






- AllProduct Category
-
Oil Storage Vapor Recovery
Refinery Volatile Organic Compound (VOC) Recovery
Fuel Dispenser Vapor Recovery Systems













详情描述

Phone: 133-5621-4567 Contact Person: Manager Liu
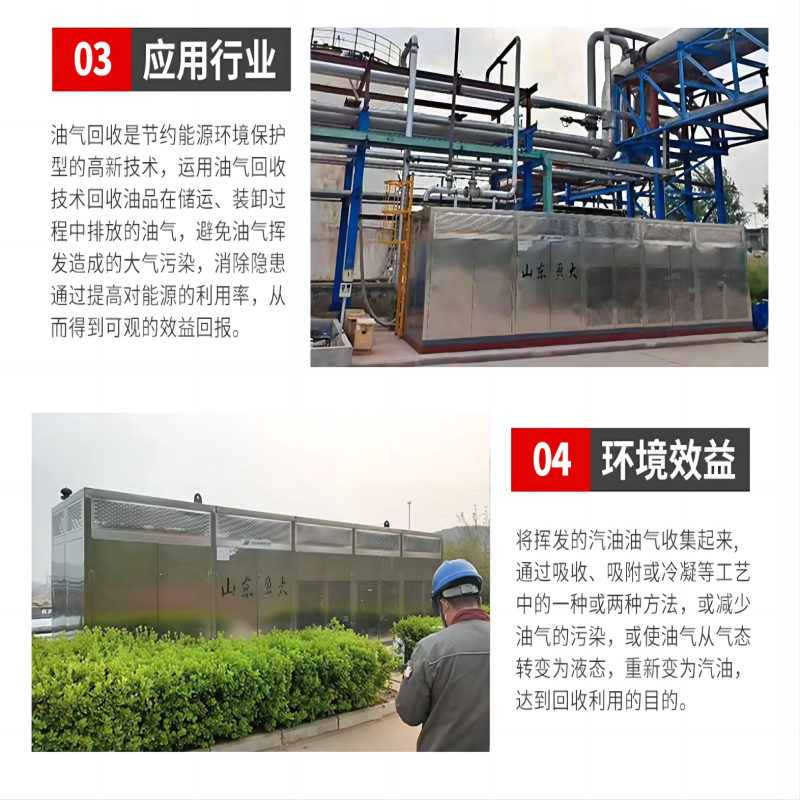
The necessity of vapor recovery:
As global environmental degradation and environmental awareness increase, China has successively introduced a series of environmental protection policies. These policies mandatorily require the installation of vapor recovery systems for storage tanks and facilities like loading/unloading trucks and ships to recover and utilize volatile organic compounds, preventing air pollution.
Principle of Condensation Absorption Technique:
The combination of condensation and adsorption processes first condenses oil and gas to -75℃ (which can be divided into three stages of cooling), with C3 and above alkanes largely condensed and recovered, achieving a recovery rate of 80-90%. The remaining small amount of alkanes are processed for adsorption recovery in the adsorption system, and the air meets the quality standards after adsorption. After desorption, a small amount of oil and gas returns to the system's inlet for circulation. The recovery rate can exceed 97%. The setting of refrigeration temperature is designed according to different operating conditions.
Application Range of Condensation Absorption Method:
Refinery, Oil Storage Terminal, Finished Oil Tanker Truck Vapor Recovery System
2. Associated Gas Recovery System for Oil Fields
3. Separation and recovery of benzene and other chemical gases
4. Gas separation, concentration control, and recovery in the chemical production process
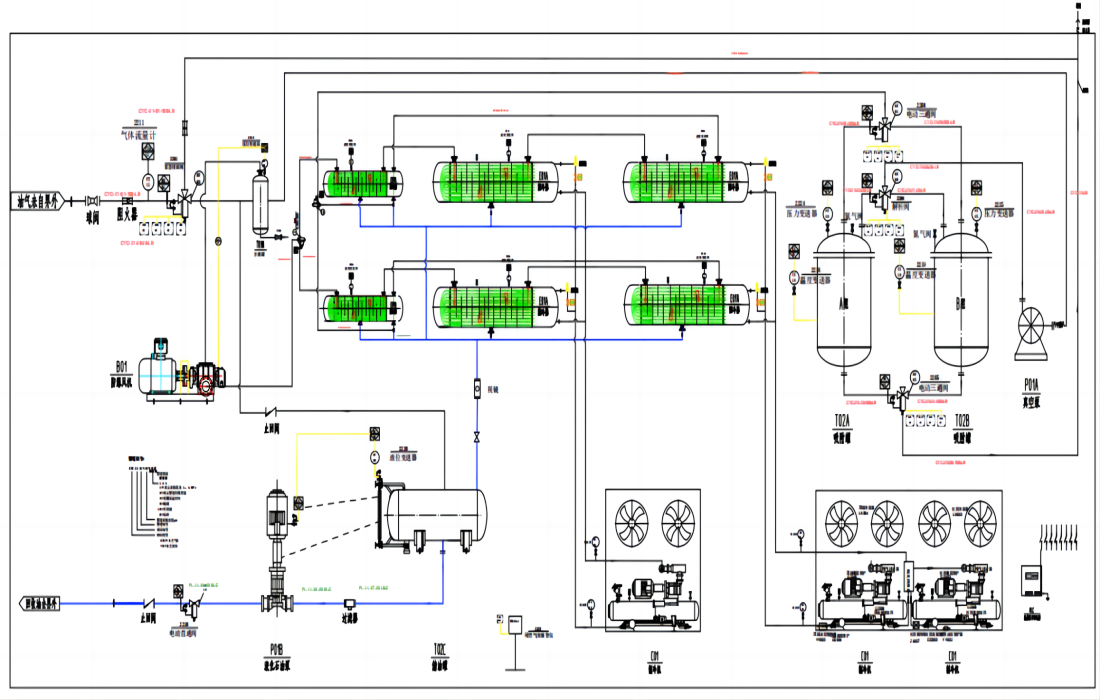
Condensation + Adsorption System Main Configuration
Primarily includes refrigeration units, coolers, adsorption tanks, vacuum pumps, and oil transfer pumps, etc.
