







- AllProduct Category
-
Waste Gas Treatment Equipment
Wastewater Treatment Equipment
River Purification Equipment
Laboratory Pure Water Systems
Reclaimed Water Equipment
EDI Ultra-Pure Water Equipment
Deionized/Demineralized Water Equipment
Reverse Osmosis Pure Water System
Water Softener, Ion Exchange System
GMP Pharmaceutical Purification Water Equipment










详情描述

Primary Applications of Ultra-Pure Water Equipment:
1. Semiconductor Industry: Used for wafer cutting (6-12 inches), cleaning, regeneration, sealing and testing water, semiconductor equipment cleaning, and electronic-grade dust-free cloth/dust suit cleaning.
2. Solar Photovoltaic Industry: Single Crystal Silicon, Polycrystalline Silicon Wafers Cleaning, Solar Cells, Quartz Crucibles, Polycrystalline Silicon Carriers, Photovoltaic Glass, High Purity Silicon Powder.
3. LCD, LED, OLED production cleaning water, optical camera cleaning, optical material cleaning, conductive glass cleaning.
4. Ultra-pure water for semiconductor integrated circuit boards and printed circuit board production cleaning.
5. Lithium-ion battery materials (lithium iron phosphate, ternary materials, lithium-ion battery separators), lead-acid batteries, zinc-carbon batteries production water.
6. Ultra-pure water for electronic-grade chemicals, nanometer-grade electronic ceramic materials, sharp magnetic materials, and aerospace new material production.
7. Non-ferrous metals, precious metal smelting process water, aviation new material production water, capacitor material etching process water, vacuum coating, high-purity ink, etc.
Design Reference Standards for Ultra-Pure Water Equipment:
Electrical Industry Pure Water System Design Specifications GB50685-2011
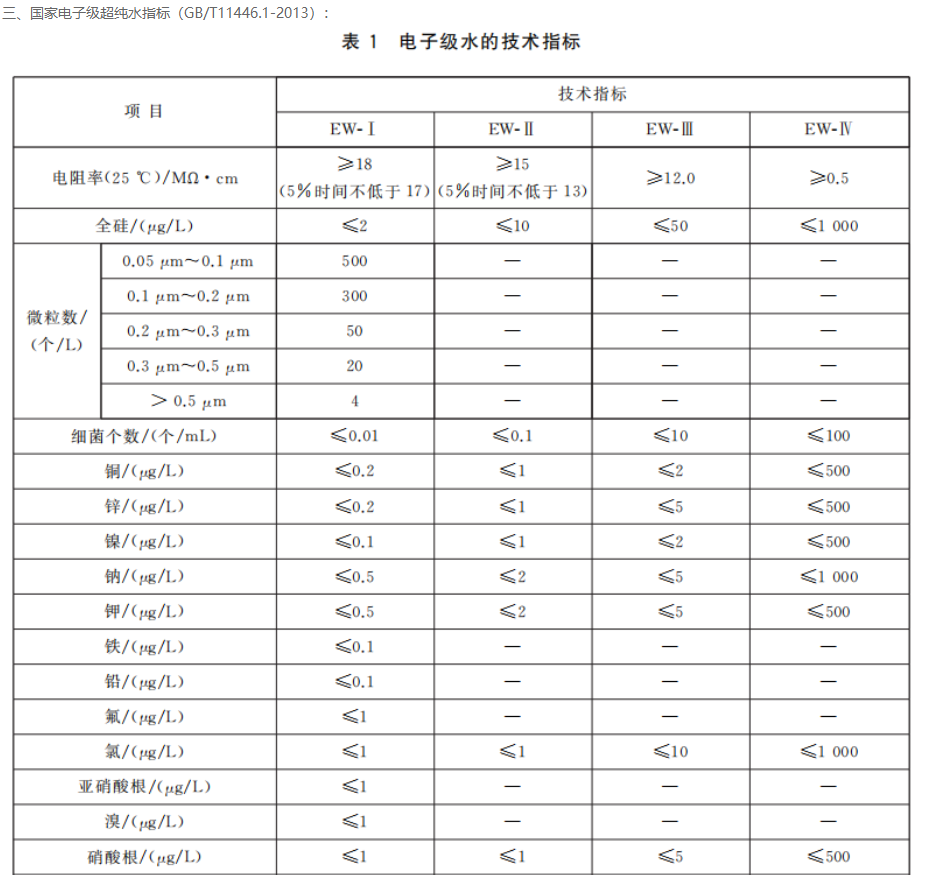
National Standard of China for Electronic Grade Ultra-Pure Water GB/T11446.1-2013
General Rules for Electronic Grade Water Testing Method - GB/T 11446.3-2013
Testing Method for Resistivity of Electronic Grade Water - GB/T11446.4-2013
Atomic Absorption Spectrophotometric Method for Trace Metals in Electronic Grade Water - GB/T 114465-2013
Method for Ion Chromatographic Analysis of Trace Anions in Electronic Grade Water - GB/T11446.7-2013
Test Method for Total Organic Carbon in Electronic Grade Water - GB/T 11446.8-2013
Method for testing particles in electronic-grade water - GB/T 11446.9-2013
Test Method for Membrane Filtration Cultivation of Total Bacterial Count for Electronic Grade Water - GB/T 11446.10-2013

※Green Pure Environmentally Friendly Brand 『Design Advantage』:
1. Personalized one-on-one service, free on-site site survey, considering placement area and access space, and free original water quality testing.
2. Understand the customer's full-day water demand, peak water usage, water quality requirements, and learn about the customer's production process and industry characteristics.
