






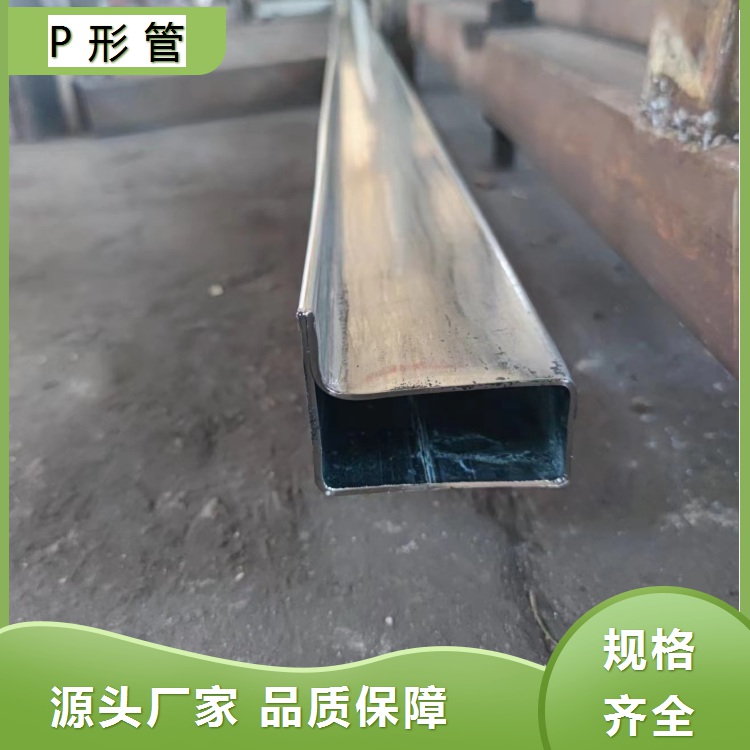
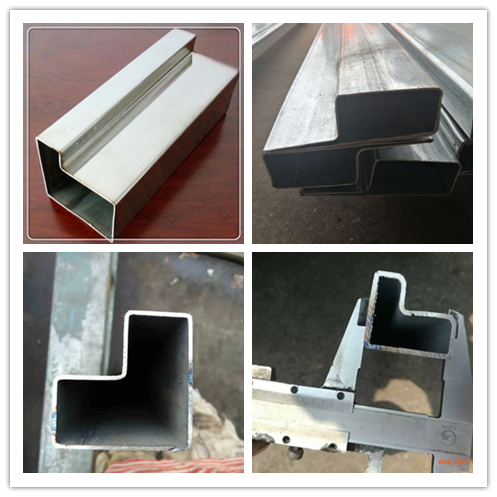
P-troughs for shelves, stock 40*60 cold-hardened P-tubes available


 1. **Material Selection** - **Steel Grade**: The 40*60 cold-rolled P-type pipes used for shelves commonly employ carbon structural steel or low-alloy structural steel. Carbon structural steel like Q235 boasts good strength and toughness, capable of meeting the basic requirements for bearing heavy loads on shelves. Low-alloy structural steel, containing trace alloy elements such as manganese and silicon, can further enhance the pipe's strength and corrosion resistance. - **Blank Preparation**: Cold-rolled steel strips are generally chosen as the blank material. The thickness of the steel strip is determined based on the target wall thickness of the P-type pipe, usually ranging from 1.5 to 3.0mm. The width of the steel strip should consider the unfolding width of the P-type pipe and allow for a certain amount of processing allowance, generally 5 to 10mm.
