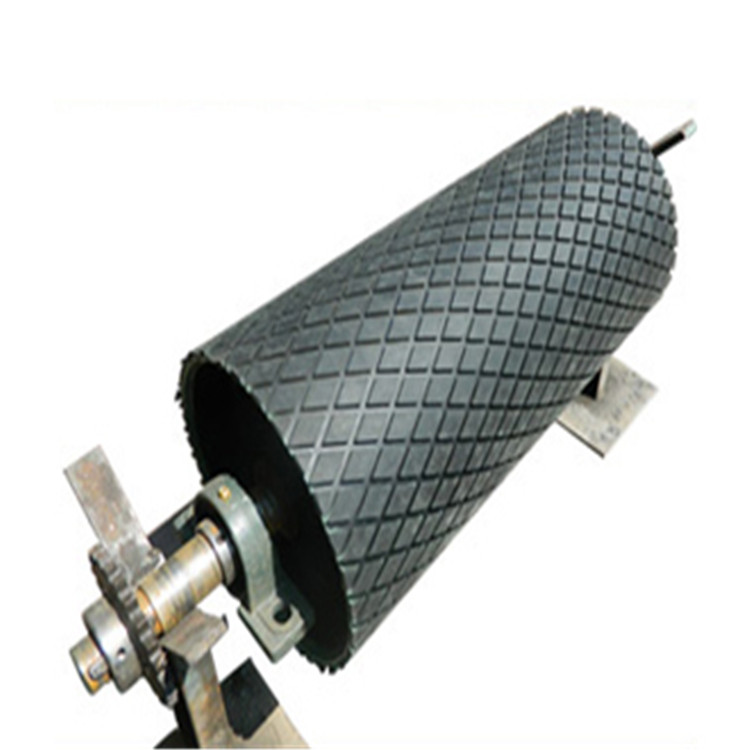












The rubber-covered roller technology is divided into two categories: traditional rubber covering, such as hot vulcanization, which primarily uses a vulcanizing autoclave to vulcanize the rubber with the roller, ensuring the bonding strength between the rubber-covered panel and the roller. The second category is cold vulcanization, which uses a special cold vulcanization method to directly bond the roller with the rubber-covered panel, allowing on-site rubber covering and underground rubber covering, etc. This technology is more advanced and also significantly reduces labor costs.
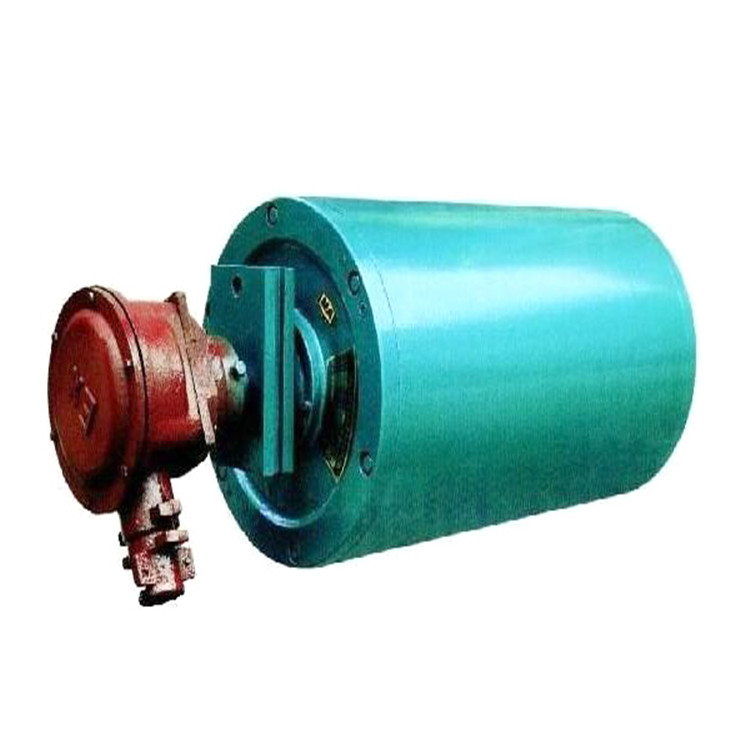
Manufacturing Process:In the main shafts of drums, they can be categorized based on the load conditions into two types: (1) The shafts only bear bending moments, such as the shafts of the reversing drum sets; (2) The shafts bear both bending and torque moments, such as the shafts of the transmission drum sets. The material for the shafts is typically carbon steel or alloy steel, which has been rolled or forged, with medium carbon steel being the common choice, with 45# steel being commonly used. For shafts under heavy loads with size constraints, or for shafts with special requirements, alloy steel can be used, with 40Cr being a preferred material. Generally, shafts require heat treatment or surface hardening to enhance their mechanical properties and wear resistance. Under normal temperatures, the elastic modulus of alloy steel and carbon steel is very similar, so using alloy steel does not increase the shaft's stiffness. The material is usually treated with quenching and tempering, and for transmission drum sets, if the shaft strength does not meet the requirements, the shaft can be combined with quenching and tempering treatment and checked for allowable stress under symmetrical cyclic bending. The technical requirements for drum skin design are: (1) The drum skin must be curled in the direction of the steel plate's rolling; (2) The misalignment at the joint should not exceed 1 millimeter; (3) After the drum is rubber-coated, the longitudinal welds must be inspected using ultrasonic or X-ray: ① 10% of the welds must reach the standard's second level by ultrasonic inspection; ② X-ray inspection starts from one end, checking 20% of the total length, with the weld reaching the national standard's second level. If not up to standard, double the inspection length. If still not up to standard, perform full-length inspection until it meets requirements; (4) The roundness tolerance of the drum skin after rolling should not exceed 0.5; (5) Material: Q235 steel, with a yield strength of 235 N/mm². For medium and light drum sets, when the outer diameter of the hub is greater than 220mm, cast steel is used. For light drum sets, when the outer diameter of the hub is less than 220mm, hot-rolled round steel is used, which should comply with national standards.