









Insulation at Joint Site
1. Heat Shrink Tape Technology
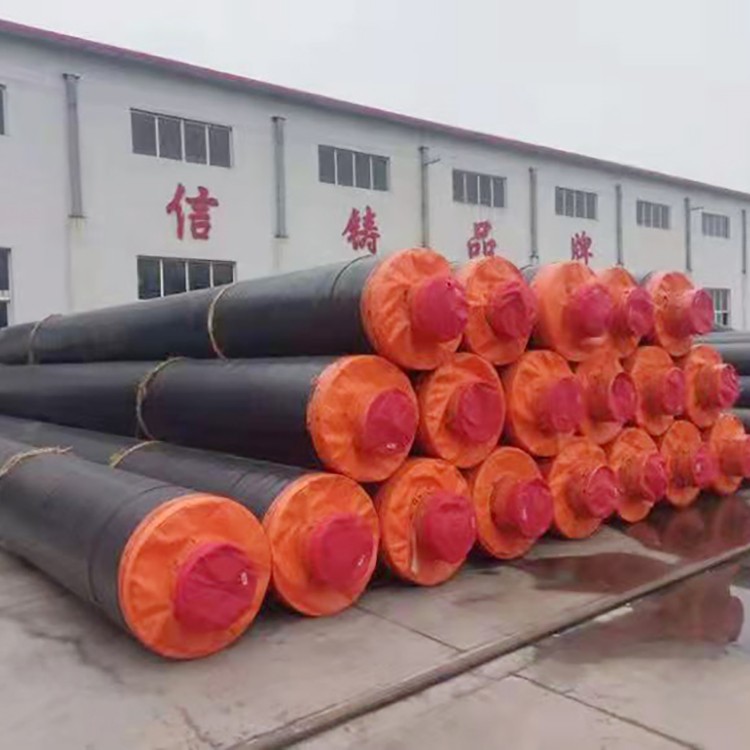
The outer protective sleeve of the pipe joints is cleaned using a heat-shrinkable tape process to remove soil and debris from both ends of the pipe. The cleaning width is greater than the width of the heat-shrinkable tape, and the bonding area of the heat-shrinkable tape is abraded. The bonded portion of the heat-shrinkable tape is baked once to dry the pipe surface. The heat-shrinkable tape is wrapped around the joint, with the tape centered over the weld. Evenly heat the outer sleeve along the circumferential direction, with the flame direction spraying from the center of the heat-shrinkable tape towards the outer sleeve. After shrinkage is complete, there should be excess hot melt adhesive at the edges, but the heating temperature must not be too high to avoid burning. After full shrinkage, reheat the bubbled areas to flatten them completely.
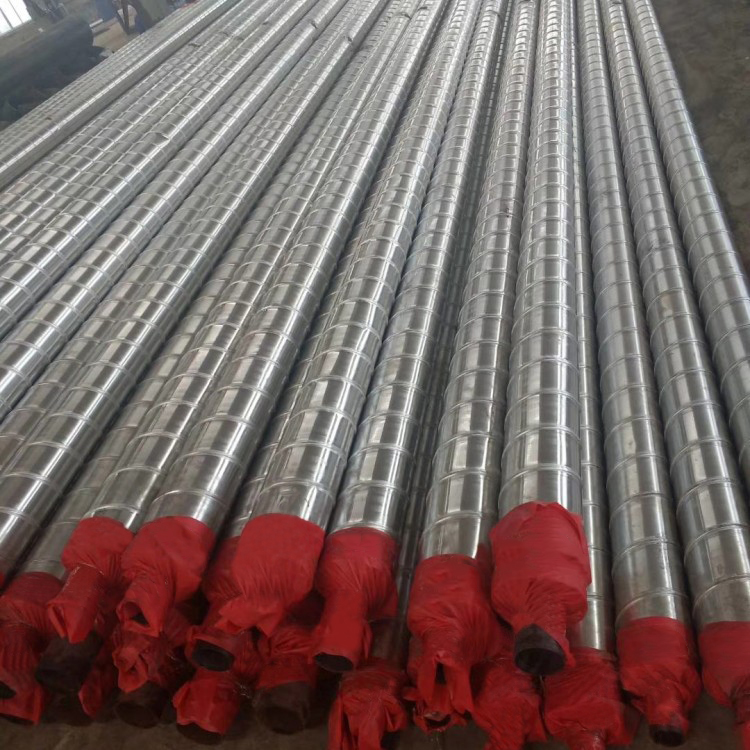
2. The outer sheath of the pipe fittings uses an electric heat-fusion joint.
Electrical heat melting connectors ensure uniform heating of the heat-shrink sleeve, resulting in even melting. This guarantees a strong, integrated weld between the sleeve and the main pipe. After the high-density polyethylene heat-shrink sleeve welding is completed, a 100% airtightness test is conducted with a test pressure not less than 0.02 Mpa. Upon passing the pressure test, polyurethane foam insulation is applied.
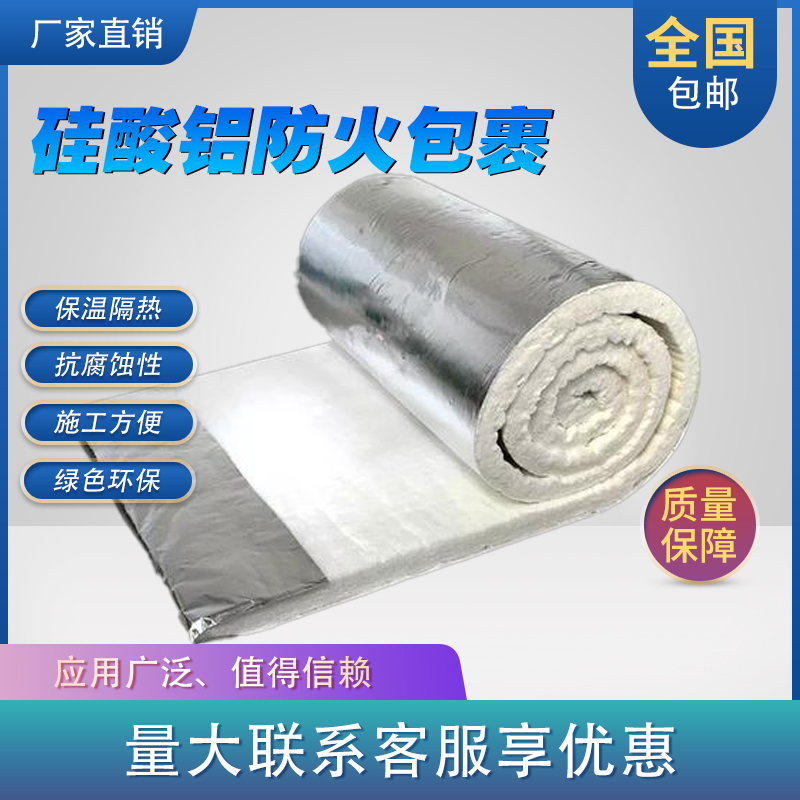
Insulated joint polyurethane: The polyurethane should be foamed by machine to achieve the same performance and insulation effect as straight pipes.