2. **Cold Hardening Processing** - **Cold Rolling Forming** - **Roll Design**: Continuous cold rolling forming of steel strips is achieved through the design of roller sets. For 40*60 P-type pipes, the shape and arrangement of the rollers must closely match the cross-sectional shape of the P-type pipe. The diameter of the rollers is generally between 150 and 300mm, with the surface roughness Ra value between 0.8 and 1.6μm to ensure good surface quality and appropriate friction during rolling. - **Rolling Parameters**: The feeding speed of the steel strip is typically controlled between 3 and 8m/min, with the roller speed between 10 and 30r/min. During the rolling process, the bending angle and deformation degree of the steel strip should be gradually adjusted to form the shape of the P-type pipe. The reduction in each pass of the roller should be controlled based on the material and target size of the steel strip, generally between 0.2 and 0.5mm. - **Cold Working Hardening Treatment**: - **Hardening Principle**: During the cold hardening process, the crystal structure of the steel inside deforms, the dislocation density increases, and thus the hardness and strength of the pipe are significantly improved. This hardening effect enables the 40*60 cold-hardened P-type pipe to bear heavier shelf loads. - **Control Factors**: The degree of cold working hardening mainly depends on the degree of deformation during cold rolling. Generally, the total deformation amount (i.e., the change in size of the steel strip before and after rolling) is controlled to adjust the hardness of the pipe material. For P-type pipes used for shelves, the total deformation amount is generally between 30% and 60%, which can raise the yield strength of the pipe to about 300-400MPa.
3. **Welding Process (if required)** - **High-Frequency Welding** - **Welding Principle**: If welding is needed during the forming process of the P-type pipe (e.g., for continuous production of long pipes), high-frequency welding is commonly used. High-frequency current passes through an induction coil to produce a high-density current at the edge of the steel strip, quickly melting it and then welding it under the action of a forming roller. - **Welding Parameters**: The welding frequency is generally between 300 and 500kHz, the welding speed is between 2 and 6m/min, and the welding power is adjusted between 800 and 2500kW based on the thickness and material of the steel strip. During welding, ensure that the edges of the steel strip are clean and aligned to avoid welding defects. - **Weld Seam Quality Inspection**: After welding, the weld seam should be inspected for fullness and continuity, free from blowholes, cracks, slag, and other defects. Non-destructive testing methods such as ultrasonic testing or X-ray testing can be used, with the detection requirement being that the size of the internal defects in the weld seam does not exceed 0.5mm.
4. **Post-Processing Technology** - **Cutting to Length**: - **Cutting Method**: According to the specific size requirements of the shelf, the continuous production of P-type pipes is cut to the specified length. Common cutting methods include sawing and shearing. Sawing is suitable for high-precision cutting requirements, such as cutting within ±1mm; shearing is faster but has slightly lower precision, generally within ±3mm. - **Length Specifications**: The standard length of 40*60 cold-hardened P-type pipes for shelves can be 6 meters, or can be customized according to customer requirements, such as 3 meters, 4 meters, etc., for the convenience of assembly and transportation. - **Surface Treatment**: - **Cleaning**: After cutting, the P-type pipes should be surface cleaned to remove impurities such as oil and iron shavings produced during the cutting process. Methods such as pickling, alkali washing, or high-pressure water jet cleaning can be used, with pickling generally using a 5% to 10% hydrochloric acid solution, and alkali washing using a 3% to 5% sodium hydroxide solution. - **Corrosion Protection Treatment (optional)**: To further improve the corrosion resistance of the P-type pipe in the shelf usage environment, additional corrosion protection treatment can be performed. For example, electrostatic powder coating can be applied, with the coating thickness between 60 and 100μm; or hot-dip galvanizing can be performed, with the galvanizing layer thickness between 80 and 120μm.
1. **Material Selection** - **Steel Grade**: The 40*60 cold-rolled P-type pipes used for shelves commonly employ carbon structural steel or low-alloy structural steel. Carbon structural steel like Q235 boasts good strength and toughness, capable of meeting the basic requirements for bearing heavy loads on shelves. Low-alloy structural steel, containing trace alloy elements such as manganese and silicon, can further enhance the pipe's strength and corrosion resistance. - **Blank Preparation**: Cold-rolled steel strips are generally chosen as the blank material. The thickness of the steel strip is determined based on the target wall thickness of the P-type pipe, usually ranging from 1.5 to 3.0mm. The width of the steel strip should consider the unfolding width of the P-type pipe and allow for a certain amount of processing allowance, generally 5 to 10mm.
