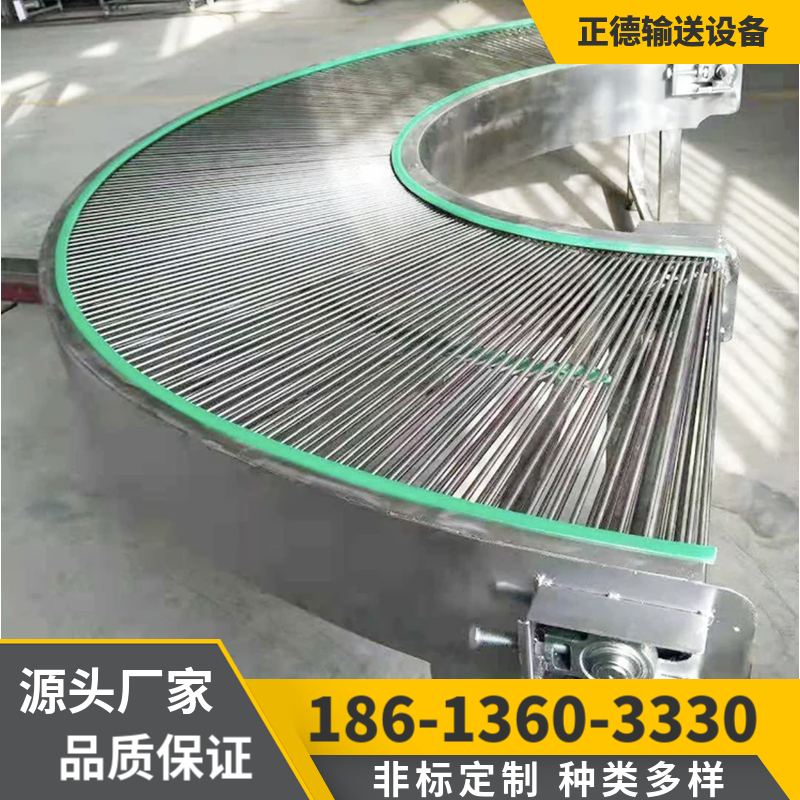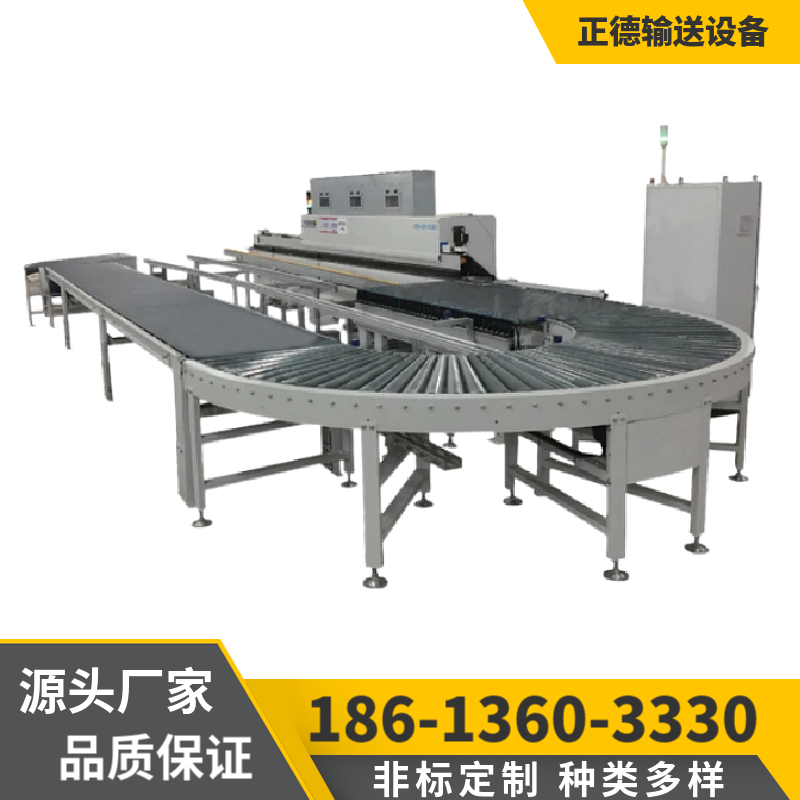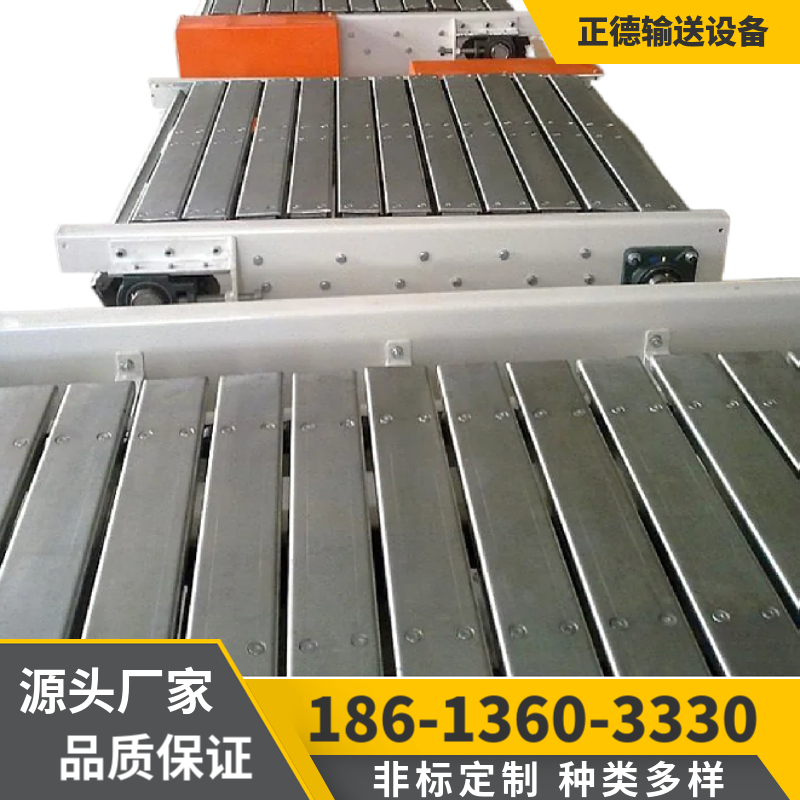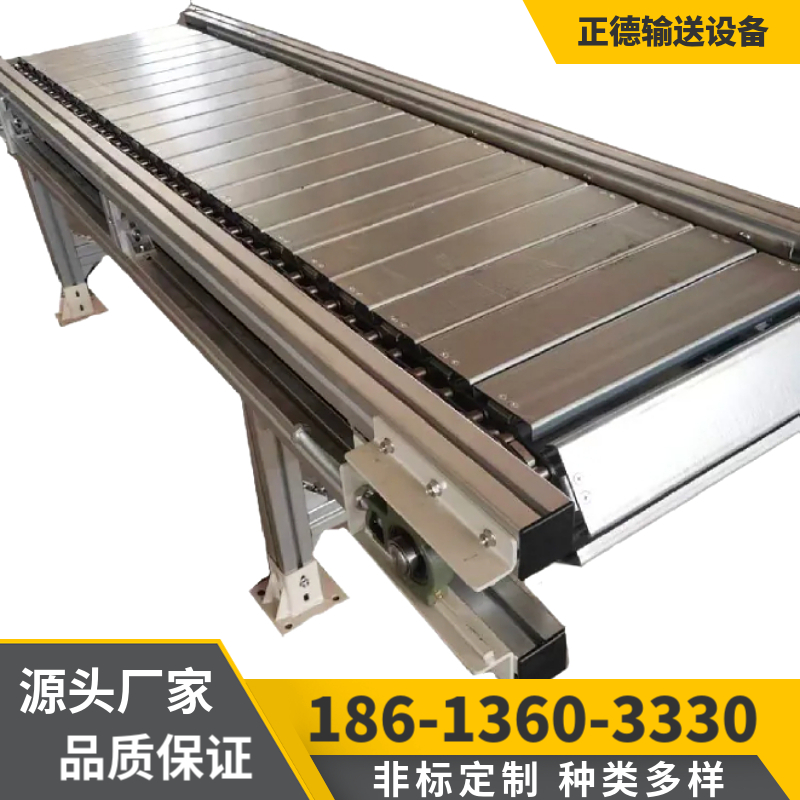
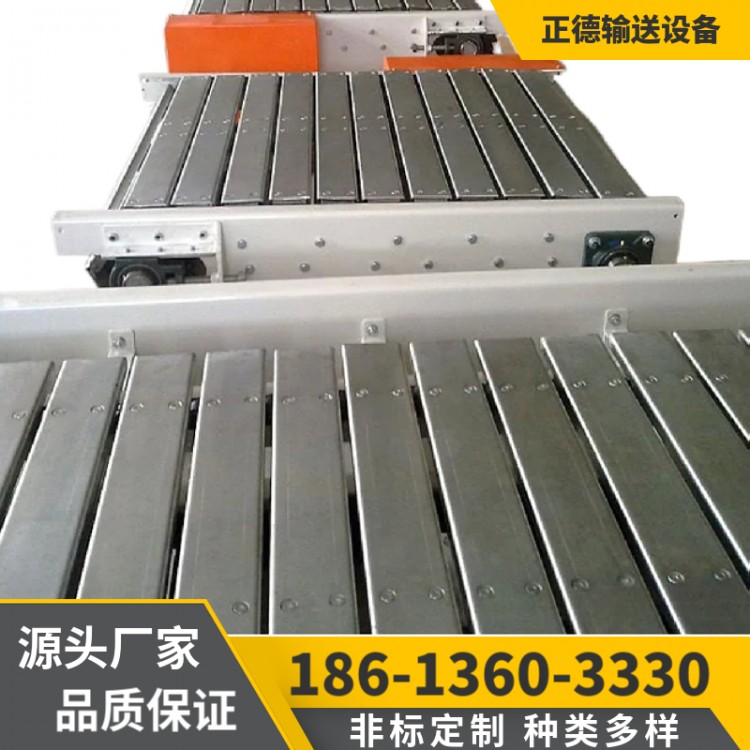











As summer approaches, the acceleration of the beverage production industry drives the development of beverage conveying lines, creating a set of key equipment characterized by high precision, intelligence, and efficiency. Beverage conveying lines are an indispensable part of beverage production. With the continuous upward trend in beverage demand, they also enhance production efficiency, allowing for