








- AllProduct Category
-
DYFJ-A Type Hydraulic Valve Test Bench
DYFJ-B Type Combination Valve Test Bench
DYFJ-C Type Pressure Vessel Valve Test Bench
DYFJ-E Type Top-Pressed Valve Test Bench
DYFJ-F Type Top-Press Valve Test Bench
DYFJ-H Type Hydraulic Butterfly Valve Test Bench
DYFJ-Q Safety Valve Test Bench
DYFJ-ZN Intelligent Valve Test Bench
DYFJ-CE Mini Valve Test Bench












详情描述

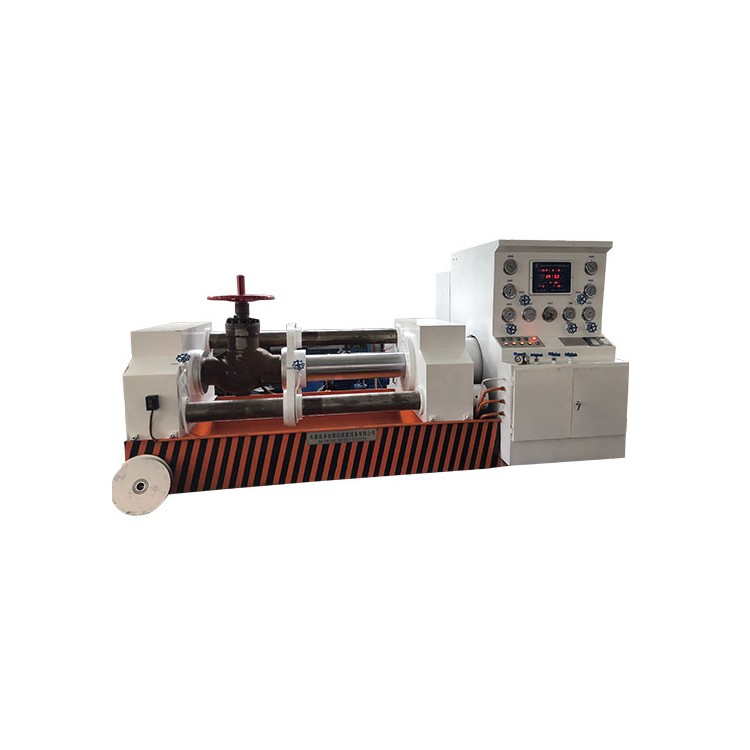
The DYFJ-C100 valve testing bench is the fourth-generation valve pressure testing equipment independently developed by Duojia Hydraulics, based on years of production experience and in accordance with national standards and specifications.
The DYFJ-C100 valve test bench integrates mechanical and electrical, hydraulic systems, pressure testing, and the storage and recycling of liquid mediums. It features comprehensive functions, stable performance, and high levels of automation. It is widely used for sealing surface leakage testing and other performance tests, such as shell strength (pinhole), on various high, medium, and low-pressure valves with nominal bore sizes of 15-100mm and direct flange connections. Test media: water, gas, oil.
The equipment is hydraulically driven and electrically controlled throughout the entire process, exerting no additional external force on the valves that could affect test results. This significantly enhances work efficiency and reduces labor intensity, making it the ideal new generation valve pressure testing equipment for valve manufacturing companies, users, and maintenance units.
DYFJ-C100 Type Valve Test Bench Working Principle and Structure
The DYFJ-C100 valve test bench operates by positioning the valve flange and clamping the back of the flange with movable claws, ensuring that no external forces that could affect the test results are present during valve testing, in compliance with national standard valve testing requirements.
The equipment is roughly divided into hydraulic pressure supply systems, electrical control systems, water circulation systems, and various operating devices.
The equipment features a diving double-rotary design, with each worktable equipped with a sealed blind plate. The left worktable has an in/out mechanism, directly driven by a hydraulic cylinder to ensure uniform pressure on the valve sealing surface for reliable tightness. Both left and right worktables can be flipped 90 degrees, and the entire worktable surface can be submerged into the external water tank, allowing the test valve to be fully immersed in water for easy inspection of the gas tightness test and observation of the valve sealing surface. It boasts good performance and a simple, compact structure.
Technical Specifications
| Model and Specifications | DYFJ-C100 | DYFJ-C 200 | DYFJ-C300 | DYFJ-C400 | DYFJ-C500 | DYFJ-C600 | |
Permitted for testing | Nominal Diameter DN/mm | 15-100 | 50-200 | 80-300 | 200-400 | 250-500 | 300-600 |
Nominal Pressure PN/MPa | 1.6-32 | 1.6-32 | 1.6-32 | 1.6-25 | 1.6-16 | 1.6-16 | |
Permitted valve structure length | Up to 300mm valve | 350 | 550 | 750 | 950 | 991 | 1143 |
Please provide the Chinese content to be translated.Short valve mm | 130 | 180 | 210 | 330 | 380 | 502 | |
Permitted valve flange for testing | Please provide the Chinese content to be translated.Large Flange Diameter/Thickness mm | 265/42 | 405/55 | 530/83 | 670/92 | 775/108 | 890/108 |
ToSmall Flange Diameter/Thickness mm | 90/12 | 160/16 | 195/20 | 335/26 | 390/28 | 460/28 | |
Adjustable shelf spacing | ToLarge spacing mm | 700 | 850 | 1080 | 1200 | 1400 | 1500 |
Please provide the Chinese content you would like translated.Small pitch mm | 170 | 250 | 300 | 350 | 400 | 450 | |
Clamping Mechanism | Axial Travel | 52 | 62 | 75 | 80 | 90 | 95 |
Radial travel mm | 125 | 150 | 200 | 230 | 250 | 250 | |
Hydraulic System Operating Pressure | Rated Pressure of Oil Pump: MPa | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 | 6.3 |
Flow Rate: L/min | 6.3 | 16 | 25 | 25 | 40 | 40 | |
High Pressure (Boost) MPa | 3-31.5 | 3-31.5 | 3-31.5 | 3-31.5 | 3-31.5 | 3-31.5 | |
System Pressure Regulation Range MPa | 0-6.3 | 0-6.3 | 0-6.3 | 0-6.3 | 0-6.3 | 0-6.3 | |
Power Supply | Voltage V | 380 | 380 | 380 | 380 | 380 | 380 |
Frequency Hz | 50 | 50 | 50 | 50 | 50 | 50 | |
Motor | Power kW | 1.5 | 2.2 | 3 | 3 | 5.5 | 5.5 |
Grade P | 4 | 6 | 6 | 6 | 6 | 6 | |
Tank Size | L mm | 2200 | 2580 | 2800 | 3100 | 3300 | 3600 |
B mm | 750 | 850 | 1130 | 1300 | 1500 | 1600 | |
H mm | 1060 | 1650 | 2000 | 2300 | 2500 | 2600 | |
Rising and falling stroke | mm | 500 | 800 | 950 | 1000 | 1200 | 1300 |
Weight | kg | 2500 | 3600 | 4800 | 7200 | 8000 | 9000 |

