
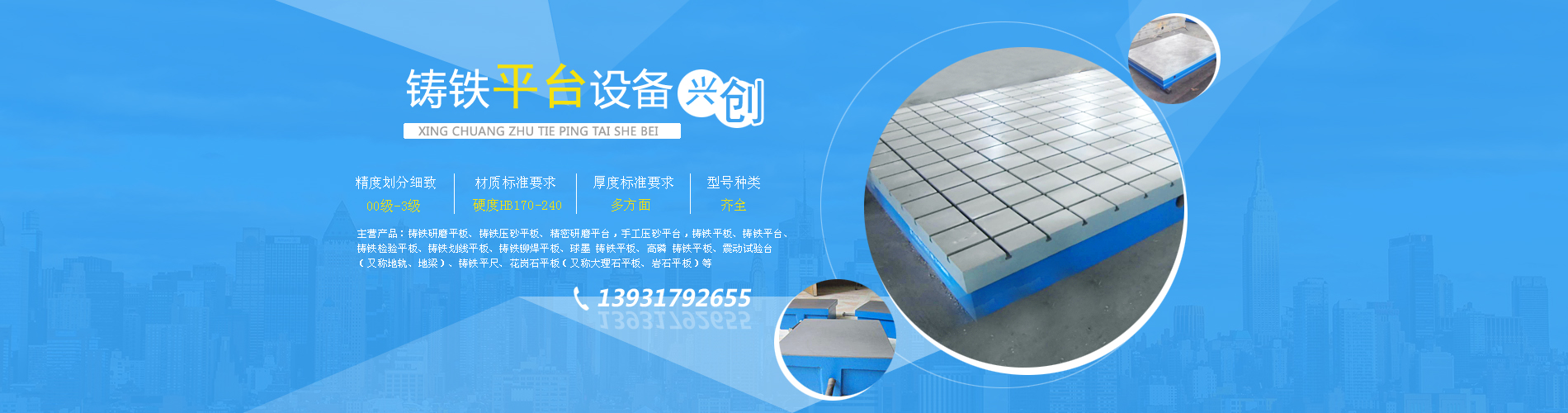


Dry grinding sand flat plateOne of our leading products, the dry grinding sand flat plate can be used in conjunction. This product offers stable accuracy and excellent wear resistance. Accuracy: Follows standard metrological inspection procedures, with five grades: 0, 1, 2, 3, and fine planing.

The dry grinding sand flat plate is one of the main measuring tools for repairing mass blocks, and its quality directly affects the repair quality of the mass blocks. Therefore, the sand pressing on the flat plate is particularly important. The flat plates for repairing mass blocks typically come in three types: gray cast iron, high-phosphorus spheroidal cast iron, and high-phosphorus low-metal spheroidal cast iron. The hardness of the flat plates ranges between HB130-50. Using a flat plate with lower hardness makes it easier to embed coarse sand, which is suitable for coarse grinding, resulting in a lower surface roughness and a whitish appearance on the mass block. A flat plate with higher hardness is more difficult to embed coarse sand, but easier to embed fine sand, with poor wear resistance. This leads to a higher surface roughness and a brighter, bluish color on the mass block. Plates with a hardness between 220-260 are both easy to sand press and suitable for high-precision precision grinding, especially for mass block repairs. The temperature during plate repair is also crucial; too high or too low temperatures make sand embedding difficult, with an ideal temperature around 20 degrees. Some units have poor temperature control in the sand pressing room. When flat plates are moved from one temperature to another for grinding, they may undergo thermal expansion and contraction, causing surface deformation. Therefore, it is generally recommended to allow flat plates to acclimate for several hours or longer before sand pressing, ensuring the plate has stabilized before beginning the grinding process.