2. **Cold Hardening Processing** - **Cold Rolling Forming** - **Roll Design**: Continuous cold rolling forming of steel strips is achieved through the design of roller sets. For 40*60 P-type pipes, the shape and arrangement of the rollers must closely match the cross-sectional shape of the P-type pipe. The diameter of the rollers is generally between 150 and 300mm, with the surface roughness Ra value between 0.8 and 1.6μm to ensure good surface quality and appropriate friction during rolling. - **Rolling Parameters**: The feeding speed of the steel strip is typically controlled between 3 and 8m/min, with the roller speed between 10 and 30r/min. During the rolling process, the bending angle and deformation degree of the steel strip should be gradually adjusted to form the shape of the P-type pipe. The reduction in each pass of the roller should be controlled based on the material and target size of the steel strip, generally between 0.2 and 0.5mm. - **Cold Working Hardening Treatment**: - **Hardening Principle**: During the cold hardening process, the crystal structure of the steel inside deforms, the dislocation density increases, and thus the hardness and strength of the pipe are significantly improved. This hardening effect enables the 40*60 cold-hardened P-type pipe to bear heavier shelf loads. - **Control Factors**: The degree of cold working hardening mainly depends on the degree of deformation during cold rolling. Generally, the total deformation amount (i.e., the change in size of the steel strip before and after rolling) is controlled to adjust the hardness of the pipe material. For P-type pipes used for shelves, the total deformation amount is generally between 30% and 60%, which can raise the yield strength of the pipe to about 300-400MPa.
3. **Welding Process (if required)** - **High-Frequency Welding** - **Welding Principle**: If welding is needed during the forming process of the P-type pipe (e.g., for continuous production of long pipes), high-frequency welding is commonly used. High-frequency current passes through an induction coil to produce a high-density current at the edge of the steel strip, quickly melting it and then welding it under the action of a forming roller. - **Welding Parameters**: The welding frequency is generally between 300 and 500kHz, the welding speed is between 2 and 6m/min, and the welding power is adjusted between 800 and 2500kW based on the thickness and material of the steel strip. During welding, ensure that the edges of the steel strip are clean and aligned to avoid welding defects. - **Weld Seam Quality Inspection**: After welding, the weld seam should be inspected for fullness and continuity, free from blowholes, cracks, slag, and other defects. Non-destructive testing methods such as ultrasonic testing or X-ray testing can be used, with the detection requirement being that the size of the internal defects in the weld seam does not exceed 0.5mm.
4. **Post-Processing Technology** - **Cutting to Length**: - **Cutting Method**: According to the specific size requirements of the shelf, the continuous production of P-type pipes is cut to the specified length. Common cutting methods include sawing and shearing. Sawing is suitable for high-precision cutting requirements, such as cutting within ±1mm; shearing is faster but has slightly lower precision, generally within ±3mm. - **Length Specifications**: The standard length of 40*60 cold-hardened P-type pipes for shelves can be 6 meters, or can be customized according to customer requirements, such as 3 meters, 4 meters, etc., for the convenience of assembly and transportation. - **Surface Treatment**: - **Cleaning**: After cutting, the P-type pipes should be surface cleaned to remove impurities such as oil and iron shavings produced during the cutting process. Methods such as pickling, alkali washing, or high-pressure water jet cleaning can be used, with pickling generally using a 5% to 10% hydrochloric acid solution, and alkali washing using a 3% to 5% sodium hydroxide solution. - **Corrosion Protection Treatment (optional)**: To further improve the corrosion resistance of the P-type pipe in the shelf usage environment, additional corrosion protection treatment can be performed. For example, electrostatic powder coating can be applied, with the coating thickness between 60 and 100μm; or hot-dip galvanizing can be performed, with the galvanizing layer thickness between 80 and 120μm.


.jpg)