3. Professional team collaboration with design, combined with on-site inspections by individual service personnel, and one-stop water treatment solution services.
4. Intelligent design with precise control, high level of automation. Each unit can perform automatic forward wash/reverse wash/operation, interlock protection, alarm indication, 4-20mA data open, capable of remote transmission to DCS control system, truly achieving unattended operation.
5. Segmented testing according to process requirements, capable of measuring conductivity, resistivity, pH, ORP, temperature, flow rate, velocity, pressure, and other parameters. Ensures that water meets quality standards at each process stage, preventing contamination of the finished product water. Emphasizes process control.
6. Design products tailored to the customers based on a balanced consideration of comprehensive investment and operational costs.
※ Pure Environmental Protection Brand 『Production Advantages』:
1. Core components are all imported, and we have established long-term cooperative relationships with numerous international brands such as America's DOW, Hydranet, GE, Siemens, Rhone-Poulenc, Denmark's Grundfos, Rosemount, Japan's Asahi Kasei, and Schneider, ensuring reliable product quality.
2. Suppliers conduct product evaluations, eliminating subpar-quality and poor-service providers, and prioritizing the inclusion of qualified suppliers into the system.
3. Strictly adhere to the quality management system; quality is paramount. Conduct incoming material appearance and performance inspections, production process inspections, and final product quality checks.
4. Production staff produce according to assigned numbers, work in shifts in groups, with clear responsibility division. Performance assessment and traceability are strongly established.
5. Pre-shipment trial operation inspection and electrical point operation test to ensure delivery of qualified products to the customer.
※MidPure Eco-Friendly Brand 『After-Sales Advantage』:
1. Professional installation and after-sales team offering one-on-one service, enhancing the timeliness of post-installation after-sales support and boosting customer satisfaction.
2. Establish a post-installation after-sales service system, conduct performance evaluations, set up a customer service department, a complaint channel, and promptly address customer needs.
3. Full guidance and training throughout the installation and debugging process, including theoretical training, hands-on machine operation training, and general troubleshooting training.
4. Establish customer electronic files, conduct monthly phone follow-ups, and promptly provide methods and suggestions for reducing equipment operating costs.
