




- AllProduct Category
-
YFA-L Type Vertical Top-Pressure Valve Hydraulic Test Bench
YFA-H Type Pressure-Actuated Valve Hydraulic Test Bench
YFA-F Type Valve Hydraulic Test Bench
YFA-FQ Submerged Suction Pressure Valve Hydraulic Test Bench
YFA-D Type Butterfly Valve Hydraulic Test Bench
YFA-A Type Safety Valve Hydraulic Test Bench
Planetary Grinder with DOM Design










详情描述
I. Overview
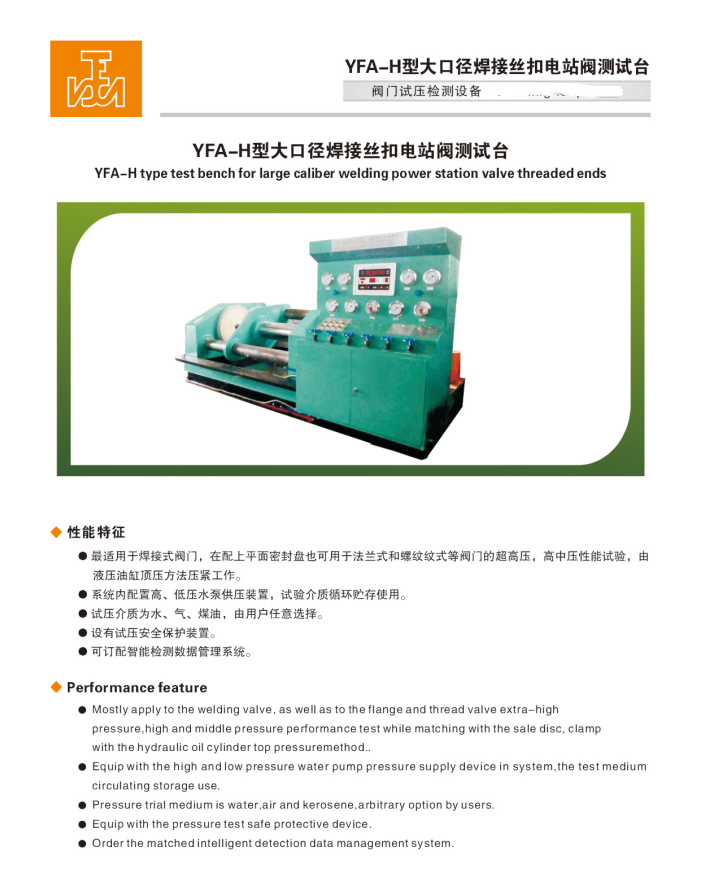
YFA-H Type Top-Pressure Hydraulic Valve Test Bench, which is based on our company's many years of experience in producing valve testing equipment, strictly adheres to GB/T13927-2008 "General Valve Pressure Test" and JB/T26480-2011 "Valve Testing and Inspection."American Petroleum Institute StandardDesign and production requirements for test pressures according to API 598 and other specifications.
Widely applied to high, medium, and low-pressure direct flanged and welded valves, featuring pressure sealing performance and shell strength endurance tests. Suitable valve types include gate valves, stop valves, check valves, ball valves, etc. Ideal for valve manufacturers, the petrochemical industry, and hydropower stations.Natural GasIdeal valve testing and inspection equipment for industries such as pipe fitting manufacturers, wastewater treatment plants, and valve maintenance stations.
