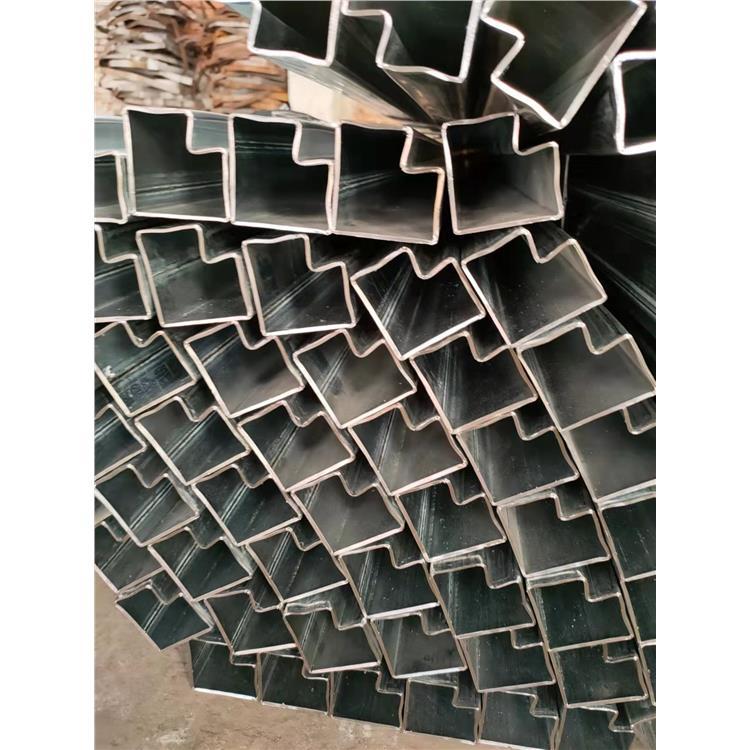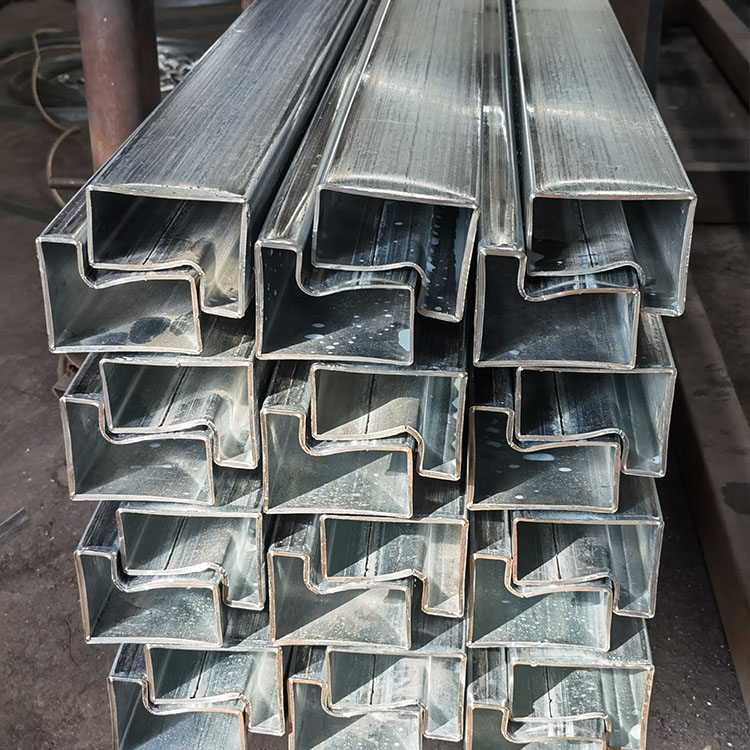




Cold rolled galvanized steel strip P-type pipe model, custom P-shaped welding pipe mold dimensions

 1. **Cold Rolled Galvanized Strip P-Shape Tubing Models** - **Common Model Representation Method**: The model of cold rolled galvanized strip P-shape tubing is typically identified by its physical dimensions. Generally, it is represented as "P - Width x Height x Wall Thickness". For instance, P - 30×20×1.5 indicates the P-shape tubing has a width of 30mm, height of 20mm, and wall thickness of 1.5mm. - **Common Size Range**: - **Width**: In the construction and furniture sectors, common width sizes range from 20mm to 80mm. For example, lightweight shelving structures may use cold rolled galvanized strip P-shape tubing with widths of 20-30mm for frame components, while larger display racks or industrial equipment guards may require widths of 60-80mm for enhanced support. - **Height Range**: The height usually falls between 10mm and 40mm. For decorative applications, like interior trim lines, the height might be 10-20mm. For applications requiring structural depth, such as stage equipment frames, the height may reach 30-40mm. - **Wall Thickness Options**: Wall thickness typically ranges from 0.8mm to 3mm. Thinner wall thicknesses are suitable for decorative applications or lightweight structures with low load requirements, like edge decorations on small display stands. Thicker wall thicknesses are used for structures that need to bear heavy loads or external forces, such as temporary supports in construction, where wall thickness might be 2.5-3mm.