5. Multi-channel after-sales feedback, nationwide after-sales maintenance services, rapid response, quick handling, 24/7 service.
6. We solemnly promise: two-year free warranty for the entire unit, lifetime free technical support.
Section 1: Recommended Process for Producing Ultra-Pure Water:
1. Grade 1 RO + EDI + Mixed: Water output resistivity ≥ 18 MΩ·cm (25℃), other specifications meet the standard for electronic-grade ultra-pure water
Source Water → Source Water Tank → Booster Pump → Sand Filter → Carbon Filter → Softener/Scale Inhibitor → Security Filter → High-Pressure Pump → Primary Reverse Osmosis → Primary Storage Tank → Booster Pump → Fine Filter → EDI Desalination Unit → Ultra-Pure Water Tank (recommended with nitrogen protection) → Feed Pump → Polishing Mixed Bed → UV/TOC → Fine Filter → Water Usage Point → Return Water (recommended with pipeline circulation, no dead water)
Note: This process requires good quality of raw water; otherwise, it may cause irreparable damage to the EDI desalination system.
2. Grade 2 RO+EDI+Mixed: Water output resistivity ≥18MΩ·cm (25°C), all other specifications meet the requirements of electronic grade ultra-pure water.
Raw Water → Raw Water Tank → Boost Pump → Sand Filter → Carbon Filter → Softener/Scale Inhibitor → Security Filter → High Pressure Pump → Primary Reverse Osmosis → Primary Storage Tank → PH Adjustment → High Pressure Pump → Secondary Reverse Osmosis → Secondary Storage Tank → Boost Pump → Fine Filter → EDI Desalination Unit → Ultra-Pure Water Tank (Suggested Nitrogen Protection) → Feed Pump → Polishing Mixed Bed → UV/TOC → Fine Filter → Water Usage Points → Return Water (Suggested Pipeline Recirculation, No Dead Water)
Note: If the requirements for microparticles and TOC are high, it is recommended to set a dedicated ultrafiltration (UF) membrane (Asahi Kasei, Japan) for removing microparticles and TOC in the downstream section.
3. Disk filter + UF + Second RO + EDI + mixed: Product water resistivity ≥ 18 MΩ·cm (25°C), all other specifications meet the electronic grade ultra-pure water standard.
Source Water → Source Water Tank → Boost Pump → Disk Filter → Bag Filter → Ultrafiltration UF → Ultrafiltration Water Tank → Intermediate Pump → Security Filter → High-Pressure Pump → Primary Reverse Osmosis → Primary Water Tank → PH Adjustment → High-Pressure Pump → Secondary Reverse Osmosis → Secondary Water Tank → Boost Pump → Fine Filter → EDI Deionization Unit → Ultra-Pure Water Tank (recommended nitrogen protection) → Feed Pump → Polishing Mixed Bed → UV/TOC → Fine Filter → Water Usage Point → Return Water (recommended pipeline circulation, no dead water)
Note:
1. If the requirements for particulate matter and TOC are high, it is recommended to set a dedicated ultrafiltration (UF) membrane for particle removal and TOC indicators in the downstream process (Asahi Kasei, Japan).
2. The above process is a full-membrane process
3. Grade 1 RO + Grade 3 Mixed: Product water resistivity ≥ 18 MΩ·cm (25℃), other specifications meet the standard of electronic grade ultra-pure water
Raw Water → Activated Carbon Filter Core → 10um Filter Core → 5um Filter Core → High Pressure Pump → Reverse Osmosis (RO) System → First Stage Polished Mixed Bed → Second Stage Polished Mixed Bed → Third Stage Polished Mixed Bed → Fine Filter → Ultra-Pure Water Tank (recommended with nitrogen protection) → Transfer Pump → UV/TOC → Fine Filter → Water Usage Point → Return Water (recommended with pipeline circulation, no dead water)
Note: Suitable for small ultra-pure water systems; Flow range: 50L/H - 200L/H
For more product information, please call our 24-hour hotline: 18550863818; or the national hotline: 0512-69390898.
