precautions
Daily equipment maintenance, laser alignment, and spare parts replacement procedures
The training duration is approximately 5 days.
Installation and Commissioning: After the equipment is delivered to Party A, Party B shall be responsible for the installation, commissioning, and handover of the equipment at Party A's site with the assistance of Party A. Party B shall bring necessary tools and debugging equipment, and also provide retraining for the operator and maintenance personnel of Party A.
(2) Equipment Inspection
Upon contract signing, Party B shall strictly design and manufacture the equipment according to the technical specifications stipulated in the contract. Once the production and manufacturing of the equipment are completed, Party A will conduct a pre-inspection of the equipment at Party B's location based on the technical specifications. After the installation and debugging of the equipment are completed at Party A's site, both parties will inspect the feasibility, stability, and reliability of the equipment according to the standards of the pre-inspection.
(3) After-Sales Service
HanTing Laser offers a 2-year warranty on the purchased products with lifetime maintenance. During the warranty period, if any equipment failure or part damage occurs (excluding those caused by human factors or force majeure), the other party is responsible for free repair, and the required replacement parts will be provided free of charge (consumables excluded). After the warranty period, labor fees will be charged based on the actual cost of repair.
HanTing Laser conducts several follow-up visits to all customers each year and provides technical support services at any time. Party B is responsible for supplying the relevant spare parts to Party A on a long-term basis.
After-sales service response time: 8 hours; upon receiving the customer's repair call, the after-sales engineer will provide a clear response or arrive at the equipment site within 24 hours.
(4) Standards for manufacturing, inspection, and acceptance of goods
Our company manufactures, inspects, and receives products in accordance with our corporate standards, which refer to the following national standards:
GB10320 Laser Equipment and Facilities Electrical Safety
GB7247 Laser Product Radiation Safety, Equipment Classification, Requirements, and User Guidelines
GB2421: Basic Environmental Test Procedures for Electronic Products
GB/TB360 Laser Power Energy Test Instrument Specification
GB/T 13740 - Test Methods for Laser Radiation Divergence Angle
GB/T 13741 Laser Radiation Beam Diameter Testing Method
GB/T15490 Total Specification for Solid-state Lasers
GB/T 13862-92 Laser Radiation Power Test Method
GB2828-2829-87 Batch Periodic Inspection Counting Sampling Procedures and Sampling Tables
Warranty, Delivery Measures
Quality Assurance Measures
Our company strictly manages according to the internationally recognized ISO9001 quality system. To ensure product quality and prevent substandard products from entering the next production stage, from the initial raw material entry to the final product dispatch, we conduct incoming material inspections, process inspections, and quality checks. By effectively controlling the production process, we aim to achieve effective quality control and guarantee that all products dispatched are of high quality.
(2) Measures to Ensure Delivery Timelines
HanTing Laser has obtained the ISO9001 quality system certification. Our production and operation strictly adhere to the ISO9001 quality system. The entire process from contract signing to customer use is strictly controlled. All contracts must undergo review. Therefore, this system ensures that the supplier delivers products on time, with quality and in the specified quantity.
Packaging and Transportation: The Party B complies with domestic railway or road transportation packaging standards. The goods are packaged in sturdy wooden boxes, suitable for long-distance truck or train transportation, with moisture-proof, rust-proof, shockproof, and anti-abrasive features, and is suitable for whole-piece hoisting.
Key Configuration List
Gantry-style mechanical structure
The bed is made of welded molding, with a higher net weight, significantly enhancing the machine tool's stability, reducing bed vibration, and delivering excellent metal cutting results.
2. Multiple time-sensitive treatments ensure the bed frame maintains its shape for twenty years without deformation.
3. Individual platform processing width: 3000mm x 1500mm.
Ruike 1000W Fiber Laser
Ruike, a global fiber laser manufacturer. Renowned brand of fiber laser devices. Modular and redundant design; compact and lightweight for easy portability; easy to integrate; high power, beam quality; low energy consumption; excellent stability; suitable for various fields of application; simple operation; no accessory requirements, maintenance-free.
Swiss Raytools Laser Cutting Head
Professional laser head transmission system (linear guide, screw lifting, sensor head), the laser head automatically senses the distance to the metal surface being cut and transmits the data to the drive controller; the distance between the tracking laser head and the cutting plate can be automatically maintained at a constant level, preventing a decrease in cutting accuracy due to uneven metal surfaces and avoiding damage to nozzles and other components.