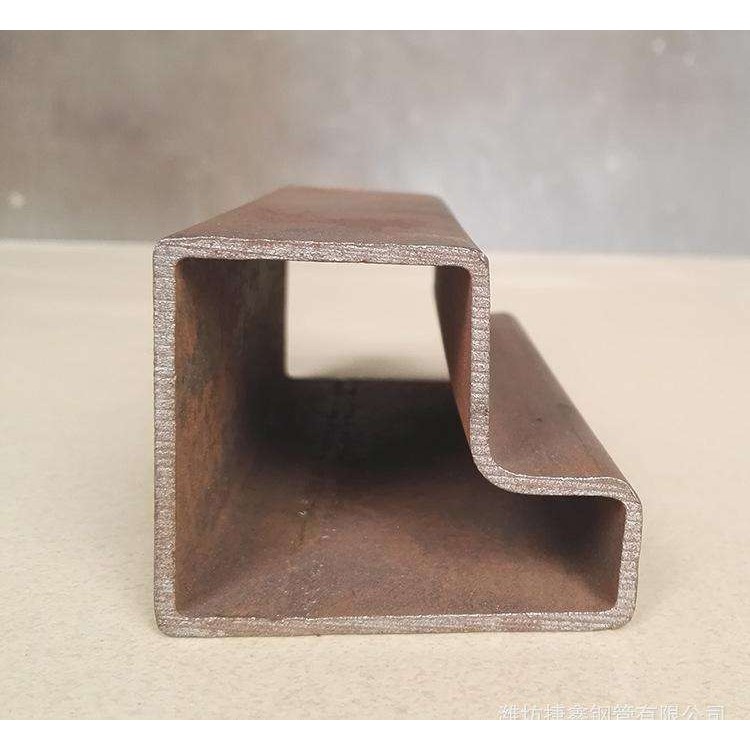
2. **Customized P-Shape Welded Pipe Molding Dimensions** - **Design Basis**: - **Tube Size Matching**: Custom P-shape welded pipe molds must first be designed based on the specific dimensions of the required P-shape tubing. The mold's internal cavity size should match the final size of the P-shape tubing, considering factors like springback during the forming process. Mold dimensions are usually slightly smaller than the target P-shape tubing size. For example, for a P - 30×20×1.5 tubing, the mold cavity width might be designed around 29.8mm, and the height around 19.8mm. The mold gap for the wall thickness should be adjusted based on the steel strip thickness and forming process, typically between 1.48 - 1.52mm. - **Welding Area Design**: If the P-shape tubing is formed by welding, the mold must consider the welding area design. The welding groove size should be determined by the welding method and steel strip thickness. For high-frequency welding, the groove width is usually between 0.3 - 0.8mm, with a depth to ensure full melting and fusion of the steel strip edge, typically 1.2 - 1.5 times the steel strip thickness. - **Overall Mold Structure Dimensions**: - **Mold Length**: The mold length is determined by production process and tube length requirements. Typically, mold length can be designed for convenience in production and equipment limitations, such as in continuous cold forming equipment, where mold length may be between 1 - 3 meters to ensure smooth forming as the steel strip passes through the mold. - **Mold Width and Height**: The external width and height of the mold should consider the installation space of the equipment and the strength requirements of the mold. The mold width is generally 50 - 100mm wider than the P-shape tubing at its widest point for ease of installation and fixation. The height should be determined based on the internal structure and external support needs of the mold, usually between 300 - 800mm, ensuring sufficient stability during high-pressure forming. - **Considerations for Mold Detail Dimensions**: - **Roller Size (if roller forming mold)**: In roller cold forming molds, parameters such as roller diameter, length, and surface roughness are important. Roller diameter is generally between 100 - 300mm, with a length slightly greater than the P-shape tubing width to ensure the steel strip is fully covered. The surface roughness should be moderate, typically Ra values between 0.8 - 1.6μm, to ensure the steel strip has moderate friction on the roller, allowing for smooth forming without scratching the steel strip surface. - **Positioning and Guiding Dimensions**: The mold requires positioning and guiding devices to ensure the steel strip's position as it enters and forms within the mold. The positioning pin diameter is generally between 10 - 20mm, and the guiding groove width should be 0.5 - 1mm wider than the steel strip thickness, with a depth of 3 - 5mm. This effectively guides the steel strip in the mold during forming.