We will provide you with detailed plans, drawings, and competitive quotes for your reference and selection!
※ Phone consultation, enjoy 10% off! Welcome to call!
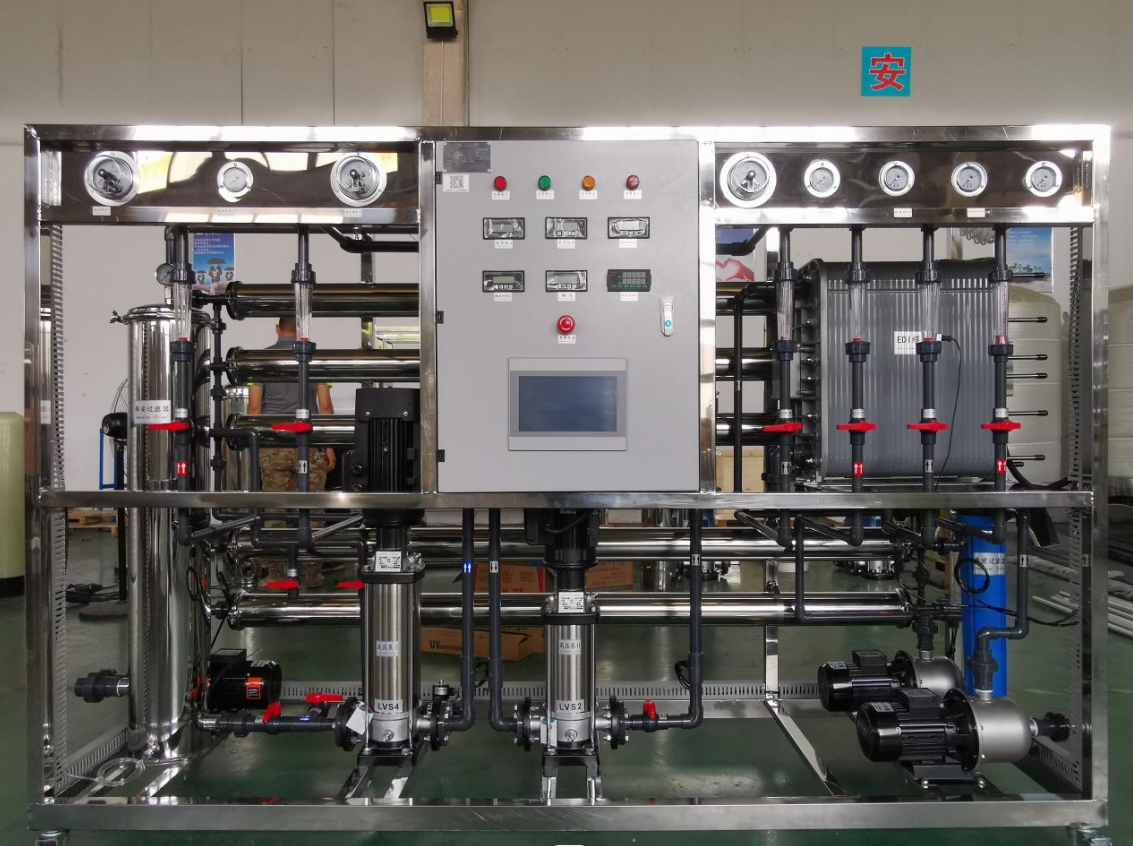
II. Overview of EDI Ultra-Pure Water Core Technology
Ultrafiltration (UF) System
The primary function of the ultrafiltration system is to separate contaminants that can cause fouling in reverse osmosis membranes, such as suspended large molecular colloids, slime, microorganisms, and organic matter. This includes systems for backwashing and disinfectant addition, ultrafiltration units, and backwashing pumps. Ultrafiltration (abbreviated as UF) is a physical separation process that uses pressure to drive the separation of liquids based on the different pore sizes of ultrafiltration membranes. Ultrafiltration membranes are typically asymmetric in structure, consisting of a thin, outer layer (usually less than 1μm) with a certain size of pore diameter and a thicker, porous layer (usually 125μm) with a spongy or finger-like structure. The former serves the separation function, while the latter provides support. The typical pore size of ultrafiltration membranes is between 0.01 and 0.1 micrometers, offering a high removal rate for bacteria, most pathogens, colloids, and sediments. The smaller the nominal pore size of the membrane, the higher the removal rate. Ultrafiltration membranes commonly use high molecular polymer materials. For ultrafiltration, the "screening" theory is widely used to describe the separation mechanism. The ideal ultrafiltration membrane separation process is the screening process, where under pressure, solvents and small solute particles from the high-pressure feed side pass through the low-pressure side of the membrane, while macromolecules and particles larger than the membrane pore size are blocked, causing the feed liquid to gradually concentrate; larger molecules, colloids, proteins, and particles in the solution are retained by the ultrafiltration membrane and recovered as concentrated liquid. However, in actual separation processes, the pore size of the membrane and the chemical properties of the membrane surface play different retention roles, so the ultrafiltration phenomenon cannot be simply analyzed. Ultrafiltration membranes have an important characteristic of pore structure and also possess chemical properties on the membrane surface. The performance indicators of ultrafiltration membranes include permeate flux and retention rate. The pressure resistance, cleaning resistance, and temperature resistance of ultrafiltration membranes are very important for industrial applications.
