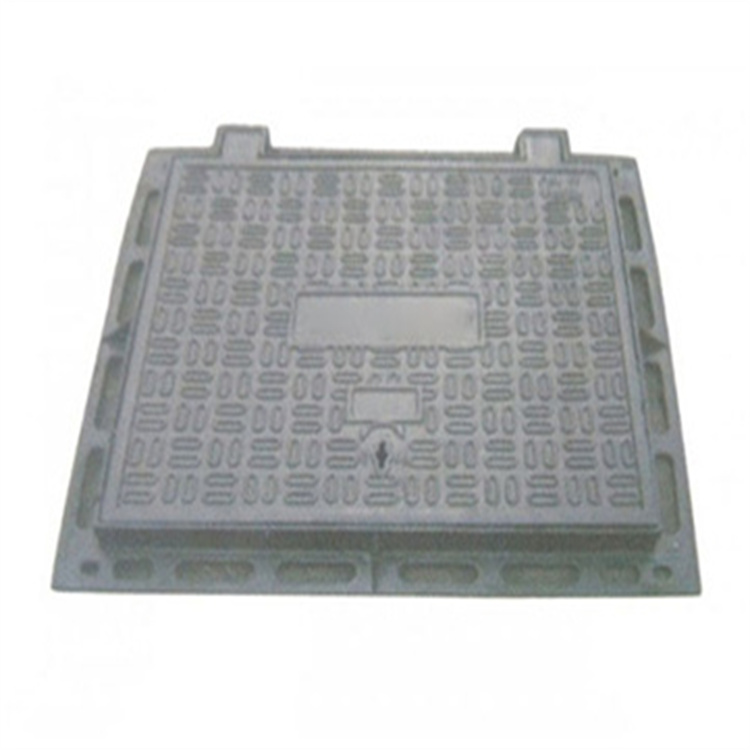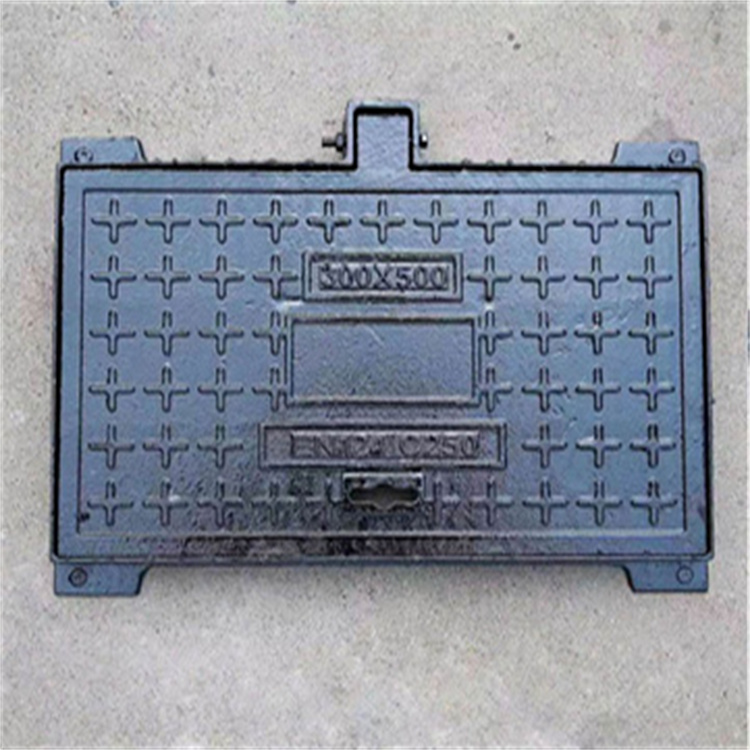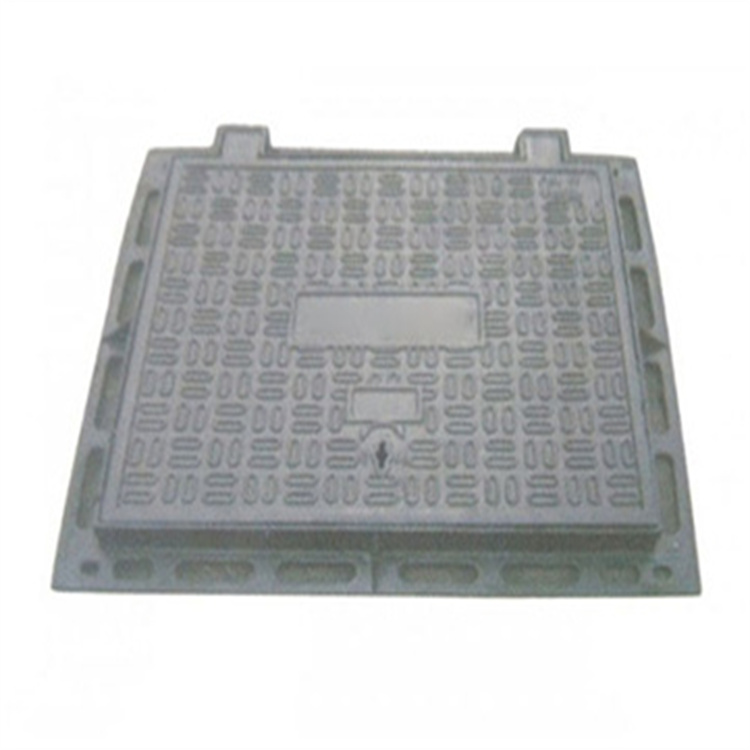



















Ductile iron manhole cover castings often suffer from a cosmetic defect known as pitting during the manufacturing process. If this occurs, we must discard the pieces during operations, which directly leads to a low growth in our production costs. The casting surface of cast iron manhole covers features numerous gray-black circular shallow pits. Before finishing, these pits are filled with slag material, which can directly impact the quality of our precision castings to some extent.
The castings are of high manufacturing precision, and the products look very impressive during application, which means the cast iron manhole cover castings can eliminate many machining operations and can be used directly in daily life. Contract manufacturing is very convenient, saving its data and resources during the process. Many casting methods can only produce relatively simple castings, while another advantage of cast iron manhole cover casting is that it can produce very complex castings.
If we aim to produce simple-shaped, moderately-sized products, we can initially opt for processing with extruded or cast carbon steel. The advantage of using steel molds is the low cost of materials, but the drawback is that the molds are rather cumbersome and have specific requirements for the processing machinery. Some manual operations can be quite challenging. If the shapes are complex, precision requirements are high, and the product scale is large, consider using silicon sol casting. Compared to steel molds, aluminum molds are lighter and have lower requirements for the cutting tools of the molds. Of course, the information cost is slightly higher.