Extra-large worktop surface
Interchangeable platform that reduces material loading and unloading time as well as platform exchange time, enhancing machine efficiency and utilization. Unique sharp-toothed blade design is highly suitable for metal sheet cutting, and comes with auxiliary feeding devices such as positioning rulers and pneumatic feeding, making material feeding and part picking operations more convenient and quick.
Yaskawa Servo Drive from Japan
1. Utilizing Japanese Yaskawa servo motors with closed-loop control, ensuring precise positioning and dynamic acceleration response. This results in a smooth, reliable, and maintenance-free automatic positioning mechanism.
2. High-power motor drives for X, Y, Z axes; acceleration up to 1.2G.
Taiwan Gear Rack YYC
High-quality transmission system with fast speed, high precision, and strong reliability for long-term stable operation.
Taiwan Gear and Rack YYC
High-quality transmission system with fast speed, high precision, and strong reliability ensures stable operation over extended periods.
Taiwan Linear Square Rail HIWIN
Higher speed, lower noise volume, ensuring high precision and long service life.
Laser Cutting System Software, supports all AutoCAD and drawing software
Professional cutting software supports cutting paths in DXF, PLT, and other graphic formats, allowing for setting cutting parameters on different layers and ensuring automatic addition of joint nodes with the help of routing. It can immediately optimize the completed graphic design to enhance productivity. This specialized cutting software achieves various cutting precision levels through the use of compensation features.
| 2.1 | Fiber Laser | 1000W LaserEmitter | 1 set | Ruike |
| 2.2 | Laser Cutting Head | Laser Head | 1 set | Raytools |
| 2.3 | Machine Tool Spindle | Bed Frame | 1 unit | HT3015 |
| Gear rack | 3 sets | Taiwan YYC | ||
| Guide Rails | 4 sets | Taiwan HIWIN | ||
| Pneumatic Components | Several | Japan | ||
| Electrical Components | Several | Omron from Japan / Schneider from France | ||
| Servo Motor | 4 sets | Yaskawa, Japan | ||
| Reducer | 3 sets | Japan Shinpo / France Modolli | ||
| 2.4 | Numerical Control and Software | Laser Cutting Machine System | 1 set | Laser Cutting System |
| 2.5 | WiFi Wireless Control | Remote Fault Detection | 1 set | HT |
Model and Working Area
| Product Model | HT-3015-Z (1000W) |
| Processing Width | 3000mm*1500mm |
| Synthetic Rate | 140m/min |
| Cutting Speed | 70m/min |
| Acceleration | 1.3G |
| Output Power | 1000W |
| Laser Wavelength | 1070nm |
| Positioning Accuracy | ±0.03mm |
| Repeatability accuracy | ±0.02mm |
| Input Power | 380V/50Hz/60A |
Processing Capabilities Description
| Material | Thickness | Auxiliary Gas |
| Carbon Steel | ≤10mm | Oxygen |
| Stainless Steel | ≤5mm | Nitrogen |
| The above data represents the processing thickness for guaranteed effect, not the limit cutting data. | ||
Partial process parameters
| Materials | Thickness (MM) | Gas | Cutting Speed |
| Stainless Steel | 0.5 | Nitrogen | 24m/min |
| 1 | Nitrogen | 21m/min | |
| 2 | Nitrogen | 5m/min | |
| 3 | Nitrogen | 2.5m/min | |
| 4 | Nitrogen | 1.5m/min | |
| 5 | Nitrogen | 0.6m/min | |
| Carbon Steel | 1 | Oxygen | 16m/min |
| 2 | Oxygen | 6m/min | |
| 3 | Oxygen | 4m/min | |
| 4 | Oxygen | 2.7m/min | |
| 5 | Oxygen | 1.8m/min | |
| 6 | Oxygen | 1.4m/min | |
| 7 | Oxygen | 1.0m/min | |
| 8 | Oxygen | 0.8m/min | |
| 9 | Oxygen | 0.6m/min | |
| 10 | Oxygen | 0.5m/min | |
Laser Cutting Consumption and Costs
(1) Consumables Cost (per hour)
① Protective lens: Approximately 2 pieces per month, each piece costs 50 yuan, totaling 400 hours of working time. Consumption per hour: 50 ÷ 400 = 0.13 yuan/hour.
② Ceramic Ring: Approximately 1 per year, each costing 300 RMB, totaling 7200 hours of working time, with a consumption rate of: 300 ÷ 4000 = 0.08 RMB/hour
③ Cutting Nozzle: Approximately 2 pieces per month, each priced at 50 yuan, totaling 400 hours of operational time. Hourly consumption rate: 50 / 400 = 0.13 yuan per hour.
(These figures are for reference only; specific consumption may vary slightly among different users.)