intelligent conveyance of various beverages through the integration of automated control systems. Starting from raw materials, the production of beverage bottles enters the conveying line, undergoes a series of process selections, including peeling, juicing, and filling, all under programmatic monitoring. Post-sterilization, the bottling of beverages is completed, followed by packaging, achieving the entire production process in one go. This is an invaluable helper in the beverage production industry.
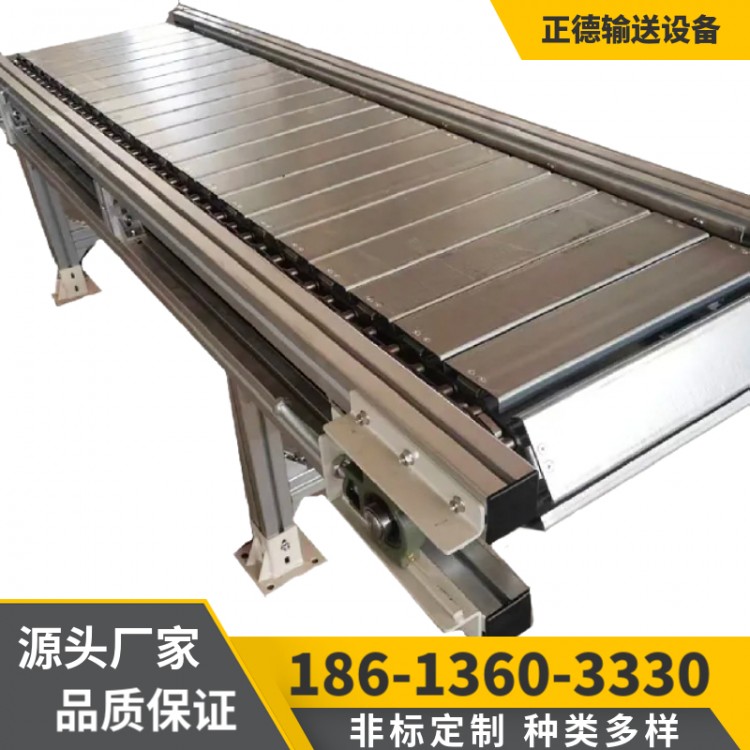
A complete mineral water production line includes water treatment equipment, fully automatic blowing system, empty bottle air conveyance track, three-in-one pressureless filling machine, automatic cap loading machine, online bottle cap sterilization tunnel, finished product conveyance, light inspection equipment, high-power blow dryer, laser marking machine, fully automatic labeling machine, and one-piece paper box wrapping machine. Calculating by 500ml bottles, the fully automatic mineral water production line is categorized into the following capacities: small-scale 2000 bottles/hour, 4000 bottles/hour, 6000 bottles/hour, 10000 bottles/hour, 15000 bottles/hour, and 20000-36000 bottles/hour.