Cast iron manhole covers, during the casting process, can maintain a temperature that ensures good fluidity of the melt during the re-injection process. The selection of temperature should be determined based on factors such as the re-injection interval, cooling conditions during the re-injection process, and flow rate. When casting, the tendency for round billet cracking is low, thus it is necessary to ensure that the alloy possesses its prominent exhaust and filling capabilities, and is according to the invention.Sequential crystallization conditions, which help enhance the compactness of its products. Generally, the casting temperature is higher than usual.
For small diameter ingots, due to the small transition zone size, they exhibit good mechanical properties, have satisfactory fluidity under normal conditions, and do not show bright crystallization. At temperatures between 715 ~ 740, there is a high tendency for the flat ingots to crack during heat treatment. During the application process, the mechanical properties of the castings are generally higher than cast iron, but based on such data, the properties of cast iron are poorer. The products have a higher melting point during manufacturing, which is related to other data. During the processing, the molten steel is simply oxidized.
There are many issues to consider during casting work. Firstly, due to poor steel fluidity, during processing, cold insulation must be used to effectively prevent casting defects in the cast steel parts, ensuring the wall thickness is not less than 8 mm. The structure of the casting pouring system is very simple. In the application process, the cross-sectional dimensions of the equipment are larger than cast iron, and options like hot mold or dry mold can be chosen during processing.