
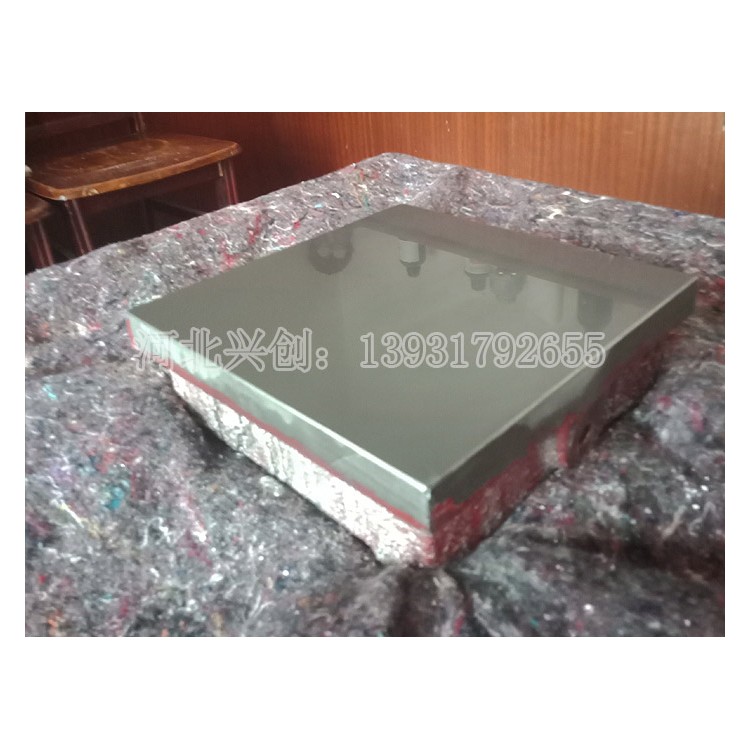
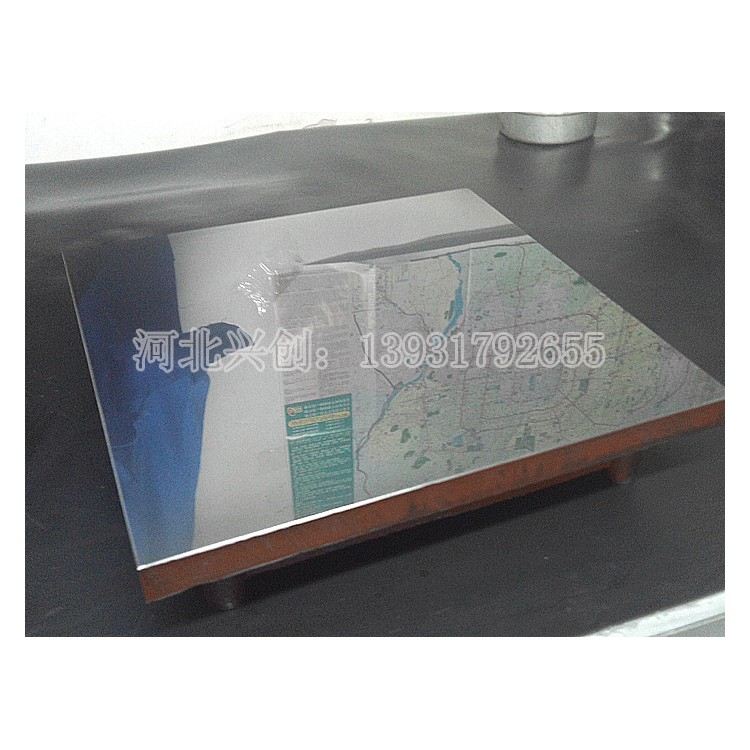
Precision Grinding PlatesCast iron grinding plates, sand-bonded grinding plates, and mirror finish grinding plates, also known as per industry customs. In recent years, Xingchuang Machinery has gained widespread application due to its precise dimensions, superior performance, and excellent quality.
Precision grinding plate flatness requirements:
The center of the sand-blasted flat plate should be slightly higher, generally 2-5μm. There are two methods to achieve this: one is the heating method, which is simple but difficult to control the heating time, resulting in low efficiency and is no longer commonly used. The other method is to abrade two plates against each other, with the upper plate concave and the lower plate slightly convex. It is only efficient to use the lower plate to grind the gauge block, which is time-consuming. Currently, the three-plate abrading method is predominantly used, resulting in a relatively flat sand-blasted flat plate after grinding. This method requires the repair personnel to possess a high level of technical expertise. Once mastered, this method can significantly improve repair efficiency.
Precautions during the precision grinding flat plate sanding process:
Before sand pressing on the grinding plate, clean the surface of the plate, apply an appropriate amount of sand pressing agent, and during pressing, the plate should move in a "figure 8" and "S" pattern in reciprocating different trajectories. Additionally, continuously change the direction of the plate's movement (90°, 180°) to ensure even sand pressing. The sand pressing time is generally 4 to 6 minutes.
(2) During sand compacting, pay attention to the contact area of the flat plate; a larger contact area ensures even compaction. That is to say, during the sand compacting process, the top flat plate should not be offset more than 1/4 of the plate size.
(3) Aviation gasoline can disperse the silicon carbide, preventing uneven cutting forces.
(4) The magnitude of cutting force can be controlled by the amount of diamond sand pressed in and the number of pressing cycles.
(5) When pressing sand on grinding plates, ensure cleanliness and dust prevention. Always cover the silicon carbide after use. The self-prepared abrasive should be left for 10 hours before use; otherwise, the silicon carbide may agglomerate, making it difficult to press into the plate.
(6) Do not use a rubber stopper for the bottle containing the abrasive, as it dissolves in gasoline. If it drips onto the plate, it will form a rubber film, affecting the sand pressing quality.
(7) If the sand-blasted plate is polished too quickly or for too long, a thin, hard skin will form on the surface, making it difficult to press.
Sand. In this case, resurface the board (using coarse sand to fine sand).
(8) If the sand-blasted plate is used too frequently, on one hand, a hard, thin skin will form on the surface of the plate; on the other hand, the plate will wear unevenly, which requires repairing its planarity.
(9) The sandblasted flat plate has a strong adsorption, so the frame securing the flat plate should be lower than the plate, yet it must be _tight, sturdy, and reliable, just in case.