Membrane components are available in four types: plate, rolled, tubular, and hollow fiber, categorized by the position of the separation layer into: internal pressure, external pressure, and internal-external pressure. Hollow fiber membranes are one of the primary types of ultrafiltration membranes, having a capillary-like structure, produced by spinning through spinnerets. The inner or outer surface is a dense layer, also known as the active layer, with a porous support structure inside. The dense layer is densely packed with micropores, and the separation purpose is achieved based on whether the solution components can pass through these micropores. The feed liquid is pressurized and flows through the inner pores or outer side of the hollow fiber membranes, while the filtered liquid exits from the opposite side.
2. Reverse Osmosis (RO) System
Reverse osmosis membranes, also known as RO, are a high-tech membrane separation technology invented by Loeb and Sourirtajan of the University of California, Los Angeles in 1960. Their pore sizes are as small as nanometers (1 nanometer = 10^-9 meters). Under certain pressure, H2O molecules can pass through the RO membrane, while inorganic salts, heavy metal ions, organic matter, colloids, bacteria, viruses, and other impurities in the source water cannot pass through the RO membrane, thereby strictly separating the pure water that can pass through from the concentrated water that cannot.
Principle: Osmosis is a physical phenomenon where water molecules from two bodies of water with different salt concentrations, separated by a semi-permeable membrane, will pass through the membrane until the salt concentrations are equalized. However, this process takes a long time and is known as natural osmosis. If pressure is applied to the side with higher salt concentration, the osmosis can be halted, and this pressure is called the osmotic pressure. Increasing the pressure can cause the water to permeate in the opposite direction, leaving the salt behind. Therefore, the reverse osmosis desalination principle involves applying a pressure greater than the natural osmotic pressure to saltwater (such as raw water), forcing the water molecules to permeate in the opposite direction to the membrane, resulting in clean water on the other side. This process removes salt from the water, achieving the goal of desalination.
The reverse osmosis membrane utilizes an aromatic polyamide spiral wound composite membrane. The reverse osmosis unit consists of composite membrane elements, high-pressure pumps, fiberglass pressure vessels, chemical cleaning equipment, supports, and an instrument control cabinet. Equipped with a local control panel, which is fitted with various local instruments and control buttons. The reverse osmosis desalination unit is controlled by a PLC and operates automatically. It is also equipped with flowmeters, pressure gauges, conductivity meters, and more.