(2) Oxygen Cutting Cost (per hour)
| Electricity consumption cost | Auxiliary Oxygen Consumption Fee | Supplies Cost | Total (RMB) |
| $8 | $10 | 0.50 yuan | 18.5 |
(3) Nitrogen Cutting Cost (per hour)
| Electricity consumption cost | Auxiliary Nitrogen Consumption Cost (Liquid Nitrogen) | Supply Costs | Total (Yuan) |
| $8 | $15 | 0.50 Yuan | 23.5 |
(4) Air Cutting Costs (per hour)
| Electricity consumption costs | Auxiliary Air Consumption Cost | Supply Consumables Cost | Total (RMB) |
| $8 | $7 | 0.50 Yuan | 15.5 |
Industrial Environmental Requirements
| Category | Description of the Situation |
| Total Equipment Weight | Approximately 5,000 kg |
| Electricity Usage Meter | 30KVA |
| Gas Consumption Chart | Compressed air usage: 1 m³/h; cutting gas usage as per cost analysis table |
| Equipment on-site Environmental requirements | I. Power Supply Capacity:30KVA II. Power Requirements:Three-phase AC 380V, Frequency: 50Hz 1. Three-phase voltage stability ≤ ±5%, three-phase power imbalance ≤ 2.5% 2. Power supply uses a three-phase five-wire system with a grounding resistance ≤ 4Ω. 3. Specifications for switches, wire cross-sections, and connection methods for machine tools, lasers, chillers, and air compressors, etc., are detailed in the machine power supply configuration diagram. Note: ① The power voltage is not allowed to have sudden spikes or frequent power outages. If the ground resistance cannot be guaranteed to be ≤4Ω, it is necessary to repeat grounding. The method is to purchase 3 standard copper-plated steel rods (copper thickness of 0.25mm) with a diameter of approximately Ф18mm, each 1M long, and bury them underground to a depth of about 2.5M. Section 3: Compressed Air Requirements: Gas Supply Capacity: 1.5 m³/min Supply Pressure: 1.2~2.0 MPa Dew point temperature not exceeding 5°C Oil content ≤ 0.01 ppm, Solid particles ≤ 0.02 μm IV. Installation Site Ground Requirements:The ground is level and clean, with the foundation constructed according to the requirements on the foundation plan; as shown in the attached drawings of the contract. V. Requirements for the Machine Installation Site Environment: 1. Temperature Requirements: Machine tools can be placed in an environment ranging from -10℃ to 40℃; lasers must be kept in an environment between 18℃ and 25℃. If this is not achievable, a separate room with air conditioning is required. 2. Humidity Requirement: ≤70% (Only for Laser) 3. Dust level requirement: ≤1mg/m³; increase exhaust fan for dust extraction. Section 6: Installation Environment Requirements for Chillers, Air Compressors, and Freeze-Dryers: 1. Chillers and air compressors can be placed outdoors, but the surrounding environment must be dry, low in dust, and rainproof. Additionally, the water pipe connecting the chiller to the laser should not exceed 10 meters in length. 2. If chillers, air compressors, and freeze-dryers are placed indoors, they must be in a low-dust environment with good ventilation. The hot air generated by the chillers must be exhausted to the outside. Section 7: Cutting Gas Requirements:The purity of the gas used for cutting is referenced to the following gas purity levels. Customers may choose the purity of the gas based on the actual cutting effect. Section 8: Cooling Water Requirements: 1. Must use deionized or distilled water; if not available, bottled pure water may be used as a substitute, but mineral water cannot be used, as it will affect the lifespan of the laser. 2. In areas prone to freezing during winter, the cold water unit must be placed in an environment above 0°C. Section 9: Laser Installer Requirements 1. During installation and hoisting, the laser angle of inclination should be less than 5°. 2. Surrounding space requirements for the laser: At least 1.5 meters of space around the laser, with the top allowing up to 1 meter from the ceiling. 3. Working Environment Temperature and Humidity: The working environment temperature is 25℃ ± 2℃, with minimal temperature fluctuations; the humidity is less than 75%, preventing condensation. Suggestion: If the customer's environment is poor, the laser must be in a separate room with air conditioning. 4. Flooring Foundation Requirements: Flooring Load: For flooring loads over 1500kg, the floor must be level and true, with an unevenness less than 6mm. 5. Equipment surrounding the laser cannot have excessive operation vibration, meaning the laser should not be installed on a vibrating surface. 6. Power Requirements: Supply voltage from customer's power grid: 380±10%, 50Hz, three-phase, neutral to ground; Voltage stabilizer output: 380±2%, 50Hz, three-phase, neutral to ground, 50KVA |