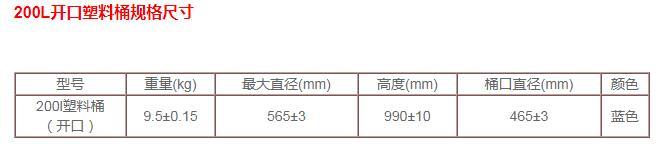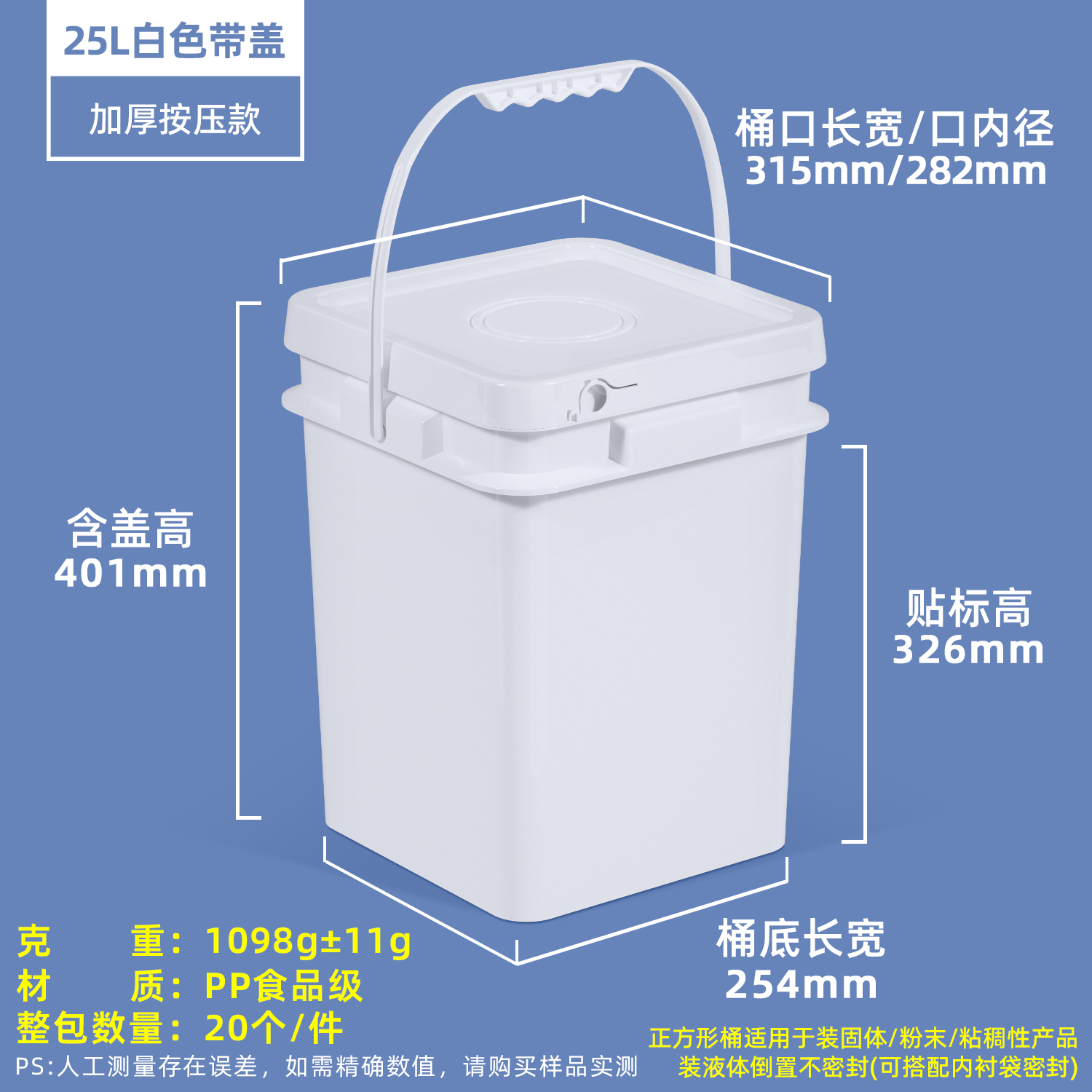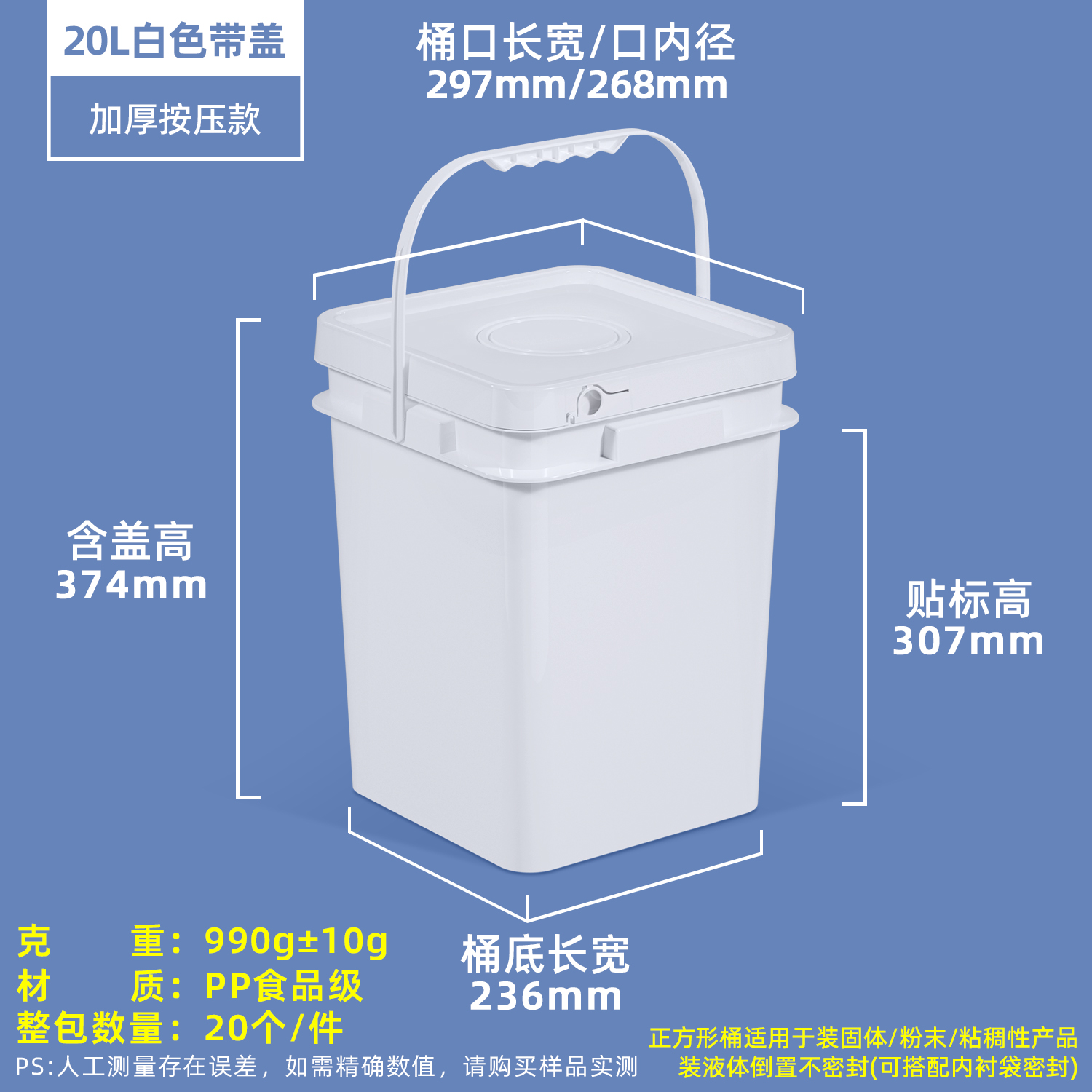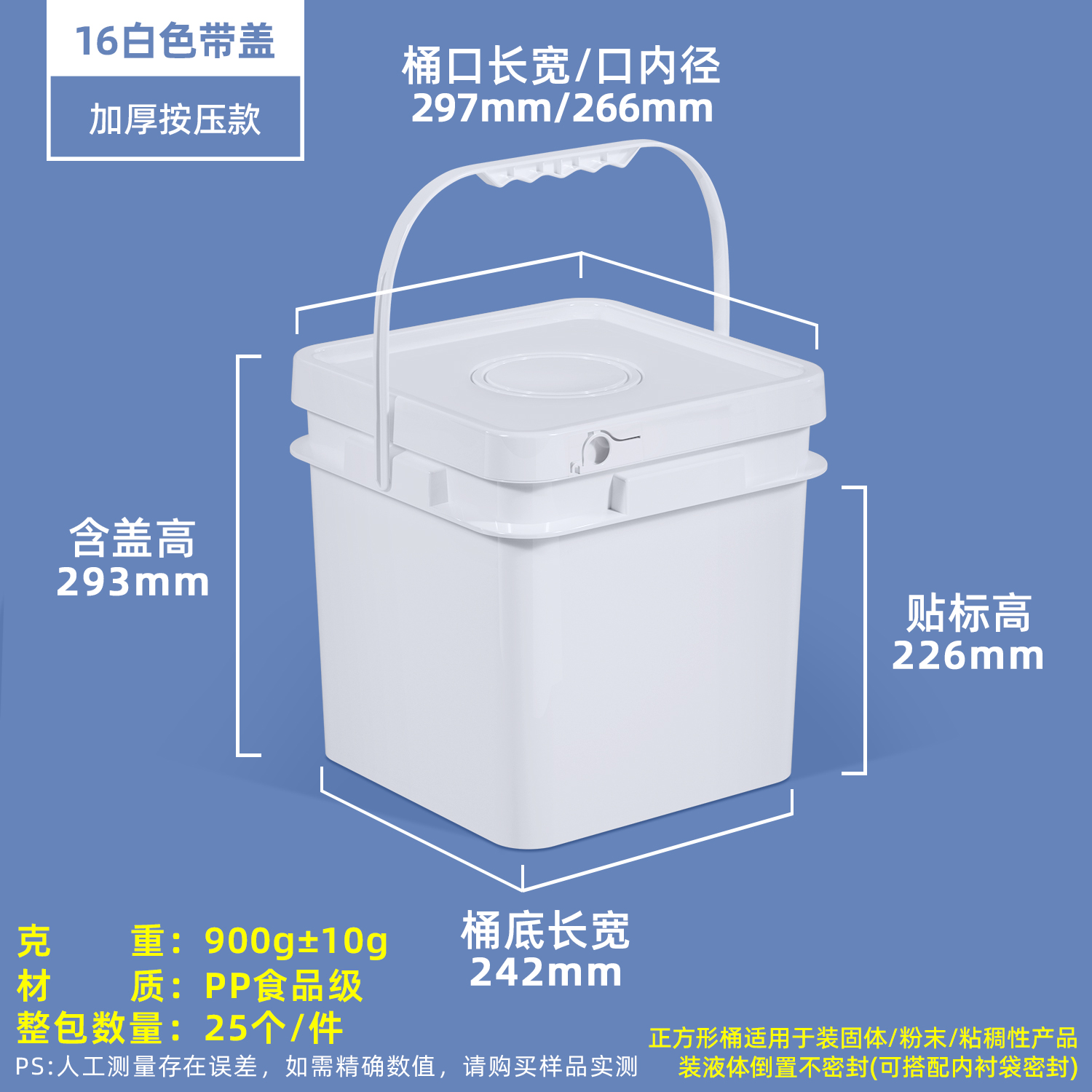











25L-200L Open Mouth Plastic Drums
Product Details
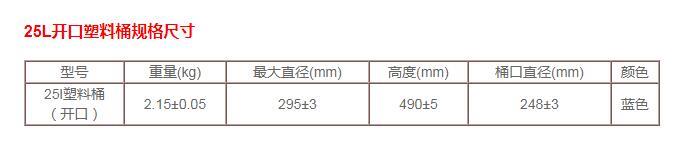