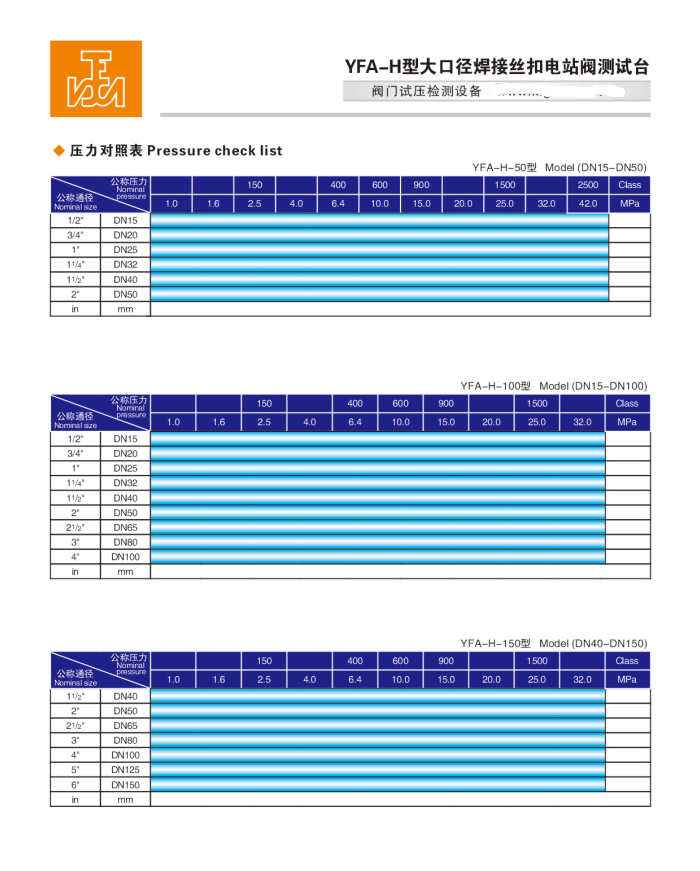
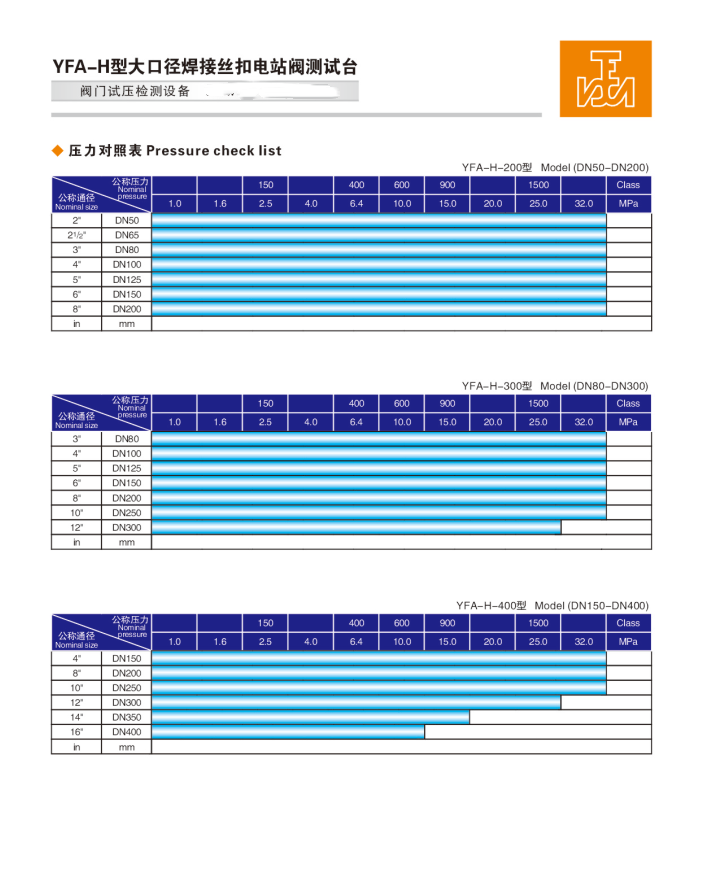
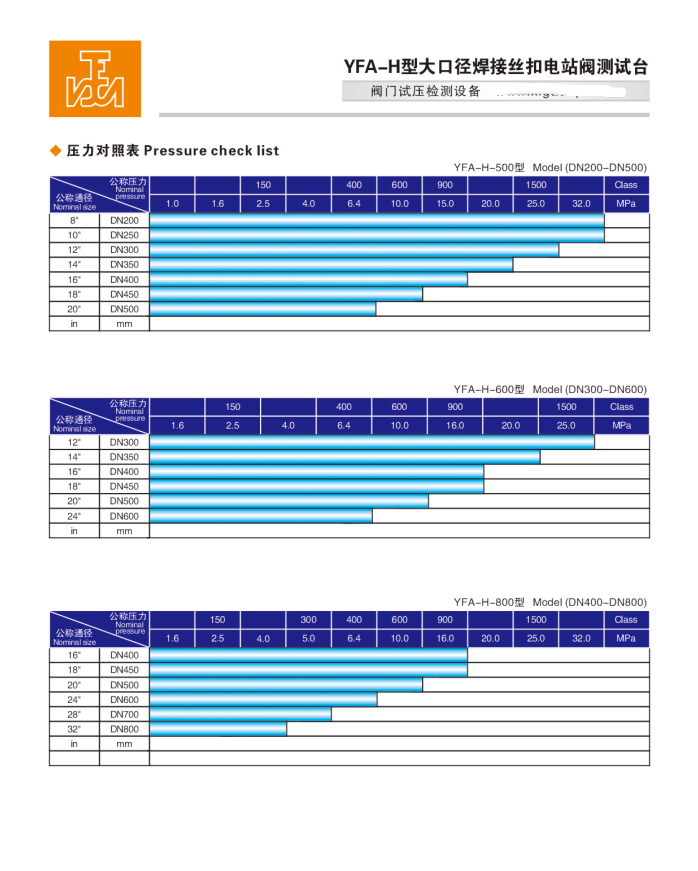
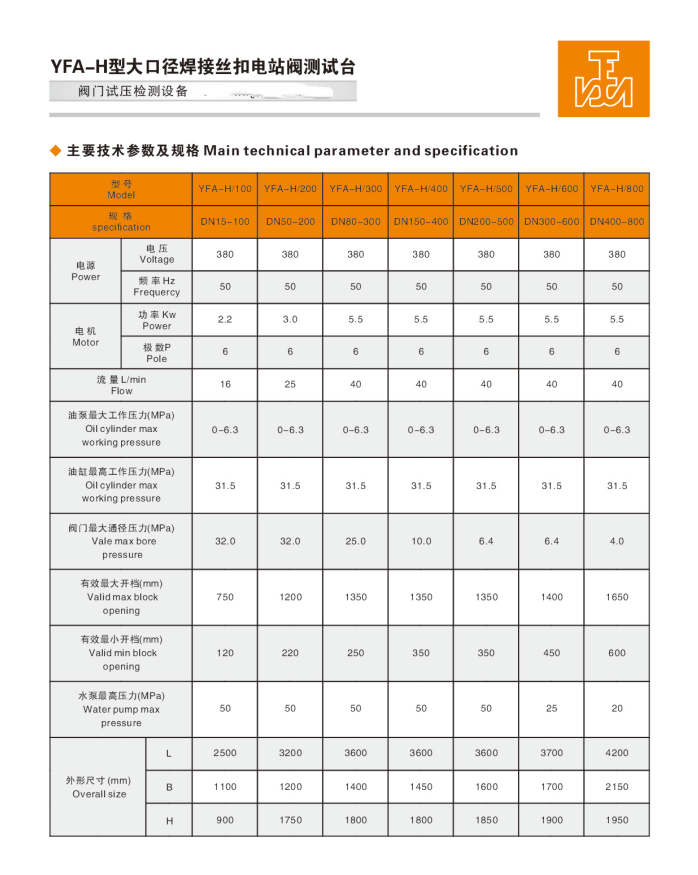
Section 2: Specification Range: Nominal Pipe Size 15-mm to 1000-mm
Section 3: Pressure Range: Nominal Pressure 1.6-42.0 (MPa) / 150-2500 (Class)
IV. Performance Features:
1、This unit integrates a hydraulic, mechanical, electrical system, pressure supply device, and medium storage circulating water tank into one. The entire testing process is automatically controlled and executed by hydraulic and electrical components.The complete hydraulic system utilizes the most reliable hydraulic control form currently available. The clamping force acting on the tested valve can be infinitely adjustable, ensuring complete avoidance of damage to the tested valve. The operation guarantees responsive movement execution and precise positioning.Well-structured, fully functional, stable performance, easy to operate, wide application range, and high level of automation.