3. pH Adjustment System
Due to CO2's inability to be removed by the RO membrane, it remains in the permeate, forming carbonic acid and increasing conductivity. By adjusting the pH of the primary RO permeate to around alkaline (8.2) with alkali, CO2 can be converted to bicarbonate ions, which can then be removed by the secondary RO membrane, ensuring the secondary RO permeate meets specifications.
The pH adjustment system is fully automated, equipped with a metering pump to automatically add diluted NaOH solution to the pipeline, ensuring precise measurement. The overall design is lightweight with accurate speed control, unaffected by heat sources or electromagnetic interference. It is monitored in real-time by a pH online monitoring instrument, automatically adding chemicals to ensure the stable water quality of the secondary RO product.

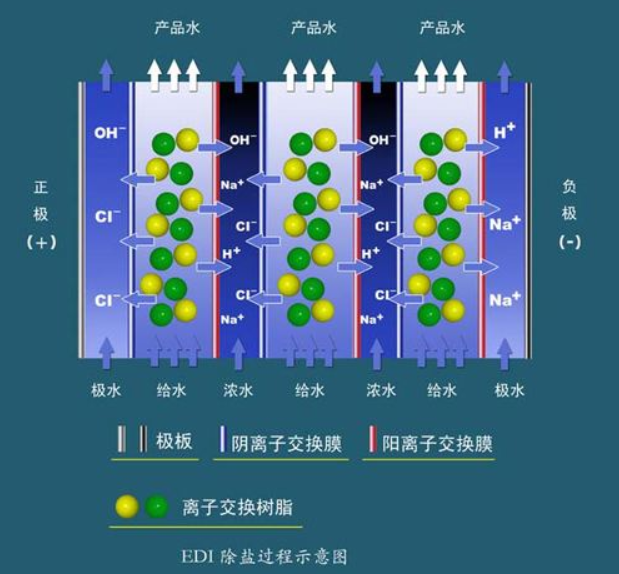
4. EDI Desalination System
EDI equipment, Continuous Electrical Deionization (EDI), utilizes mixed ion exchange resins to adsorb the positive and negative ions in feedwater. Simultaneously, these adsorbed ions are removed by passing through the anion and cation exchange membranes under the effect of direct current voltage. The ion exchange resins are electrically continuously regenerated, thus eliminating the need for acid and alkali regeneration. This new technology can replace traditional ion exchange (DI) units to produce ultra-pure water with resistivity ≥15MΩ.CM. The working principle of the ion exchange membrane is similar to that of the ion exchange resin, selectively allowing ions to pass through. The anion exchange membrane only allows anions to pass through, while the cation exchange membrane only allows cations to pass through. Filling a mixture of ion exchange resins between a pair of anion and cation exchange membranes forms an EDI unit. The space occupied by the mixed ion exchange resins between the anion and cation exchange membranes is called the freshwater chamber. Arranging a certain number of EDI units in a row, with alternating anion and cation exchange membranes, and adding special ion exchange resins between the membranes, the resulting space is known as the concentrate chamber. Under the push of the given direct current voltage, in the freshwater chamber, the positive and negative ions in the ion exchange resins migrate towards the positive and negative poles, respectively, and pass through the anion and cation exchange membranes into the concentrate chamber. At the same time, the ions in the feedwater are adsorbed by the ion exchange resins, occupying the voids left by the ion electrical migration. In fact, the migration and adsorption of ions occur simultaneously and continuously. Through this process, the ions in the feedwater pass through the ion exchange membranes into the concentrate chamber and are removed to become desalinated water. Negatively charged anions (e.g., OH-, Cl-) are attracted to the positive pole (+) and pass through the anion exchange membrane into the adjacent concentrate chamber. Later, these ions encounter the adjacent cation exchange membrane during their continued migration towards the positive pole, which does not allow anions to pass through, thus trapping these ions in the concentrate. In a similar manner, cations in the freshwater are trapped in the concentrate chamber. In the concentrate chamber, the ions passing through the anion and cation membranes maintain electrical neutrality. The electric current and ion migration in the EDI component are proportional. The electric current consists of two parts: one from the migration of the removed ions, and the other from the migration of H+ and OH- ions produced by the electrical ionization of water itself. There is a high voltage gradient in the EDI component, under which water undergoes electrolysis to produce a large amount of H+ and OH-. These locally produced H+ and OH- continuously regenerate the ion exchange resins. The ion exchange resins in the EDI component can be divided into two parts: the working resin and the polishing resin, with the boundary between them being the working front. The working resin is responsible for removing most of the ions, while the polishing resin is responsible for removing difficult-to-remove ions such as weak electrolytes.