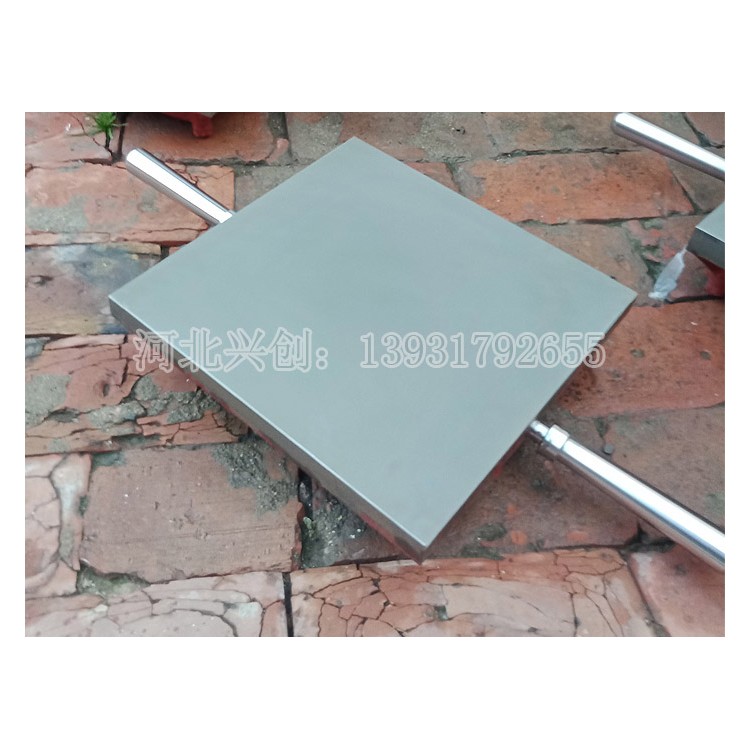
Dry grinding sanding plate featuresThe coal oil between the sand-pressing plates is less, and the amount of金刚砂 is also reduced, resulting in a strong吸附 force (grinding force) between the upper and lower plates, making the sand pressing more laborious. During dry sand pressing, it is generally recommended to use a pre-mixed abrasive and consistently use the same type of sand throughout the process. Advantages: The sand pressing time is short, the pressed sand is dense and even, and the surface roughness Ra can reach 0.032μm. Disadvantages: Sand pressing is laborious, and if the pressing time is not properly monitored, it is easy to press the embedded sand too smooth.
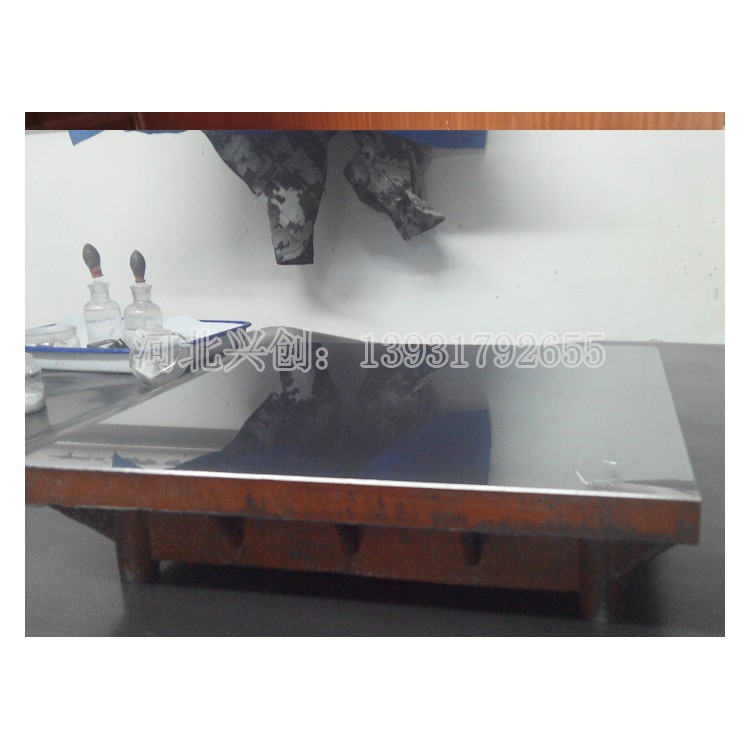
The better grinding method for flat plates is the three-plate mutual grinding technique. This method results in three flat plates with excellent flatness, with the sand pressing effect on all three being relatively uniform. Additionally, all three plates can be utilized without the need for frequent sand pressing.
Dry grinding sanding flat plate:During the grinding process, to achieve ideal flatness of the workpiece, a convex flat surface is selected. However, the appropriate convexity of the flat plate varies depending on the specific conditions during grinding. Generally, the longer the length and the higher the height of the workpiece being ground, and the faster the grinding speed, the greater the convexity of the flat plate required. After technical improvements, our factory's issue with the flatness of the blocks has been resolved, significantly enhancing product quality, reducing production costs, and improving production efficiency.
