






Hot-dip galvanized P-type tube processing, manufacturing P-type tubes for stage displays, 20*55 P-type tube

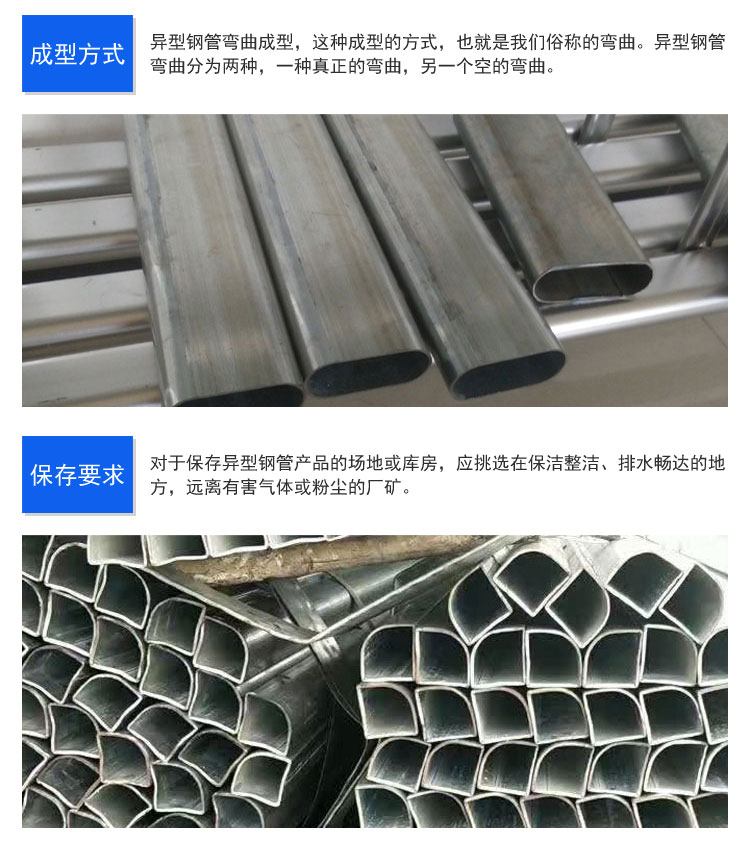
 1. **P-Type Pipe Processing Technology** - **Raw Material Preparation**: The processing of P-type pipes usually involves the use of steel strips as the raw material. For hot-dipped galvanized P-type pipes, it is crucial to select the appropriate galvanized steel strip, as its quality directly affects the performance of the P-type pipe. The steel strip should possess good ductility and adequate strength to ensure smooth shaping during subsequent processing. - **Shaping Process**: - **Cold Bending Shaping**: Steel strips are cold bent through a series of rolling rolls, which is a critical step in producing P-type pipes. The design of the rolls must be determined based on the specific dimensions and shape of the P-type pipe. The gap between the rolls and the bending angle control allow the steel strip to gradually bend into the P-shape. For a 20*55 P-type pipe (where 20mm may be the height and 55mm the width), the rolls need to be adjusted to keep the height and width dimensions within a small error range, typically ±0.5mm. - **Welding Process (if required)**: Some P-type pipes require welding of the steel strip joints during shaping. Common welding methods include high-frequency welding, which uses high-frequency current to generate heat at the steel strip joints, causing the edges to melt and fuse together. The quality of welding directly affects the strength and sealability of the P-type pipe. Welding joints should be inspected after welding to ensure there are no defects such as pores or cracks. - **Hot-Dip Galvanizing Process**: - **Pre-Treatment**: Before hot-dip galvanizing, P-type pipes must undergo pre-treatment, including degreasing and pickling. Degreasing is to remove oil and other impurities from the surface of the pipe, while pickling is to remove the surface oxide scale to clean the surface for galvanizing. Pickling is typically done using hydrochloric acid or sulfuric acid solutions, followed by a water wash to prevent residue. - **Hot-Dip Galvanizing Process**: The pre-treated P-type pipes are immersed in molten zinc, with the zinc temperature usually around 440 - 460°C. During this process, zinc reacts with the iron on the surface of the pipe to form a zinc-iron alloy layer, followed by a layer of pure zinc on the alloy layer, which effectively improves the corrosion resistance of the P-type pipe. The thickness of the galvanized layer is generally required to be within a certain range, such as around 70 - 100μm for hot-dipped galvanized P-type pipes, to ensure good corrosion protection. - **Post-Treatment**: After hot-dip galvanizing, P-type pipes require cooling and passivation treatments. Cooling allows the zinc layer to solidify, while passivation forms a protective film on the zinc layer to further enhance its corrosion resistance. Passivation treatments can be done using chromate solutions, etc.
