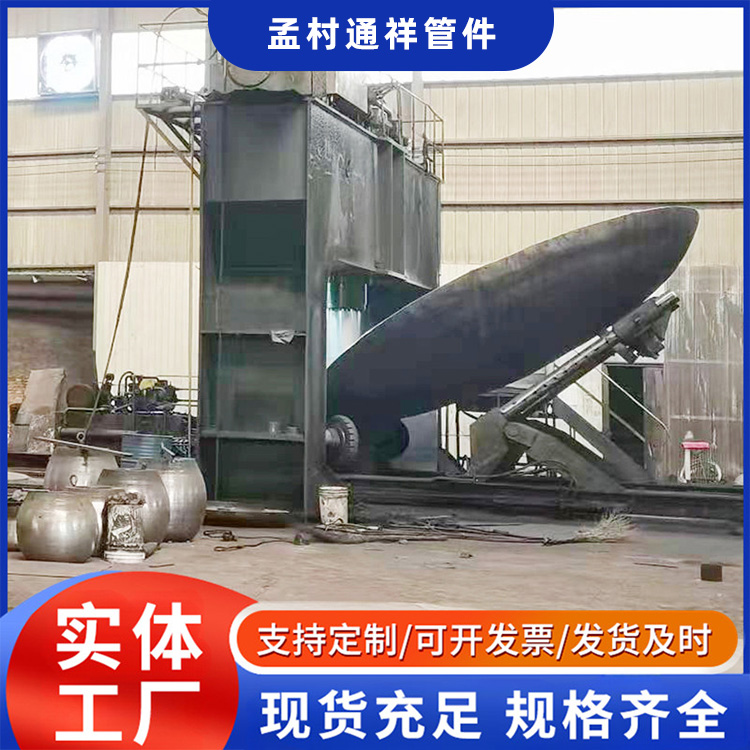
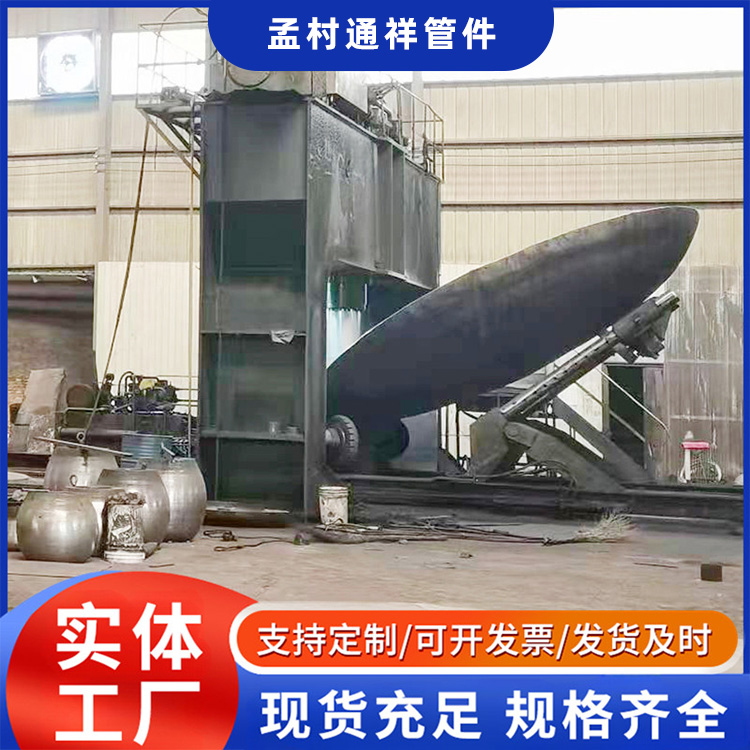
The mortar tank end cover requires stamping forming. Before hot pressing the end cover, the upper and lower molds should be preheated to raise the temperature above 150°C. After the rough steel plate is removed from the furnace, it should be placed immediately on top, while cleaning away debris and oxidation scale and quickly correcting it. It should also ensure that the temperature during stamping is not lower than the final pressing temperature. For slightly thinner mortar tank end covers, to avoid creases and bulges, double forming can be used. After forming, the next step is to demold, and it's important to place a cushioning material underneath the end cover to avoid damage. Use a special clamp ring to hold its edge, lift the upper mold, and it will automatically fall off. After falling off, cool it first to prevent deformation before lifting. Next is the bevel processing, which can be chosen between machine processing and hot cutting according to the process documents.