



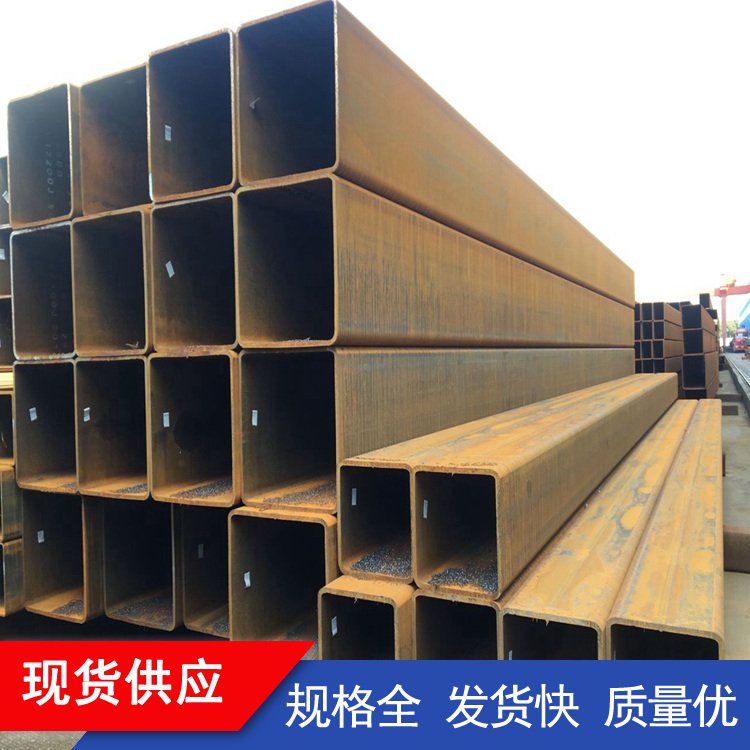
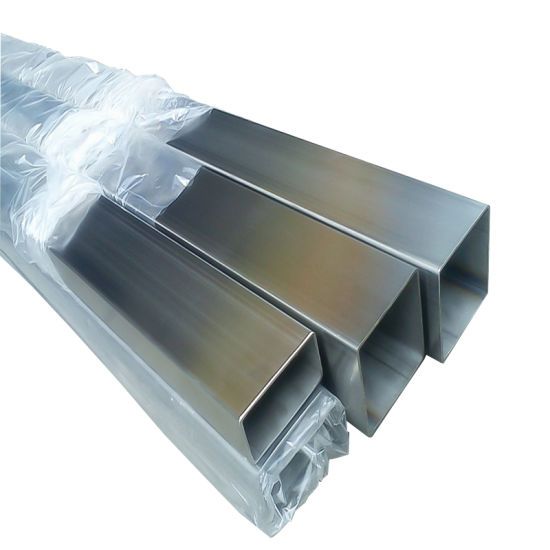
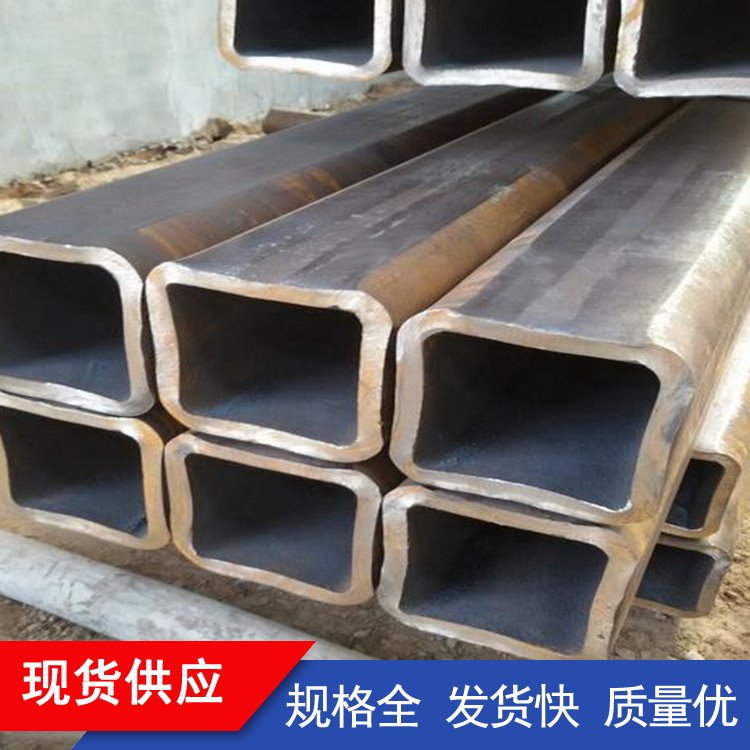
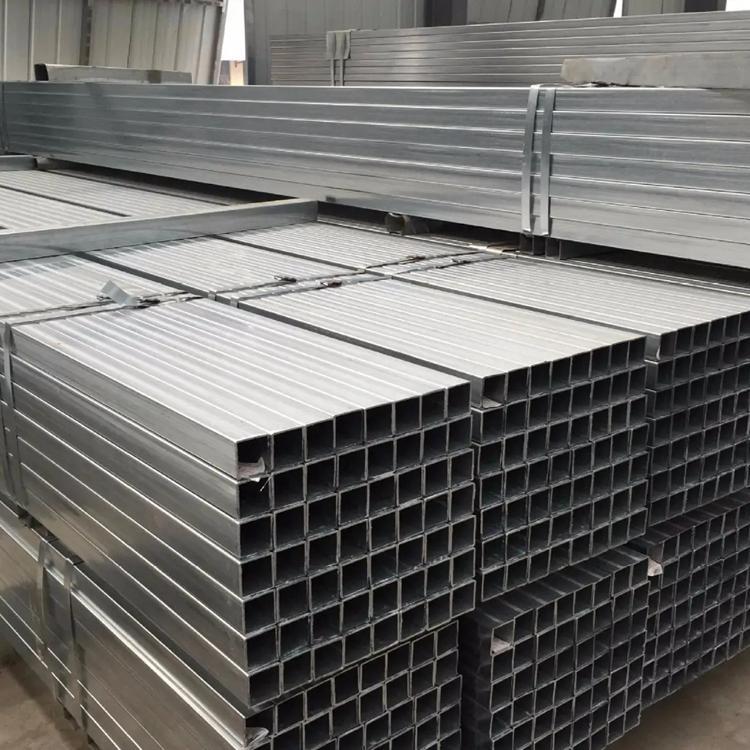
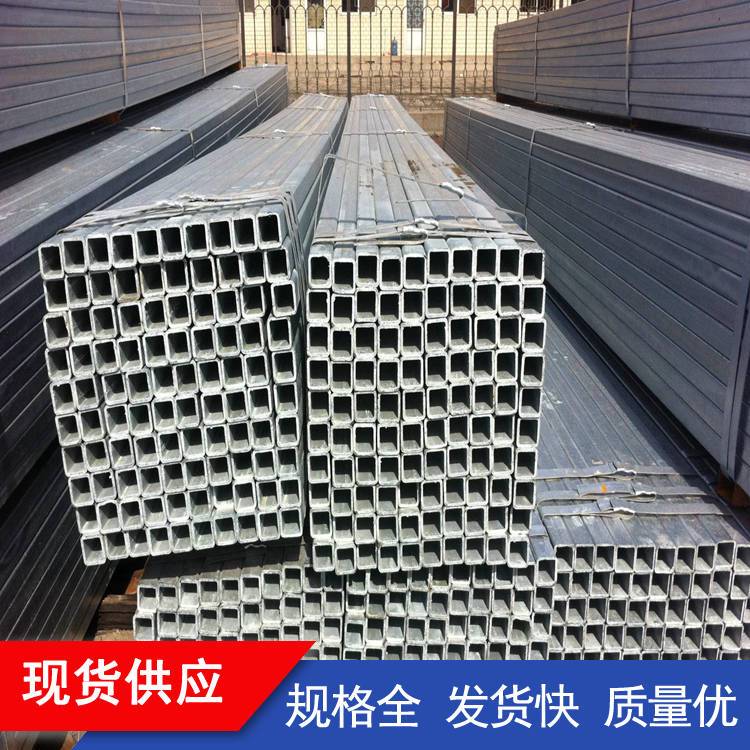
60*120 Hot-Dip Galvanized Square Pipe, New Square Tube Manufacturer, 40*100 Rectangular Tube Model
1. Actual bend
Solid bend, to put it simply, is a reinforced bending process. During solid bending, both the inner and outer rollers are reinforced on the inner and outer walls of the pipe material.
1) The features of actual bending are minimal springback and accurate shaping, thus, as long as the roller shape is precise, the radius of the inner angle formation will be relatively accurate.
2) Defects in solid bending also have stretching/thinning effects. One, solid bending causes stretching at the bend, which reduces the vertical length of the bend line; two, the metallic material at the folded part of the solid bend becomes softer due to stretching.
