



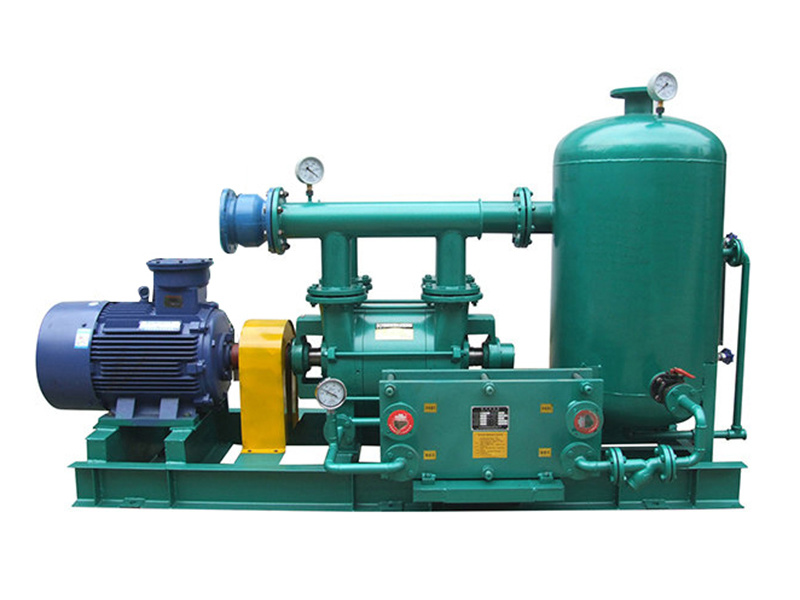
The water ring vacuum pump is equipped with an impeller rotor of an axial-force motor with fixed blades. During operation, it primarily throws water (liquid) against the stator wall of the motor, creating a liquid ring that travels with the motor stator. This liquid ring, along with the motor rotor blades, forms a variable capacity, rotating variable-volume inlet vacuum pump.
The water ring vacuum pump is equipped with an axial force motor rotor featuring a stationary blade. During operation, it primarily propels water (liquid) towards the stator wall of the motor, creating a liquid ring that travels with the motor stator. This liquid ring, in conjunction with the motor rotor blades, forms a variable capacity as it rotates, making it a variable capacity inlet vacuum pump. Now, let's discuss the advantages of the water ring vacuum pump.
The water ring vacuum pump features a compact structure and high rotational speed, allowing it to be directly connected to an electric motor without the need for a reduction gear. This results in a small structural size, high discharge capacity, and minimal floor space requirements. The majority of the compressed air that causes the pump to "suffocate" is isothermal, meaning the temperature of the compressed air remains relatively stable throughout the process. There are no metal-to-metal friction surfaces within the chamber, eliminating the need for pump lubrication and reducing wear and tear. The seal between the rotating part and the fixed bracket can be immediately completed by the exhaust valve; thus, the water ring vacuum pump also boasts uniform suction, stable and reliable operation, ease of use, and convenience in maintenance. Additionally, the water ring vacuum pump is primarily used in industries such as coal, chemical plants, mines, papermaking, food, winemaking, decorative building materials, plastics, metallurgy, and electrical appliances. Furthermore, due to its high rotational speed, the water ring vacuum pump can generally be directly connected to an electric motor without the need for a reduction gear. Therefore, it has a small structural size, high airflow capacity, and minimal floor space requirements. Or, the compression gas is inherently isothermal, meaning the temperature of the compressed gas changes very little during this process.
The water ring vacuum pump, free from metal friction surfaces within the pump chamber, does not require internal lubrication, resulting in minimal wear. The seal between the rotating and stationary parts can be achieved directly through water sealing. It offers uniform suction, stable operation, and is simple to operate and maintain. Overall, it features a compact structure, balanced operation, and uniform flow, commonly used in chemical production for transferring or pumping flammable, explosive, and corrosive gases. However, due to the impeller's liquid agitation, the pump loses a significant amount of energy, making its efficiency low. Nonetheless, there are some drawbacks. The efficiency is generally around 30%, with the best reaching 50%. This is partly due to the low vacuum level of the water ring vacuum pump, which is not only limited by the structure but also by the saturation vapor pressure of the working fluid. When water is the working fluid, the pressure can only reach 2000 to 4000 Pa. Using oil as the working fluid, it can reach up to 130 Pa. In summary, as the gas compression within the water ring vacuum pump is isothermal, it can extract flammable and explosive gases. Due to the absence of exhaust valves and friction surfaces, it can also handle dusty gases, condensable gases, and gas-water mixtures. Despite its low efficiency, it is widely used due to these outstanding characteristics.
After introducing the above content, we have a better understanding of the advantages of the water ring vacuum pump. When we encounter it again, we won't feel陌生, and it won't frequently cause problems during use. Well, that's all for today's content; we believe it will bring more exciting knowledge points.
