




Regenerative thermal oxidizer (RTO) waste gas incineration treatment equipment
The RTO (Regenerative Thermal Oxidizer) waste gas incineration equipment for treating organic emissions is an efficient and energy-saving VOCs (Volatile Organic Compounds) treatment technology, widely used in industries such as chemical, painting, printing, and pharmaceuticals. The following analysis will be conducted from aspects including the equipment's principle, technical features, application scenarios, and advantages and disadvantages.

Section 1:RTO equipment principle
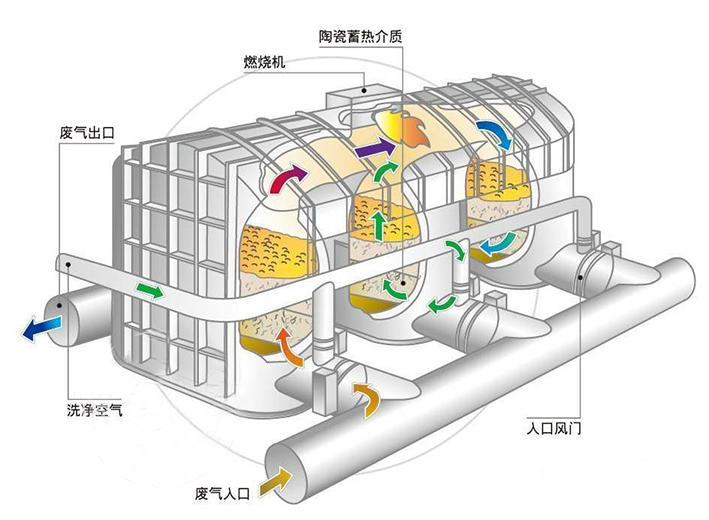
RTO decomposes organic waste gases through high-temperature oxidation, with the core technology being the use of ceramic regenerative heat exchangers to recover heat, achieving energy recycling. Its operating process can be divided into three stages:
Heat Storage PhaseWaste gas enters the pre-heated ceramic regenerator, heated to oxidation temperature (usually 760-850°C).
Oxidation stageHot waste gas enters the combustion chamber, where VOCs are oxidized and decomposed into CO₂ and H₂O under catalyst (optional) or high-temperature conditions.
Heat release phaseThe purified high-temperature gas passes through another ceramic heat storage unit, transferring heat to it before being discharged. The temperature of the heat storage unit increases, preparing it for the next heat storage cycle.
Through valve switching, the three heat storage chambers alternate in operation, achieving efficient heat recovery and continuous processing.

Section Two:Technical Features
High thermal efficiencyHeat storage body recovery rate can reach over 95%, significantly reducing fuel consumption, with operating costs 30%-50% lower than traditional direct combustion furnaces.
High purification efficiencyVOCs removal rate ≥99%, suitable for treating high concentration, large air volume waste gas, with emissions concentration stable below 50mg/m³ (some areas require lower levels).
AdaptableCan handle a variety of VOCs components (such as benzene, alcohols, ketones, etc.), with a wide concentration range (1-10g/m³), and high tolerance for impurities in exhaust gas, such as particulates and moisture.
High level of automationEquipped with a PLC control system, it automatically adjusts parameters such as temperature, pressure, and valve switching, reducing manual intervention.
Good safetyEquipped with explosion-proof ports, over-temperature alarms, and emergency stop devices, ensuring stable operation of the equipment.