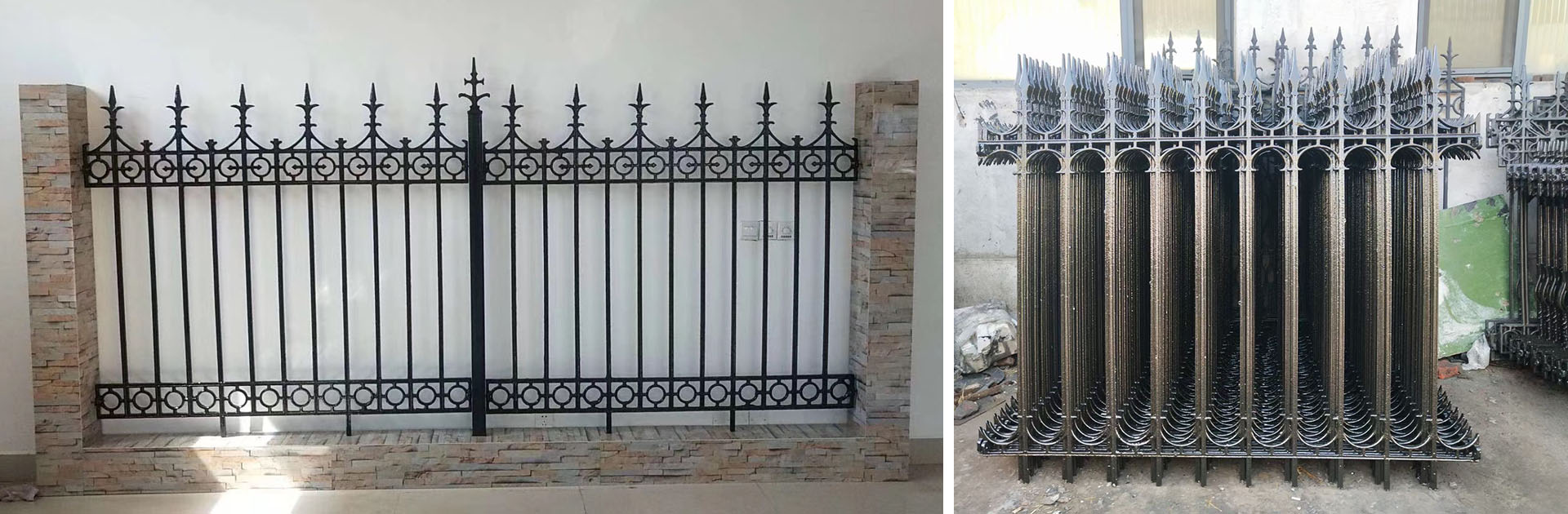
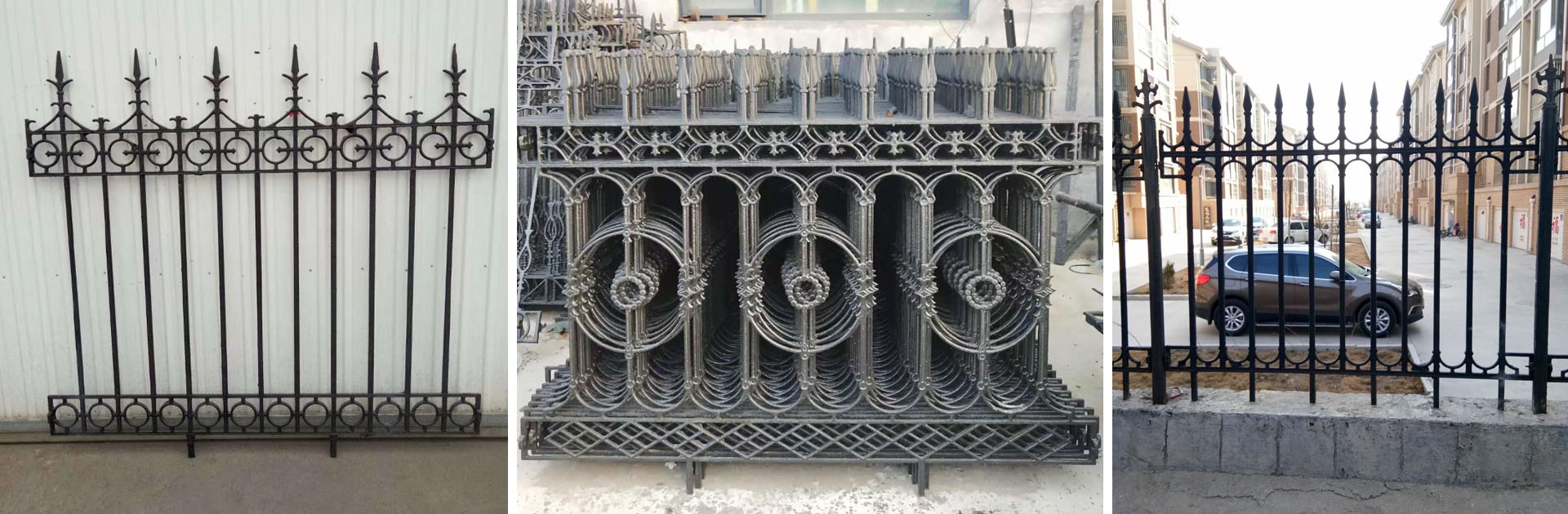


Due to the uneven wall thickness of cast iron fences and other castings, effects and organizational stresses are generated during the heating, cooling, and phase change processes. Additionally, large components often retain internal stresses after machining, and all these internal stresses must be relieved. Stress-relieving annealing typically involves heating to 500-550°C and holding for 2-8 hours, followed by furnace cooling or air cooling. This process can eliminate up to 90-95% of the internal stresses in cast iron fence castings without altering the cast iron structure. However, if the temperature exceeds 550°C or the holding time is too long, it can lead to graphitization, reducing the strength and hardness of the casting. During the cooling of castings, white mouth often forms on the surface and thin sections, which is hard and brittle, has poor machinability, and is prone to spalling. Therefore, annealing must be used to eliminate the white mouth structure. The annealing process is as follows: heat to 550-950°C and hold for 2-5 hours, then cool in the furnace to 500-550°C before air cooling. During the high-temperature holding period, ferruginous and eutectic ferrite decompose into graphite and A, and in the subsequent cooling process, secondary ferrite and eutectic ferrite also decompose, leading to the graphitization process.
News Center Co., Ltd.
