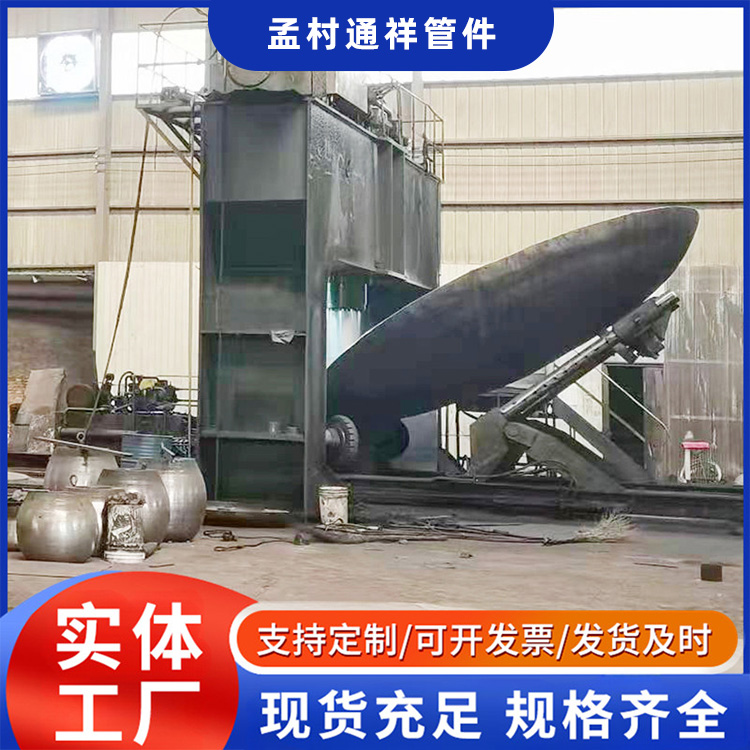
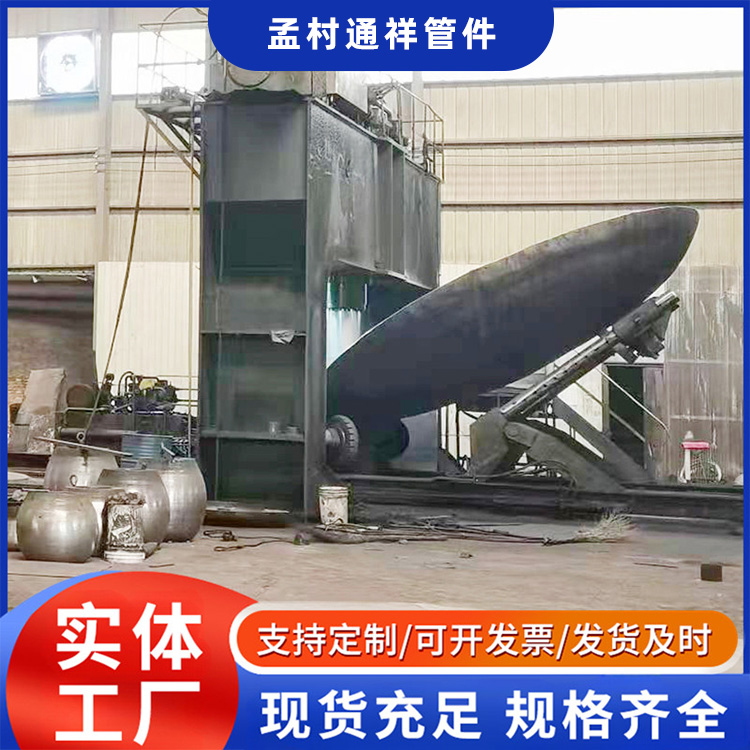
The spinning blanking process involves fixing a flat or hollow billet onto a spinning machine mold, where, as the billet rotates with the machine's spindle, a spinning wheel or push rod applies pressure to cause localized plastic deformation. The combined action of the spinning wheel's feed movement and the billet's rotation gradually expands this localized deformation to cover the entire surface of the billet, tightly adhering to the mold, thereby completing the spinning blanking of the part. Spinning is suitable for small batch production, as it can only process rotatable parts, has significant limitations, and low productivity. The process of thinning the plate thickness during spinning is called thinning spinning, also known as spinning, and is commonly used for machining conical parts, thin-walled tube stainless steel blanking parts, etc. It can also be used to spin large-diameter deep cylinders, which are then cut open to form flat plates.
The advantages of spinning processing are that the equipment and molds are relatively simple (lathe can be used instead if there is no spinning machine), and it can form rotational bodies such as cylindrical, conical, parabolic, or other curved shapes. Moreover, it can process rotational body parts with quite complex shapes. The disadvantages include lower productivity and higher labor intensity, making it more suitable for trial production and small-batch manufacturing.