Features of EDI
1. No need for acid-base regeneration, no acid-base storage or dilution transport facilities, safe and reliable usage, avoiding worker contact with acids and bases
2. Saves recycled water and treatment facilities for recycled wastewater
3. Reduced operating and maintenance costs
4. Compact footprint, easy installation, and high water yield (up to 90-95%)
5. Continuous operation, stable product water quality, will not shut down due to regeneration
5. Polished Mixed Bed System
Polished mixed床 is typically used at the end of ultra-pure water treatment systems, based on the principle of resin ion exchange. The interior of the vessel is filled with non-regenerable polishing mixed bed resins of nuclear grade, with ion forms being H and OH. As a terminal desalination unit, it can elevate the resistivity of the feedwater from the previous stage to the user's required level, and also has certain control capabilities over TOC and SiO2.
Polished mixed bed ion exchange requires specific feedwater, which must be the product water from an anion, cation, or mixed bed ion exchange system, or from a continuous EDI (Electrodeionization) salt removal system. Only under feedwater conditions that meet these requirements can the polished mixed bed ion exchange operate stably and long-term.

6. UV Sterilizer/TOC Remover
UV Sterilizer/TOC Remover is a physical sterilization method. After bacteria are exposed to ultraviolet light, the energy of the ultraviolet spectrum is absorbed by the bacterial nucleic acids, altering their vitality. This leads to obstacles in the synthesis of proteins and enzymes within the bacteria, resulting in mutation or death of the microorganisms. According to tests, ultraviolet light with a wavelength of 200-250nm has sterilization capabilities, with the best effect at 253.7nm. Ultraviolet light at 185nm is particularly effective for TOC removal. The equipment uses lamps as consumables, which need to be replaced regularly, with a lifespan of ≥9,000 hours.
Section 3: National Electronic Grade Ultra-Pure Water Standards (GB/T11446.1-2013)

Four: Selected Classic Customer Cases:

Section 5: National Warranty and Service Network
1. Professional installation and after-sales team, providing one-on-one service, enhancing the timeliness of post-installation after-sales services, and improving customer satisfaction.
2. Establish a service after installation after-sales mechanism, conduct performance evaluations, set up a customer service department, a complaint window, and promptly address customer demands.
3. Comprehensive guidance and training throughout the installation and debugging process, including theoretical training, hands-on machine operation training, and general troubleshooting training.
4. Establish customer electronic files, conduct monthly phone follow-ups, and promptly provide methods and suggestions for reducing equipment operation costs.
5. Multiple channels for after-sales feedback, nationwide after-sales maintenance services, quick response, prompt handling, 24/7 service.
6. Strictly Promise: Two-year free warranty for the entire unit, lifetime free technical support.
For more product details, please call our 24-hour hotline at 18550863818 or the national hotline at 0512-69390898.
We will provide you with detailed plans, drawings, and competitive quotes for your reference and selection!
※ Call for consultation, enjoy 10% off! Welcome to call!




