





50-ton biomass boiler desulfurization and denitrification equipment
The 50-ton biomass boiler desulfurization and denitrification equipment is a crucial environmental protection device used to treat sulfur dioxide (SO₂) and nitrogen oxides (NOx) emissions from biomass boiler flue gas. The following sections provide an introduction to the equipment type, working principle, price range, typical configuration, and case studies.

Equipment Type and Working Principle
Desulfurization equipment: Mainly removes sulfur dioxide from flue gas, common processes include wet flue gas desulfurization, dry flue gas desulfurization, etc.
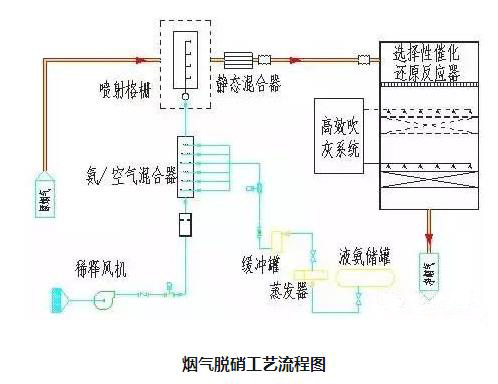
Denitrification equipmentPrimarily removes nitrogen oxides from smoke, commonly using technologies such as Selective Catalytic Reduction (SCR) and Selective Non-Catalytic Reduction (SNCR).
Typical Configuration
Ceramic multi-tube dust collectorThis belongs to the cyclone-type dry dust collector, mainly used for dust collection and purification in industrial boilers, kilns, industrial dust, etc. The multi-tube dust collector is composed of several cyclones housed in a sealed box, with an equipment resistance of 800Pa. It is generally placed between an energy saver and a pulse bag dust collector, serving as pre-treatment for large particles, cooling, fire prevention, reducing the probability of filter bag ignition, and extending the service life of the filter bags. Its working principle is that the core of the dust collector is composed of a guide, a cyclone, an exhaust pipe, etc., made of ceramic materials. When the dust-containing gas enters the dust collector at the inlet, it passes through the guide and rotates inside the cyclone. Under the action of centrifugal force, the dust and gas are separated, and the dust falls into the dust collection box, from where it is discharged through a ash discharge valve.
Pulse Jet Bag FilterIt is an ideal choice for industrial boiler dust control, featuring high purification efficiency, the ability to capture dust of different properties, flexibility in use, simple structure, stable operation, and low cost. Its dust removal mechanism primarily includes sieve filtration, inertial collision, and interception. After the dust-laden gas stream passes through the filter bag dust removal, the gas is purified. After operating for a period, the filter cloth increases resistance due to the collection of a large amount of dust, necessitating cleaning. There are various cleaning methods, and this scheme employs pulse cleaning. During cleaning, the computer program automatically controls the opening of the pulse valve to release compressed air from each nozzle. The jetted gas passes through the filter bag from the inside to the outside, causing the filter bag to vibrate with the pulse force, allowing the deposited dust on the outside of the filter bag to fall off and into the ash hopper.
Low-temperature oxidation denitrification and desulfurization systemLow-temperature deep denitrification has gained popularity in recent years with the development of denitrification technology and the ultra-low emission requirements for nitrogen oxides. It is a powerful complement to the traditional SCR and SNCR denitrification processes. The core of low-temperature deep denitrification is the use of low-temperature catalytic absorption denitrification, which offers advantages such as small land occupation, simple construction, low construction costs, and high denitrification efficiency. The low-temperature catalytic absorption denitrification process is divided into two steps. The first step is denitrification catalysis, which involves the catalytic oxidation of nitrogen monoxide (NO) in flue gas using a low-temperature catalyst, converting the unsoluble low-valent NO into high-valent nitrogen oxides (NO₂, N₂O₃, N₂O₄, N₂O₅) and others.

Actual Case
Shanxi Pingyao company's 1 unit of 90 square meter sintering machine flue gas denitrification facility, with NOx emissions exceeding 1000 m³ before denitrification, was treated with Shiheng Environmental's SCR denitrification equipment, reducing the NOx emissions to below 50 m³, earning high praise from the client. The client also has other sintering machines requiring denitrification, which are being constructed by the same company and are currently under installation.
