
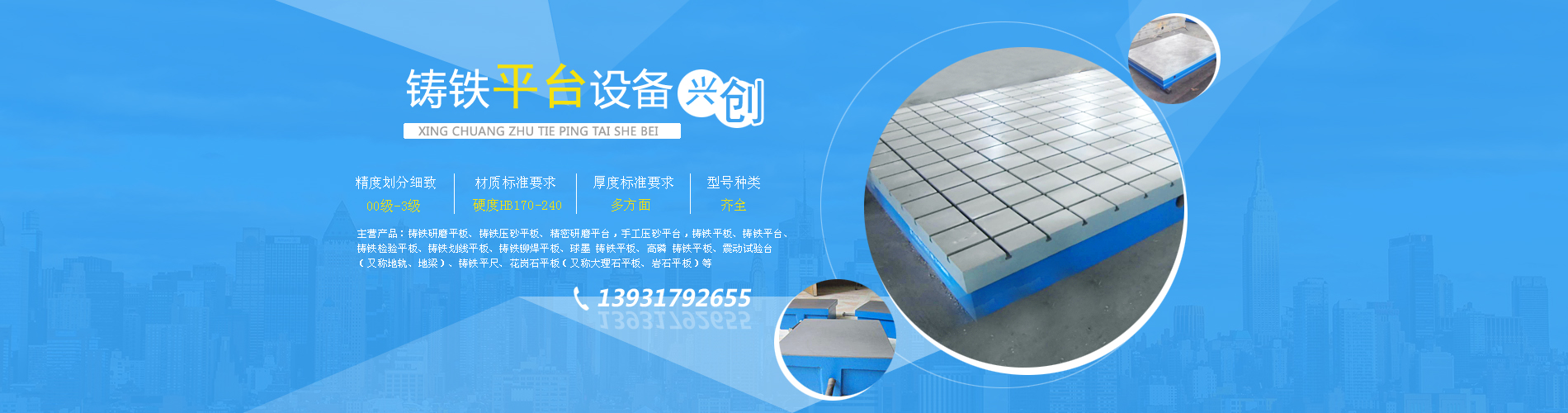


Sand Pressed PlateSanding Plate
The primary function of the sand-bonded flat plateThe geometric accuracy of the workpiece being ground is communicated. The geometric errors of the grinding flat for gauge blocks directly affect the flatness accuracy of the gauge surface. The flatness requirement for the gauge surface of 0.5-150mm, 0-grade gauge blocks is no more than 0.1μm, such stringent requirements naturally place high demands on the sanding flat. After a period of use, the sanding flat's flatness worsens due to varying degrees of wear. Therefore, to improve the flatness of the sanding flat, calibration is necessary.

温馨提示: 温馨提示:
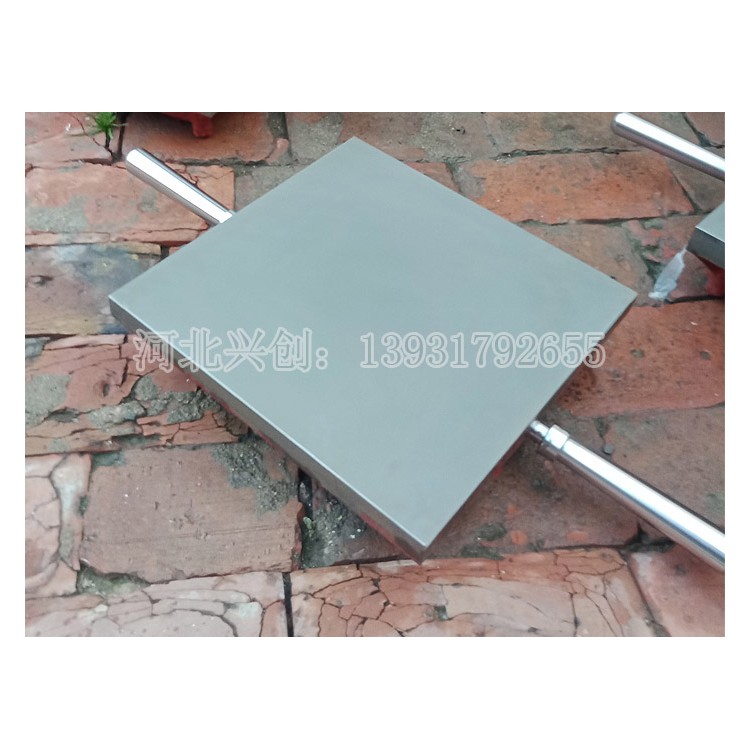
Pressed sand plates often have sharp edges on the sand grains, which can easily scratch the surface of the measuring block, causing roughness and affecting the quality of the block. Therefore, after pressing the plate, it must be treated with oilstone to remove the sharp edges before use. When in use, a flat plate should be divided into three parts: coarse (occupying 1/2 of the plate), medium (occupying 1/4), and fine (occupying 1/4). Suitable polishing tools include oilstones, agate oilstones, and hard alloy.
The finishing tools must be lapped, and the interference strips on the plane should not exceed 0.5.
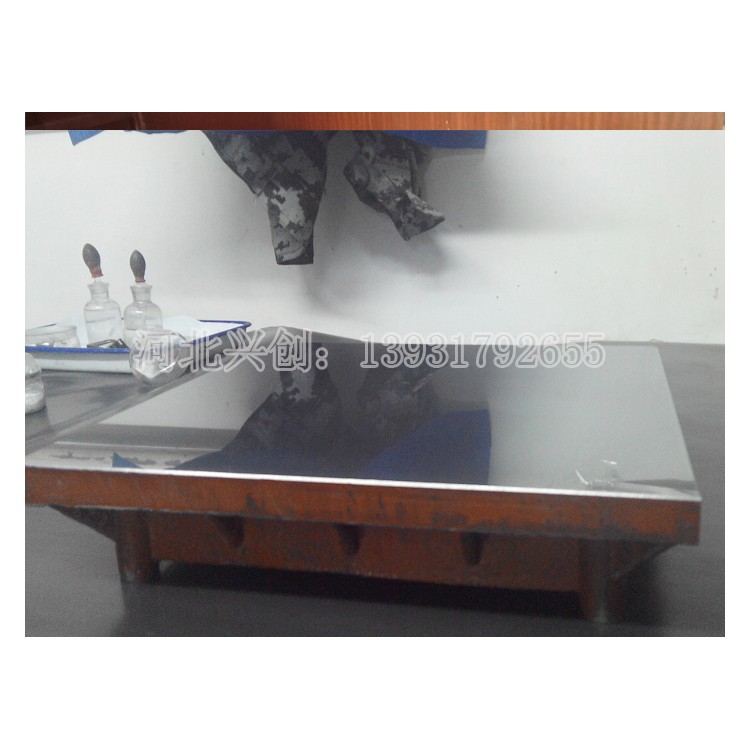
The polishing method is: While polishing the flat plate, gently press the oilstone with your hand (apply even pressure), and perform a rotating motion. After grinding several times on the flat plate, sprinkle aviation gasoline, wipe it clean with a cotton cloth, and then test the surface with a worn-out block. The surface roughness Ra should reach 0.010μm to be acceptable. If the grinding stripes become coarse, it indicates the emery has been exposed. Re-polish, repeating this process multiple times until it meets the required standard. During polishing, be careful not to apply excessive pressure, as it may smooth out the sand particles.