Self-control: Electrical executable devices, PLC programmable control systems.
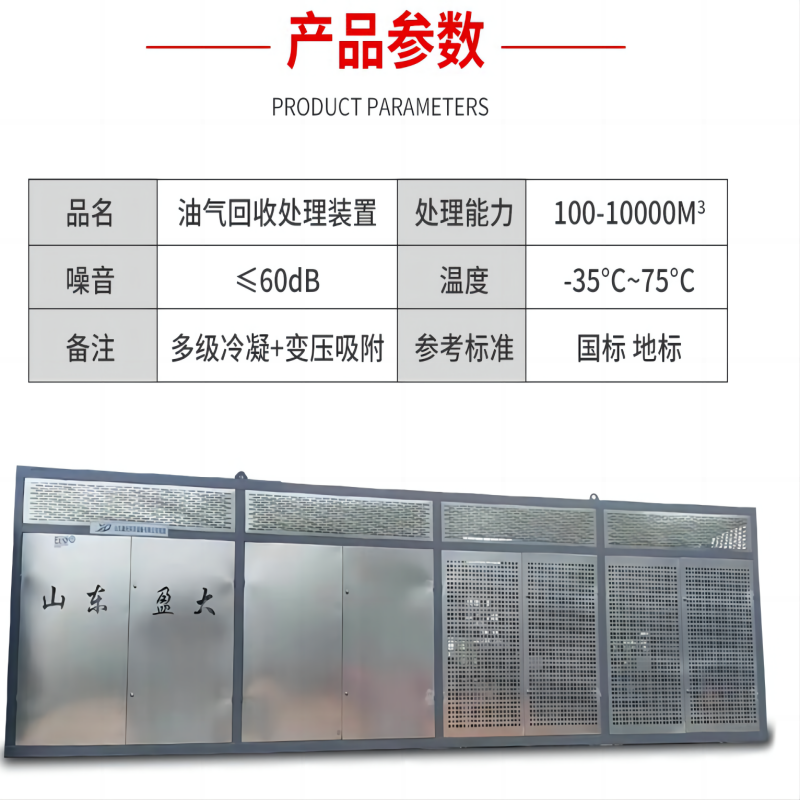
Product Specifications
Customized as required, no specific specifications.
Refinery/Oil Storage Terminal Vapour Recovery
Associated Gas Recovery System for Oil Fields
2. Separation and recovery of benzene and other chemical gases
3. Gas separation, concentration control, and recovery during chemical production processes
4. Strict control over gas emissions with stringent environmental standards
"Condensation + Absorption System for Vapour Recovery: Applications and Scenarios"
Refinery, storage tank farm finished oil tanker truck vapor recovery system
2. Associated Gas Recovery System for Oil Fields
3. Separation and recovery of benzene and other chemical gases
4. Mixture Gas Separation, Concentration Control, and Recovery in Chemical Production Process
Product Features
Activated carbon offers a high adsorption efficiency at low load and stable properties, ensuring the long-term stable operation of the equipment and a high recovery rate.
2. The vacuum pump features strong desorption performance, ensuring the equipment's efficient recycling use.
3. Utilize PLC control and variable frequency regulation technology for the full automatic control of gas and oil collection, condensation liquefaction, oil-water separation, and condensate oil transportation to the storage. Adjust the refrigeration unit's operating conditions and ensure economic system operation.
4. Simple process, high safety, overall operation maintains low pressure and low temperature, with minimal fire hazards; high level of automation for easy control and operation. The combination of condensation and adsorption processes leverages the strengths of both methods, highlighting their advantages and avoiding their shortcomings, with a scientific mix.