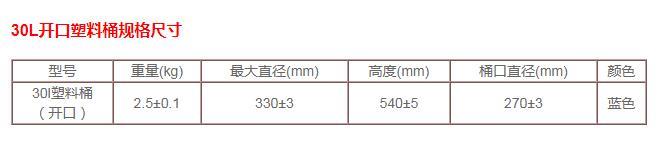
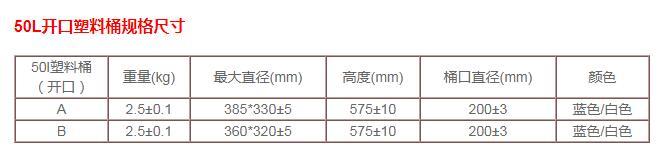
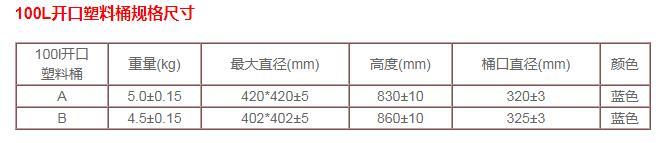
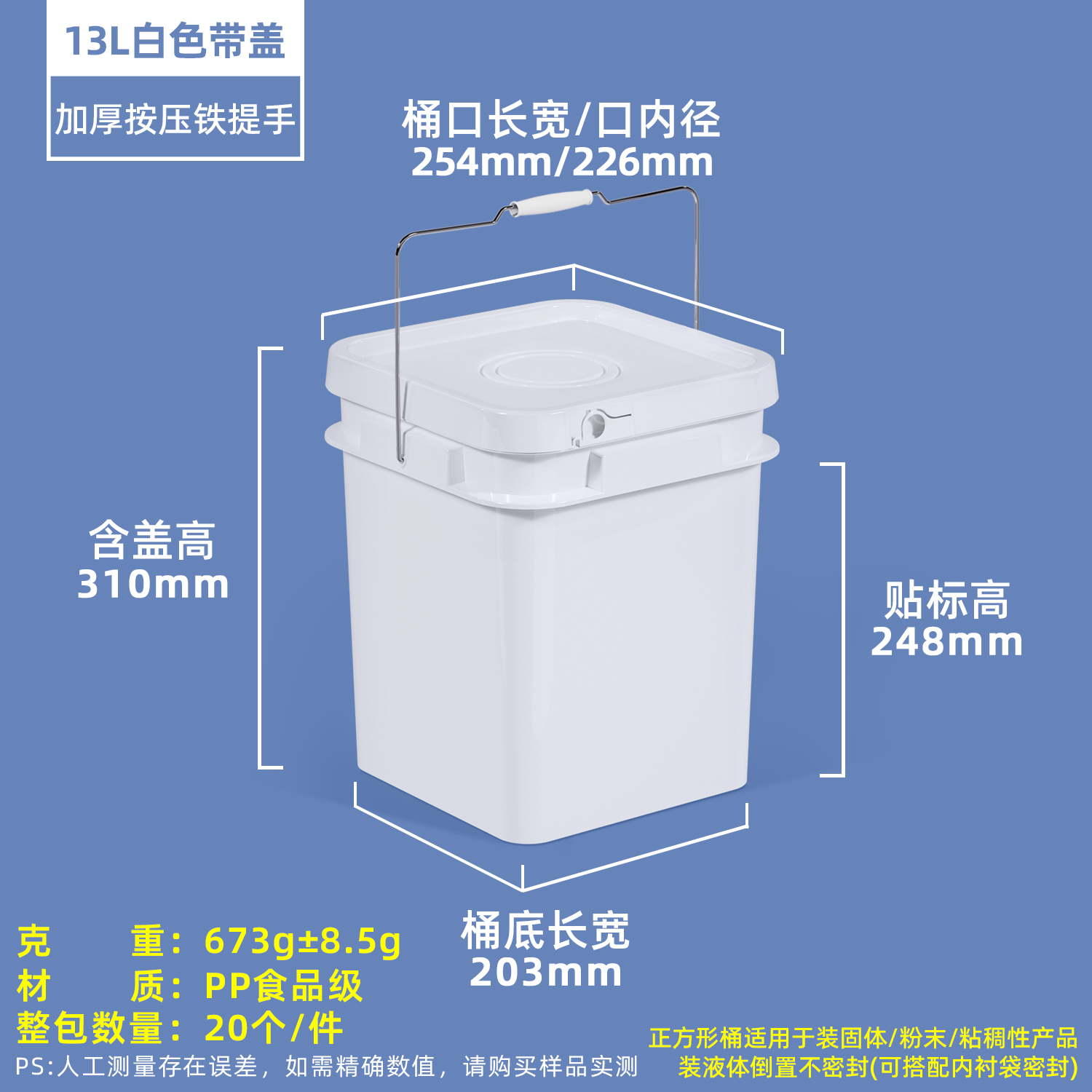
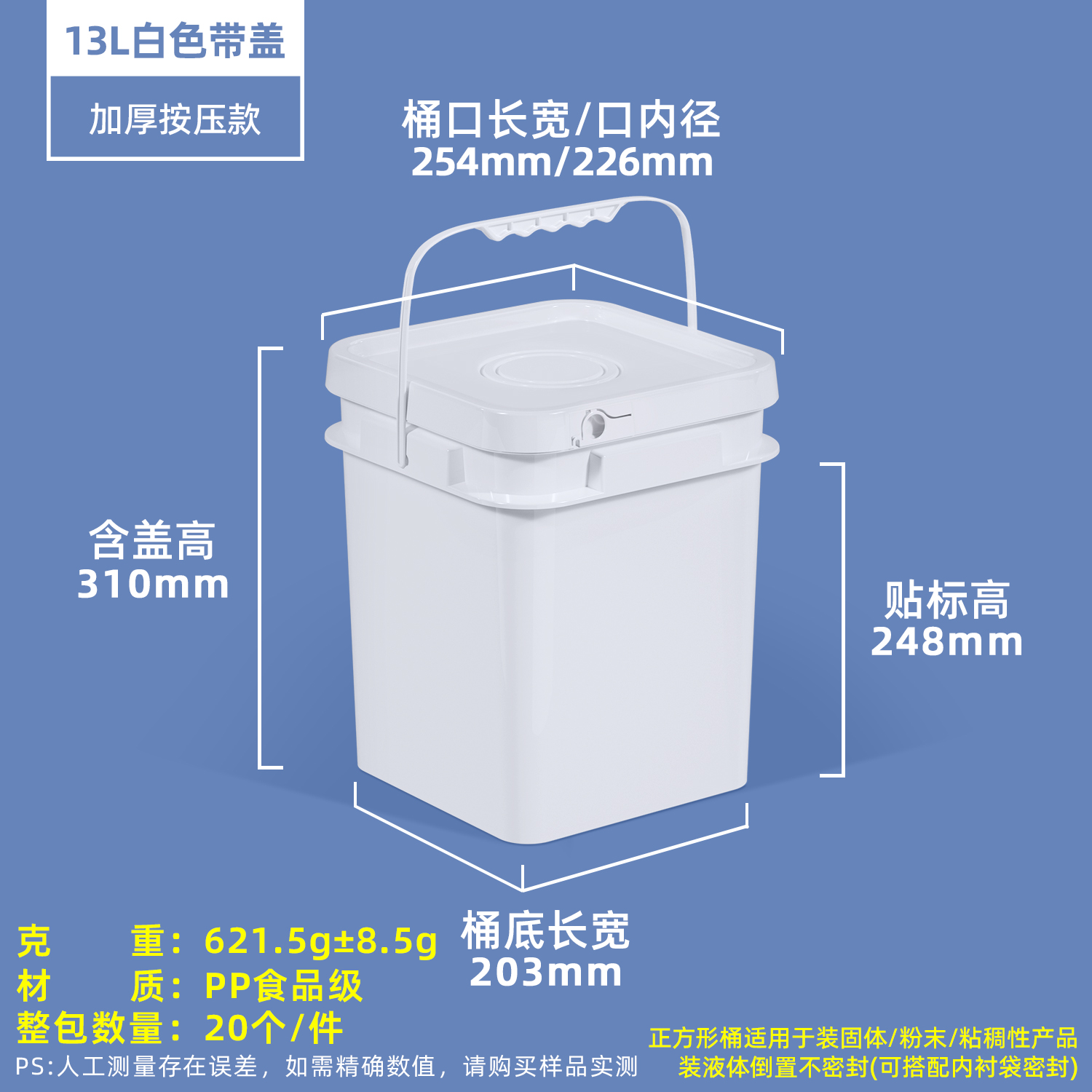
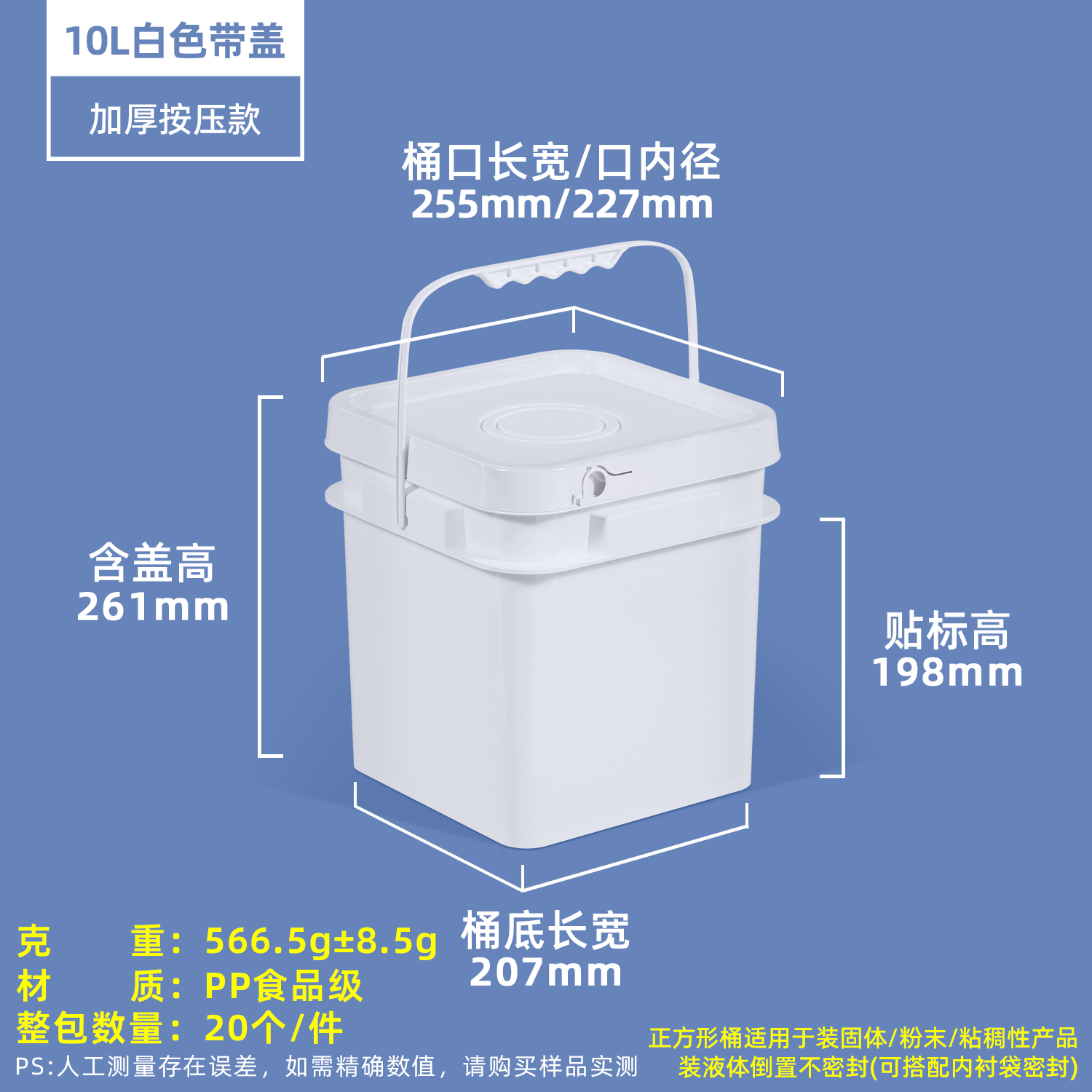
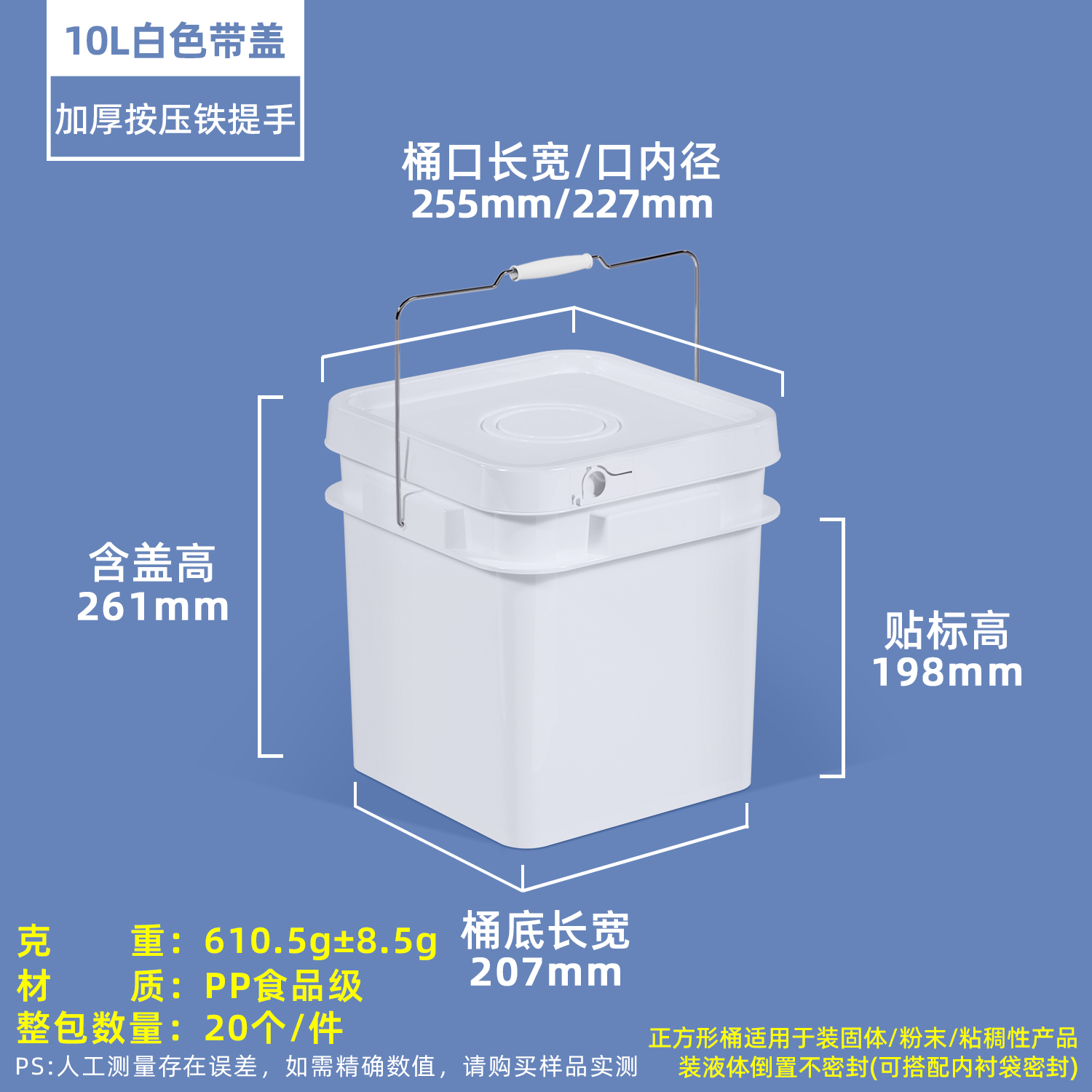