Operation Instructions
1. Valve Mounting Method
Select a valve with a nominal bore that matches the equipment model, turn on the power, and start the hydraulic system. Move the left-hand carriage back until it's longer than the valve being tested. Radially move the adjustable clamp to exceed the outer diameter of the valve flange. Extend the clamp axially to exceed the thickness of the valve flange. Place the valve flange face against the left-hand workbench test blind plate, aligning with the center hole. Radially move the clamp close to the valve flange. Axially move the clamp to make it tightly adhere to the back of the valve flange. At this point, the valve should be securely held by the left-hand clamping system to ensure it does not fall off.
The left-hand movable stand moves forward to the right-hand fixed workbench. The other end of the valve being tested is tightly sealed against the right-hand pressure test blind flange, aligned with the central opening. Radially move the clamping jaws close to the valve flange. Axially move the clamping jaws to ensure they are tightly against the back of the valve flange. At this point, the valve should be securely held in place by the right-hand clamping system, with the valve overall in a horizontal position.
2. Water Pressure Testing Methods (Bi-directional Inflow and Drainage)
After the valve clamp is in place, refer to the "Clamping Cylinder Pressure Chart" to increase the hydraulic clamp's gripping force to the required pressure. Adjust the electrical contact pressure gauge (for a 25 kg valve, adjust the gauge needle to 2.5 MPa). Open the main inlet and left and right inlet valves, close the air inlet, drain, and vent valves. Start the low-pressure water pump, observe the movement of the water pressure gauge needle. When the needle stops rising, it indicates that the valve cavity is full of water. Start the high-pressure water pump; the pump will automatically stop when the water pressure reaches the set pressure on the electrical contact pressure gauge. The equipment enters the water pressure holding state.
Upon reaching the pressure-holding time, the valve shows no issues. It is advisable to first open the water valve to release the water pressure within the valve chamber before removing the valve.
3. Pressure Testing Methods (Bi-directional Intake, Venting)
The equipment does not come with a gas source. The user must provide their own. Please consult the manufacturer before using high-pressure gases.
After the valve mount is completed (for example, using compressed air, usually not exceeding 10 kg), open the water and air intake valves, and close the water and air release valves. Close the water and air intake valves when the pressure gauge reaches the highest pressure, and the equipment is in a pressure maintenance state.
Upon reaching the pressure-holding time, the valve is free of any issues. First, open the vent valve to release the pressure inside the valve chamber, and then remove the valve.
Instructions and Requirements for Use
1. Align the equipment horizontally during installation or secure the anchor slot steel with concrete.
2. Use 46-grade anti-wear hydraulic oil (for temperatures below 0°C, use anti-freeze 46-grade anti-wear hydraulic oil). Ensure the oil level does not fall below the indicator. Regularly check the oil level and hydraulic oil. After one year of use, clean the oil tank and replace the hydraulic oil.
3. Add rust inhibitor to the recirculating water, and replace it promptly when the water quality deteriorates.
4. The equipment work surface should be kept clean, and there should be no debris between the test valve flange and the test pressure blank flange.
5. Add lubricant to all moving parts of the testing bench to ensure clean and smooth operation.
6. Operators must undergo professional training before taking up their positions, adhere to standard operations, and prioritize safety.