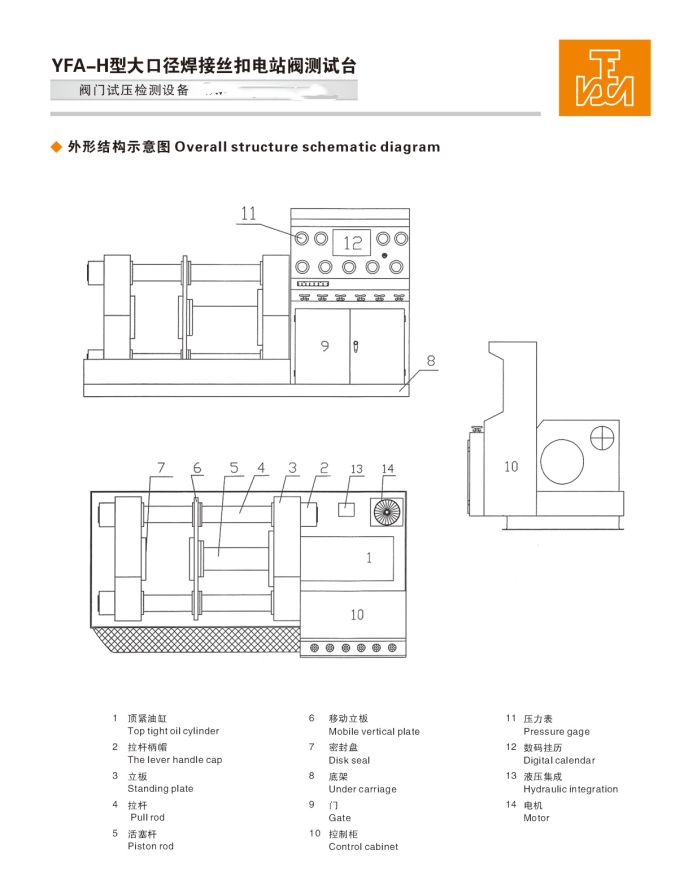
2. The workbench pedestal, connected by two rods, features a handle cap lock for tightness. It's equipped with a removable working board that can slide in and out. The structure length is not restricted during valve testing, making it suitable for sealing and strength tests of both direct connection flanged and welded valves. During valve testing, the seal is achieved through bevelled face or flat face of the flange. The top pressure cylinder directly drives the central sliding plate to the valve face for tightness, with the clamping force beingContinuous pressure regulation or automatic boost to the desired pressure level via button actuation.
3. The test bench is equipped with a dual-system for air and water, featuring bidirectional pressure intake and release, and a leak detection test port. The system is pre-configured with high and low-pressure water pumps, enabling direct hydrostatic testing. The high and low-pressure water pumps are equipped with automatic control functions. The gas source is user-provided. The liquid testing medium can be recycled and stored for use, offering energy-saving, environmentally friendly, low investment cost, and high work efficiency.
4. The equipment features reliable safety protection measures, with the clamping mechanism equipped with interlocking联动 functionality. When pressure is present in the valve cavity, the clamping cylinder locks and releases its action until the pressure within the valve cavity is completely exhausted, at which point the release button can be pressed. This prevents accidental operation hazards and ensures safe usage.
V. Usage Instructions:
1. Fill the hydraulic system oil tank with 30#-46# hydraulic oil or 20# mechanical oil, ensuring the oil level does not fall below the lower limit of the oil gauge.
2. Power on, press the oil pump start button, and check if the motor rotates in the correct direction (clockwise).
Adjust the hydraulic system pressure to 5.0 MPa to commence normal operation.
4. Select a sealing disc suitable for valve testing and install it on both work plates.
4. Engage the point-of-action hydraulic cylinder's tightening button, move the intermediate sealing plate close to the valve end face seal. Adjust based on the valve orifice diameter and pressure.Adjust the clamping pressure according to the (Pressure Comparison Table for Cylinder Clamping). For pressures exceeding the pump source by more than 5.0 Mpa, press the (Cylinder Pressure Increase) button to increase the pressure to the required level.The boost button can be pressed multiple times, with each interval approximately 3-5 seconds, and the maximum pressure is 30MPa.
Section 6: Gas Pressure TestRight-justified
1. Gas-tight pressure test: Valve mounting complete (1)Shut off: Main inlet valve → Left inlet valve → Right pressure relief valve → Test butterfly valve. (2) Open: Right pressure gauge switch → Right inlet valve → Inject gas into the main inlet valve, close (main inlet valve) when the pressure reaches the required value. (3) Enter the pressure-holding timing phase, when the pressure-holding time is up, open the leak detection switch, check for bubbles at the leak detection port and pressure drop on the pressure gauge to determine if the valve's sealing performance is up to standard.
2. Gas Strength Pressure Test: Based on the sealed test fixture, based on valve size and pressureRefer to the (cylinder clamping pressure reference table) to adjust the clamping pressure.(1)Shut off: Total inlet valve → Left and right pressure relief valves → Leak detection switch. (2) Open: Test valve → Left and right pressure gauge switches → Inject gas into the total inlet valve. Close (total inlet valve) when the pressure reaches the required value, and spray foam on the valve body surface. (3) Enter the pressure holding timing phase. When the pressure holding time is up, check for bubble leakage at the valve connection seals and the valve body surface, and if the pressure gauge has dropped pressure, to determine if the valve's strength performance is qualified. (4) After testing, open the pressure relief valve, exhaust the pressure, and remove the valve.
