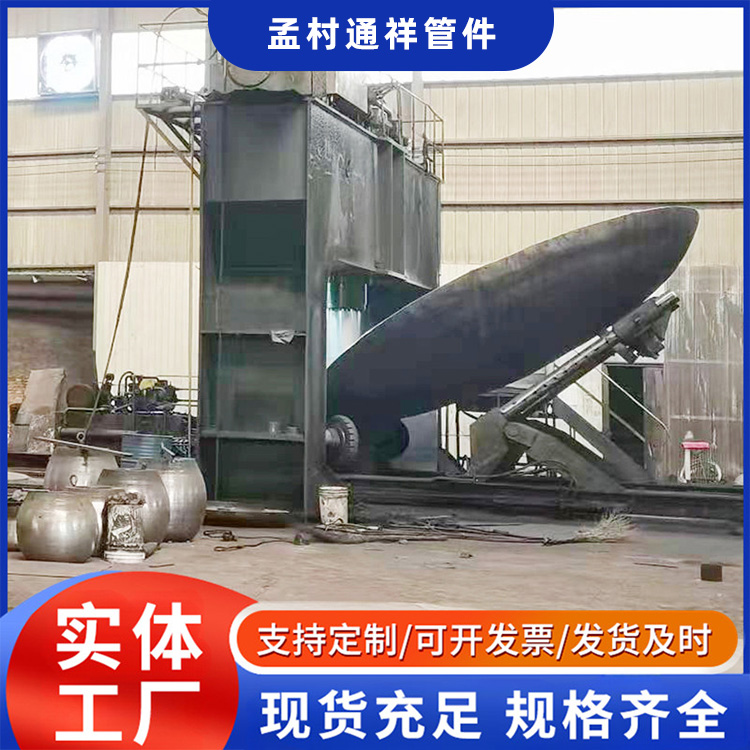
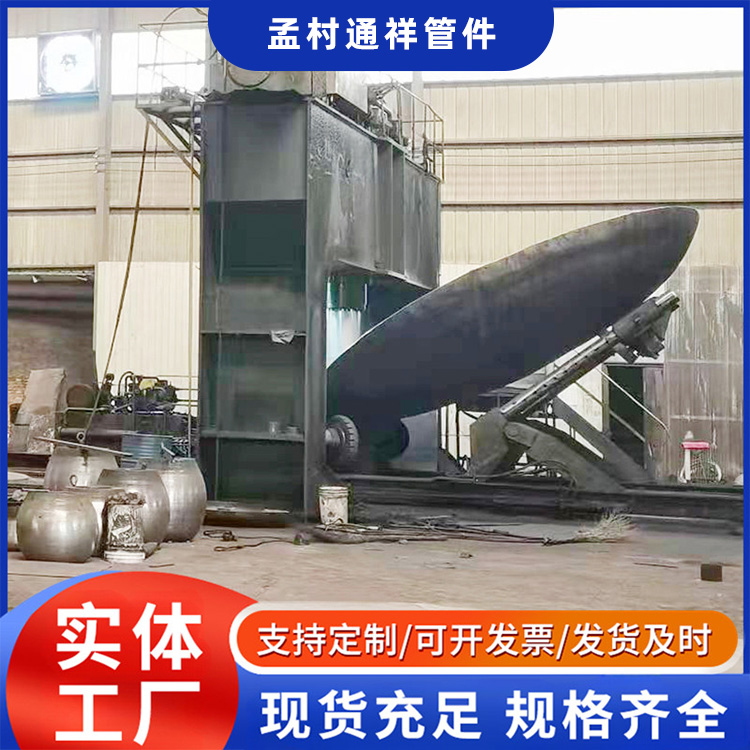
Large-diameter end caps were traditionally produced using hot forging techniques. This process requires high-power, heavy-duty presses and corresponding upper and lower forging dies. Manufacturing a forging die for a large-diameter end cap is expensive, with a long production cycle, weighing dozens of tons, necessitating heavy-duty lifting equipment, and is not easily transported. Additionally, the utilization rate is low, resulting in high processing costs for large-diameter end caps. This is one of the main drawbacks of hot forging for manufacturing large, medium-thickness end caps. For medium-thickness end caps, within the scope of equipment manufacturing capabilities, various shapes such as elliptical and dish-shaped caps do not require forging dies, which reduces costs and overcomes the drawbacks of hot forging. Consequently, their processing costs are lower than those of hot forging, which is one of their main advantages. The aforementioned large-diameter end caps were formed using a hot spinning machine. The following is an introduction to the forming process.
Large Dome Heads Hot Forging Process - Large dome heads are formed through spinning, which is categorized by forming temperature into three types: cold spinning (ambient temperature), warm spinning (<120℃), and hot spinning (>800℃). Since the 1970s, cold spinning has gradually been expanded for use domestically, but it is only suitable for large dome heads with plate thicknesses of 30mm or less. Large dome heads thicker than 30mm are difficult to form and require hot forging or hot spinning forming processes.