1. **Cold Rolled Galvanized Strip P-Shape Tubing Models** - **Common Model Representation Method**: The model of cold rolled galvanized strip P-shape tubing is typically identified by its physical dimensions. Generally, it is represented as "P - Width x Height x Wall Thickness". For instance, P - 30×20×1.5 indicates the P-shape tubing has a width of 30mm, height of 20mm, and wall thickness of 1.5mm. - **Common Size Range**: - **Width**: In the construction and furniture sectors, common width sizes range from 20mm to 80mm. For example, lightweight shelving structures may use cold rolled galvanized strip P-shape tubing with widths of 20-30mm for frame components, while larger display racks or industrial equipment guards may require widths of 60-80mm for enhanced support. - **Height Range**: The height usually falls between 10mm and 40mm. For decorative applications, like interior trim lines, the height might be 10-20mm. For applications requiring structural depth, such as stage equipment frames, the height may reach 30-40mm. - **Wall Thickness Options**: Wall thickness typically ranges from 0.8mm to 3mm. Thinner wall thicknesses are suitable for decorative applications or lightweight structures with low load requirements, like edge decorations on small display stands. Thicker wall thicknesses are used for structures that need to bear heavy loads or external forces, such as temporary supports in construction, where wall thickness might be 2.5-3mm.
2. **Customized P-Shape Welded Pipe Molding Dimensions** - **Design Basis**: - **Tube Size Matching**: Custom P-shape welded pipe molds must first be designed based on the specific dimensions of the required P-shape tubing. The mold's internal cavity size should match the final size of the P-shape tubing, considering factors like springback during the forming process. Mold dimensions are usually slightly smaller than the target P-shape tubing size. For example, for a P - 30×20×1.5 tubing, the mold cavity width might be designed around 29.8mm, and the height around 19.8mm. The mold gap for the wall thickness should be adjusted based on the steel strip thickness and forming process, typically between 1.48 - 1.52mm. - **Welding Area Design**: If the P-shape tubing is formed by welding, the mold must consider the welding area design. The welding groove size should be determined by the welding method and steel strip thickness. For high-frequency welding, the groove width is usually between 0.3 - 0.8mm, with a depth to ensure full melting and fusion of the steel strip edge, typically 1.2 - 1.5 times the steel strip thickness. - **Overall Mold Structure Dimensions**: - **Mold Length**: The mold length is determined by production process and tube length requirements. Typically, mold length can be designed for convenience in production and equipment limitations, such as in continuous cold forming equipment, where mold length may be between 1 - 3 meters to ensure smooth forming as the steel strip passes through the mold. - **Mold Width and Height**: The external width and height of the mold should consider the installation space of the equipment and the strength requirements of the mold. The mold width is generally 50 - 100mm wider than the P-shape tubing at its widest point for ease of installation and fixation. The height should be determined based on the internal structure and external support needs of the mold, usually between 300 - 800mm, ensuring sufficient stability during high-pressure forming. - **Considerations for Mold Detail Dimensions**: - **Roller Size (if roller forming mold)**: In roller cold forming molds, parameters such as roller diameter, length, and surface roughness are important. Roller diameter is generally between 100 - 300mm, with a length slightly greater than the P-shape tubing width to ensure the steel strip is fully covered. The surface roughness should be moderate, typically Ra values between 0.8 - 1.6μm, to ensure the steel strip has moderate friction on the roller, allowing for smooth forming without scratching the steel strip surface. - **Positioning and Guiding Dimensions**: The mold requires positioning and guiding devices to ensure the steel strip's position as it enters and forms within the mold. The positioning pin diameter is generally between 10 - 20mm, and the guiding groove width should be 0.5 - 1mm wider than the steel strip thickness, with a depth of 3 - 5mm. This effectively guides the steel strip in the mold during forming.