5. The refrigeration temperature of the condensation system is -75°C, truly achieving the goal of energy conservation and emission reduction in deep refrigeration.

Process Introduction:
Chiller Unit:
Implement the following Vapour Recovery process:
Ambient temperature oil and gas vapors are collected through branch pipelines and merged into the main oil pipeline. They are then transferred into the oil and gas treatment unit via a buffer tank by explosion-proof variable-frequency fans (integrated into the recovery equipment). The fans and pressure sensors installed on the main oil and gas pipeline are interlocked, automatically adjusting their frequency based on the exhaust volume. The oil and gas are directly fed into the regenerative heat exchanger for heat exchange with the condensed gas, and then continue to the condensation unit for multi-stage condensation.
Level Ⅰ - Pre-cooling Level (0~5℃):
The condensation principle at this level involves transferring heat between a small mixture of uncondensed oil and gas with cold content, which has been condensed at the third stage, and new incoming oil and gas. This process cools the oil and gas mixture down to 0-5°C, thereby enhancing refrigeration efficiency and promoting energy conservation by rational energy utilization.
Crude oil and natural gas can liquefy most of the moisture in the air and C9+ components in the exhaust gases at the pre-cooling stage, while recovering part of the coldness before entering the condensation stage.
Level II - Intermediate Cooling Condensation Stage (-30~-35℃)
The condensation principle at this level employs a Bitzer semi-hermetic screw-type defrosting refrigeration unit system (heat pump defrosting system) to maintain the cold field temperature at -30 to -35°C, condensing and liquefying the majority of C5 and above components in the exhaust gas, while recovering some of the cold energy before entering the deep cold stage.
Level III - Deep Cold Condensation Grade (-60~-75℃)
The condensation principle at this level employs a Bitzer semi-hermetic screw compressor cascade unit to maintain the cold field temperature at -60 to -75°C. At this point, most of the oil components are condensed and liquefied, separating from the oil. The low-temperature lean oil gas that is separated from the oil is then returned to the heat exchanger for reheating exchange, with the temperature rising back to near ambient. This completes the recovery and utilization of the cooling capacity in the gas circuit. Additionally, each cold field outlet pipeline is equipped with an oil cooling recovery unit that uses the overheated steam exhausted from the refrigeration system compressor to raise the oil temperature above the freezing point. This solves the oil cooling recovery issue and ensures that no ice blockage or condensation occurs in any outlet pipeline. The entire refrigeration capacity of the equipment's refrigeration system is used to overcome the latent heat of vaporization as the oil and gas change from a gaseous to a liquid state, with no excess cooling capacity wasted. The condensation system uses a dual-path switchable design, with one path for condensation and one for defrosting, making it more efficient.
2) Adsorption Unit
The treatment efficiency of oil components in low-concentration oil-gas mixtures that have not been condensed is 90%. Achieving an adsorption efficiency of 95% in the first stage can meet environmental protection standards. To mitigate the risk of high steam content in the oil entering the adsorption unit due to system failures, this scheme employs a two-stage adsorption system consisting of 2 adsorption vessels. Group A adsorption vessels are in the "adsorption" working state, while Group B adsorption vessels are in "desorption." When oil-gas enters the first stage adsorption, the majority of organic substances in the oil-gas are adsorbed by activated carbon. The remaining organic substances in the oil-gas are completely adsorbed by activated carbon, and the exhaust gas that meets standards passes directly through the carbon layer and is discharged into the atmosphere through the exhaust stack (exhaust stack height ≥ 15m). When the "adsorption" carbon bed approaches saturation, it shifts to the "desorption" state, while the original "desorption" carbon bed has been regenerated and transitions to the oil-gas adsorption state. The switching between the two adsorption vessels is accomplished by a PLC control system to ensure the continuous recovery and treatment of oil-gas entering the unit.
"Combination Process with Condensation and Adsorption"
Utilize advanced refrigeration technology and equipment for high efficiency and low energy consumption.
2. Utilize advanced refrigerants and cascade refrigeration systems to ensure stable low-temperature refrigeration, thereby guaranteeing an efficient vapor recovery rate.
3. Design the system configuration and control based on the user's actual conditions, ensuring optimized performance, practicality, and reliability.
4. The optimization lies in the condensation section of the system lacking ultra-low-temperature equipment, which saves money and effort, and the adsorption section has a simple and straightforward process.
5. The system is set to recover 90% of oil and gas in the condensation section, strictly controls emission standards with adsorbents, and meets emission requirements with high returns and effectiveness.
6. The low-temperature, low-pressure system boasts a high safety factor.
7. Simple process, no chemical reaction involved, easy to operate and control, with high degree of automation.
8. Easy to manufacture and install, with minimal initial investment and high economic return on investment.
Phone: 133-5621-4567 Contact Person: Manager Liu