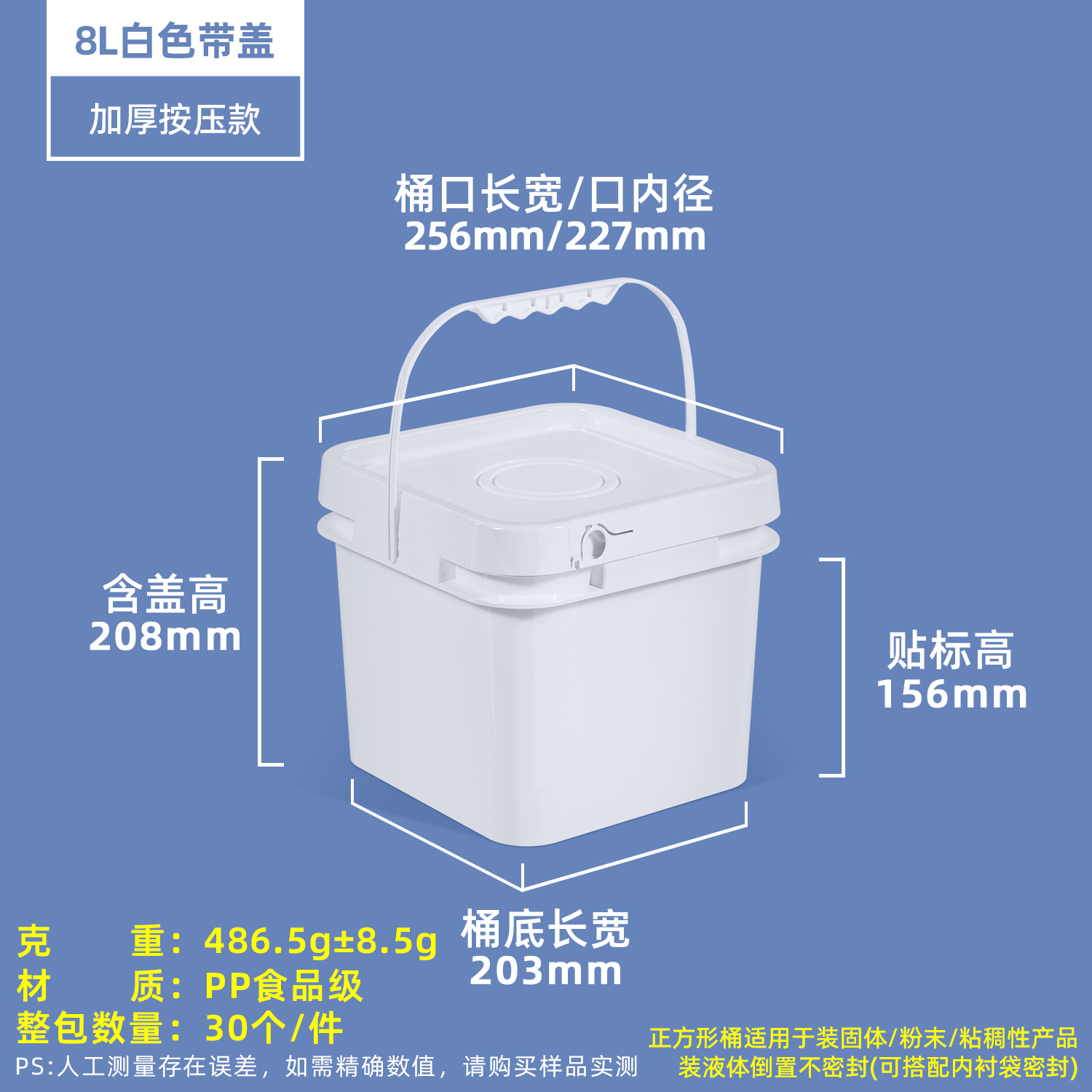
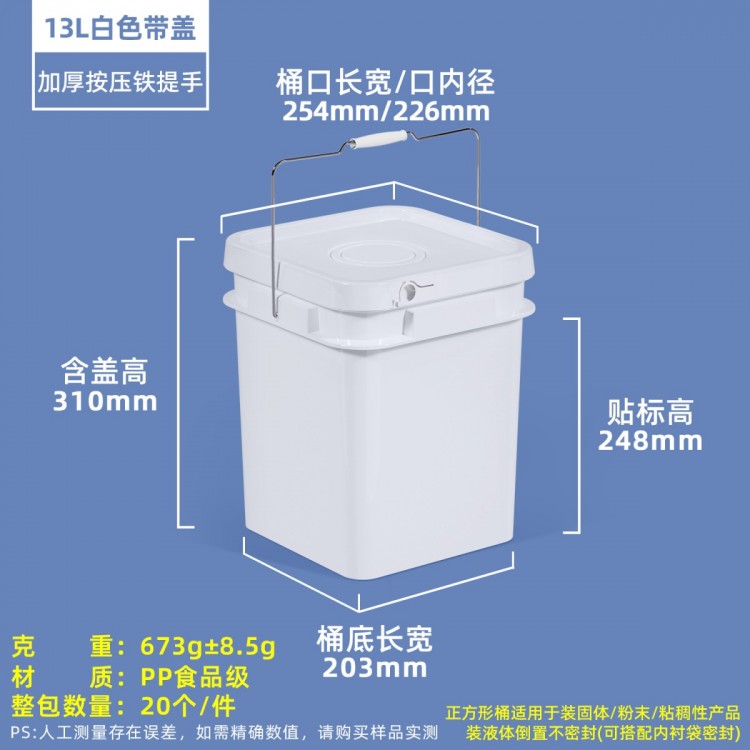
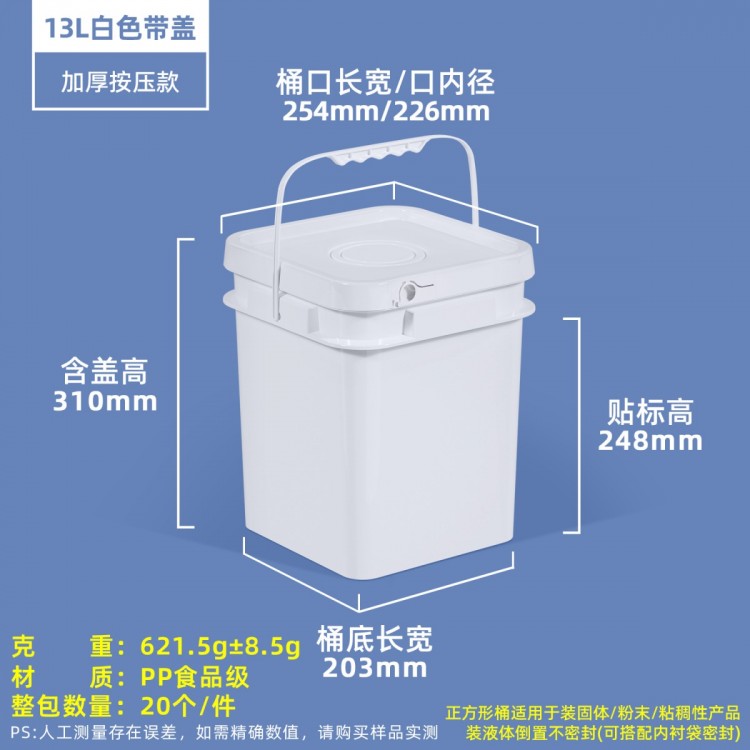
25L-200 gallon plastic drums
Injection Temperature: Injection temperature is related to the type and properties of the raw material, the type of injection machine, and the thickness of the product. The injection temperature for crystalline resins like polyethylene pipes and poly methyl methacrylate must be above their melting point. The injection temperature for amorphous polymers like polypropylene and polyvinyl chloride is higher than their viscosity coefficient temperature. Resins with a lower melt flow rate require a slightly higher injection temperature than those with a higher melt index. The processing temperature for plunger-type injection machines is higher than for screw-type machines. Thinner preforms require a higher injection temperature than thicker ones. The general injection temperature for polypropylene is 140 ~ 240, for polyethylene pipes 150 ~ 280, for poly methyl methacrylate 205 ~ 285, and for polyvinyl chloride 160 ~ 190. The mold temperature is typically 40 ~ 80.
Injection pressure for general resin has a low melt index, resulting in thin-walled parisons, which require higher injection pressure, but should actually be lower. Plunger-type injection molding machines require higher pressure than screw-type machines. The aim is to use the lowest possible injection pressure while ensuring production quality. The injection pressure for general polyethylene is 58.8 ~ 107.9 MPa, for polyethylene pipes it is 58.8 ~ 98.06 MPa, for polymethyl methacrylate it is 54.9 ~ 98.06 MPa, and for polyvinyl chloride it is 78.4 ~ 127.5 MPa.