



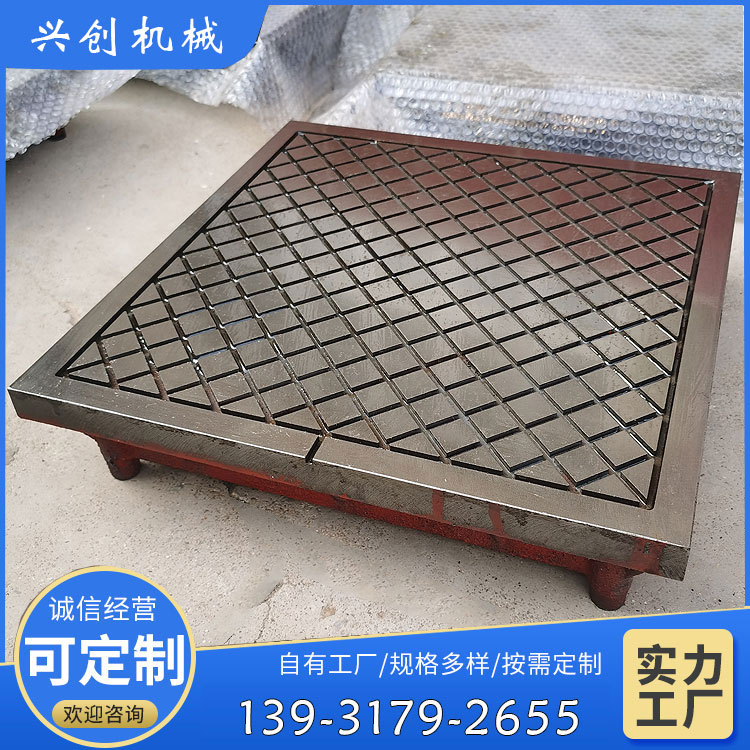
Hebei Xingchuang Machinery offers a variety of high-quality precision grinding plates to meet the diverse needs of our customers. These are produced by carefully considering welding, shaping, material costs, and performance.Precision Grinding PlatformSpecs or special specs are produced according to the buyer's drawings or agreed upon by both parties for processing and manufacturing.
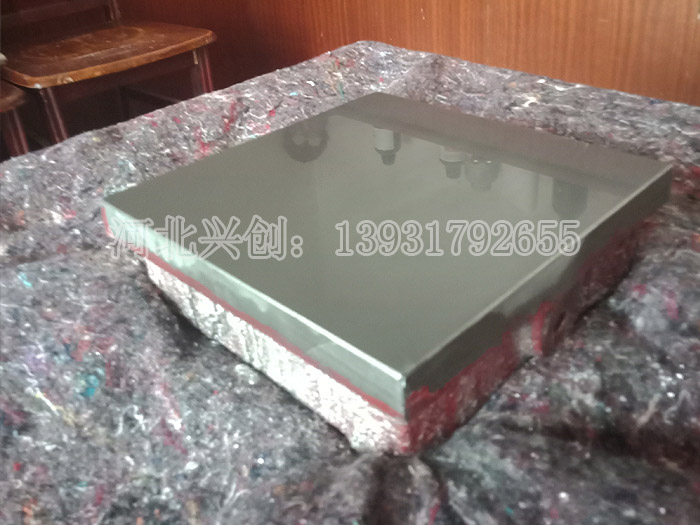
Precision grinding platesAlso known as cast iron grinding plates, embedded sand grinding plates, and mirror finish grinding plates, according to different industry practices. In recent years, Xingchuang Machinery has gained wider application due to its precise dimensions, excellent performance, and quality.
Precision grinding plate flatness requirements:
The center of the sand-bonded flat plate should be slightly elevated, typically around 2-5μm. There are two methods to achieve this elevation: one is the heating method, which is simple but difficult to control the heating time, resulting in low efficiency and is mostly no longer used. The other method involves two plates being mutually ground against each other, with the upper plate being concave and the lower plate slightly convex; however, it is only efficient to grind with the lower plate. Currently, the three-plate mutual grinding method is predominantly used, resulting in the sand-bonded flat plate being relatively flat after pressing. This method requires the repair personnel to possess a high level of technical expertise. Once mastered, this technique can significantly enhance repair efficiency.

Precautions during the precision grinding flat plate sanding process:
Before sand pressing on the grinding plate, clean the plate surface and apply an appropriate amount of sand pressing agent. During sand pressing, the plate should move in an "8" shape and "S" shape patterns in a reciprocating motion. Additionally, continuously change the direction of the plate's movement (90°, 180°) to ensure even sand pressing. The sand pressing time is generally 4 to 6 minutes.
(2) During sand compacting, pay attention to the contact area of the flat plate; a larger contact area ensures even compaction. That is to say, the upper flat plate should not be offset more than 1/4 of the plate size during the sand compacting process.
(3) Aviation gasoline can disperse the carborundum to ensure even cutting force.
(4) The cutting force can be controlled by the amount of abrasive silicon carbide inserted and the number of times it is pressed.
(5) When pressing sand on grinding plates, pay attention to cleanliness and dust prevention. Always cover the abrasive sand immediately after use. The self-mixed abrasive should be left for 10 hours before use; otherwise, the abrasive sand may clump together, making it difficult to press into the plate.
(6) Do not use a rubber cap for the dropper containing the grinding agent, as it dissolves in gasoline. If it drips onto the flat plate, it will solidify into a rubber film, affecting the quality of the sand pressing.
(7) If the sand-blasted plate is too fast or too long during mutual grinding, a thin, hard skin will form on the surface, making it impossible to press.
Sand. In this case, resurface the board (using coarse sand to fine sand).
(8) If the sand-bonded plate is used too frequently, on one hand, a hard, thin skin may form on the plate's surface, and on the other hand, the plate may wear unevenly, which requires repairing its planarity.
(9) The sand-pressed plate has a strong adsorption, so the frame holding the plate should be lower than the plate, yet it must be _tight, sturdy, and reliable, just in case.