Section 7: Hydrostatic Test: Right as column
1. Water-tight pressure test:
Similarly, pressure-sealed test fixture, (1)Set the low-pressure pump electrical contact pressure to 1.8 (Mpa). Adjust the electrical contact pressure gauge (for sealed pressure, use 2.5MPa as an example) by moving the red pointer to 2.5MPa. (2) Close: Main intake valve → Left and right pressure relief valves → Right pressure gauge switch → Valve under test. (3) Open: Main water intake valve → Left and right water intake valves → Left leak detection switch.
(4) Start the low-pressure water pump to fill water until it exits through the (leftward leak detection switch), then close the (leftward water inlet valve). When the low-pressure water pressure reaches the set value of 1.8 (MPa), it indicates that the rightward valve chamber is fully filled with water, and the low-pressure water pump will automatically stop. The high-pressure water pump will then automatically start to supply pressure. When the high-pressure water reaches the set value of 4.0 (MPa), the high-pressure water pump will automatically stop, and the pressure holding timing (such as 2 minutes/client-defined) will begin. Check for leaks at the leftward leak detection port and any drops on the pressure gauge to determine if the valve's pressure strength is up to standard.
2、Water Strength Pressure Test:
Similarly, all set for the pressure strength pressure test valve mounting, (1)Set the low-pressure pump electrical contact pressure to 1.8 (Mpa). Adjust the electrical contact pressure gauge (use 4.0MPa as an example for strength pressure) by moving the red pointer to 4.0MPa. (2) Turn off: Total intake valve → Left and right pressure relief valves → Left and right leak detection switches → Left and right pressure gauge switches. (3) Turn on: Total water intake valve → Test valve. (4) Start the low-pressure pump to fill water. When the low-pressure water pressure reaches the set value of 1.8 (MPa), it indicates that the valve cavity is full of water. The low-pressure pump will automatically stop, and the high-pressure pump will automatically start to supply pressure. When the high-pressure water reaches the set value of 4.0 (MPa), the high-pressure pump will automatically stop, and enter the pressure holding timing period (e.g., 2 minutes/client-defined). Check for any leaks at the valve connection surfaces and the valve body, and whether the pressure gauge is submersed, to determine if the valve's strength pressure test is合格. (5) After testing, exhaust the pressure, release the button, and remove the valve.
Section 8: Usage Precautions and Requirements:
1. Ideally, the site should be arranged in a level indoor space, with the level position checked and the base feet anchored with concrete. It should be used in a room with an ambient temperature of (1-40)℃ in normal conditions or in a heated workshop during winter. Surroundings should be free from high concentrations of dust and corrosive gases. Avoid areas near grinding wheels and polishing machines with poor conditions. Ensure good ventilation, and leave at least a 1m space around the equipment for easy operation and maintenance.
2. Operators must undergo professional training before assuming their positions, adhere to standard procedures, and strictly prohibit exceeding specifications or pressure. Non-specialists are advised not to operate.
3. Operators are strictly prohibited from leaving their posts during the pressure test. They must continuously monitor the pressure to prevent it from exceeding the safe limit.
4. After the test is completed, the pressure must be released to zero before the clamping jaws can be released. The power supply should be disconnected during non-use periods.
5. Regularly apply lubricant to all moving parts of the test bench to maintain clean and smooth operation.
6. Use 46-grade anti-wear hydraulic oil (use anti-freeze 46-grade anti-wear hydraulic oil below 0℃), and ensure the oil level is not below the oil gauge's lower limit. Regularly check the oil level and hydraulic oil; after one year of use, it should be drained and refilled.Wash OilBox, replace with new oil.
7. Water source must be clean and free of impurities. If water quality deteriorates, it should be replaced promptly. Add new rust-proof powder as needed, meeting testing requirements. To ensure that test valves are not corroded, it is typically necessary to add rust-proof powder regularly to the circulating water tank to prevent rusting of the medium water affecting the normal operation of pipes, pumps, and check valves.
Note: Common rust-proof powders include:Sodium NitriteSodium sulfonate, potassium benzenesulfonate (non-toxic, powdered form).
8. The equipment worktop should be kept clean, and no debris is allowed between the test valve flange and the test pressure blanking plate.