2. **Characteristics and Requirements for 20*55 P-Type Pipes Used in Production Stage Platforms** - **Aesthetic Requirements**: - **Aesthetics**: P-type pipes used for stage platforms must be visually appealing. The surface zinc layer of hot-dipped galvanized P-type pipes should be even and bright, free of zinc lumps, burrs, and other defects. Since stage platforms are display venues, the appearance of the pipes directly impacts the overall visual effect of the stage. - **Color Consistency**: If there are special color requirements, such as on themed stages, additional coloring treatments may be needed for hot-dipped galvanized P-type pipes. In such cases, it is essential to ensure the consistency and durability of the color, maintaining a good color effect throughout the performance or display. - **Mechanical Property Requirements**: - **Strength and Stability**: Stage platforms will bear certain weights during assembly and use, including stage equipment, exhibits, and personnel. 20*55 P-type pipes must have sufficient strength and stability to withstand these loads without significant deformation. The yield strength of the pipes should generally reach above 235MPa to ensure structural safety. - **Workability**: During the assembly of stage platforms, it may be necessary to cut, bend, and drill the P-type pipes to meet different design requirements. Therefore, 20*55 P-type pipes should have good workability, avoiding pipe breakage or deformation during processing. - **Corrosion Resistance Requirements**: - **Environmental Adaptability**: Stage platforms may be used in indoor and outdoor environments, including exposure to rain, humidity, and chemical fumes (such as smoke produced by stage effects). The corrosion resistance of hot-dipped galvanized P-type pipes effectively prevents rust and damage to the pipes, ensuring the service life and safety of the stage platform. In coastal areas with high air salt content, the corrosion resistance requirements for the pipes are even higher, and the hot-dip galvanized layer can provide good protection.
1. **P-Type Pipe Processing Technology** - **Raw Material Preparation**: The processing of P-type pipes usually involves the use of steel strips as the raw material. For hot-dipped galvanized P-type pipes, it is crucial to select the appropriate galvanized steel strip, as its quality directly affects the performance of the P-type pipe. The steel strip should possess good ductility and adequate strength to ensure smooth shaping during subsequent processing. - **Shaping Process**: - **Cold Bending Shaping**: Steel strips are cold bent through a series of rolling rolls, which is a critical step in producing P-type pipes. The design of the rolls must be determined based on the specific dimensions and shape of the P-type pipe. The gap between the rolls and the bending angle control allow the steel strip to gradually bend into the P-shape. For a 20*55 P-type pipe (where 20mm may be the height and 55mm the width), the rolls need to be adjusted to keep the height and width dimensions within a small error range, typically ±0.5mm. - **Welding Process (if required)**: Some P-type pipes require welding of the steel strip joints during shaping. Common welding methods include high-frequency welding, which uses high-frequency current to generate heat at the steel strip joints, causing the edges to melt and fuse together. The quality of welding directly affects the strength and sealability of the P-type pipe. Welding joints should be inspected after welding to ensure there are no defects such as pores or cracks. - **Hot-Dip Galvanizing Process**: - **Pre-Treatment**: Before hot-dip galvanizing, P-type pipes must undergo pre-treatment, including degreasing and pickling. Degreasing is to remove oil and other impurities from the surface of the pipe, while pickling is to remove the surface oxide scale to clean the surface for galvanizing. Pickling is typically done using hydrochloric acid or sulfuric acid solutions, followed by a water wash to prevent residue. - **Hot-Dip Galvanizing Process**: The pre-treated P-type pipes are immersed in molten zinc, with the zinc temperature usually around 440 - 460°C. During this process, zinc reacts with the iron on the surface of the pipe to form a zinc-iron alloy layer, followed by a layer of pure zinc on the alloy layer, which effectively improves the corrosion resistance of the P-type pipe. The thickness of the galvanized layer is generally required to be within a certain range, such as around 70 - 100μm for hot-dipped galvanized P-type pipes, to ensure good corrosion protection. - **Post-Treatment**: After hot-dip galvanizing, P-type pipes require cooling and passivation treatments. Cooling allows the zinc layer to solidify, while passivation forms a protective film on the zinc layer to further enhance its corrosion resistance. Passivation treatments can be done using chromate solutions, etc.
2. **Characteristics and Requirements for 20*55 P-Type Pipes Used in Production Stage Platforms** - **Aesthetic Requirements**: - **Aesthetics**: P-type pipes used for stage platforms must be visually appealing. The surface zinc layer of hot-dipped galvanized P-type pipes should be even and bright, free of zinc lumps, burrs, and other defects. Since stage platforms are display venues, the appearance of the pipes directly impacts the overall visual effect of the stage. - **Color Consistency**: If there are special color requirements, such as on themed stages, additional coloring treatments may be needed for hot-dipped galvanized P-type pipes. In such cases, it is essential to ensure the consistency and durability of the color, maintaining a good color effect throughout the performance or display. - **Mechanical Property Requirements**: - **Strength and Stability**: Stage platforms will bear certain weights during assembly and use, including stage equipment, exhibits, and personnel. 20*55 P-type pipes must have sufficient strength and stability to withstand these loads without significant deformation. The yield strength of the pipes should generally reach above 235MPa to ensure structural safety. - **Workability**: During the assembly of stage platforms, it may be necessary to cut, bend, and drill the P-type pipes to meet different design requirements. Therefore, 20*55 P-type pipes should have good workability, avoiding pipe breakage or deformation during processing. - **Corrosion Resistance Requirements**: - **Environmental Adaptability**: Stage platforms may be used in indoor and outdoor environments, including exposure to rain, humidity, and chemical fumes (such as smoke produced by stage effects). The corrosion resistance of hot-dipped galvanized P-type pipes effectively prevents rust and damage to the pipes, ensuring the service life and safety of the stage platform. In coastal areas with high air salt content, the corrosion resistance requirements for the pipes are even higher, and the hot-dip galvanized layer can provide good protection.