2. Empty Bends




The hollow bend is produced by the unilateral contact of the outer roller with the surface of the tube material, creating a bending moment that bends the material. The hollow bend causes the bending curve to shrink, which in turn stretches the bending curve vertically. The metal material at the bending point accumulates and thickens, which is the shrinkage/thickness effect of the hollow bend.
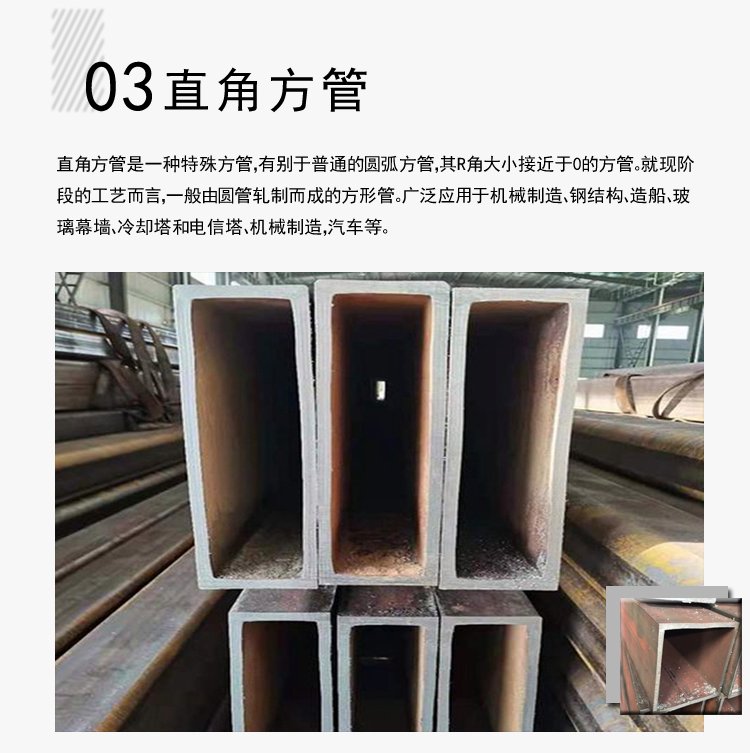
1) The advantages of open bending include the ability to bend circumference before actual bending is possible, such as simultaneous bending of the top/side of square rectangular tubes and casting and rolling. Open bending can also bend inner angles with a radius less than 0.2t without causing wall thickness破裂.
2) The main drawback of empty bending is that when square tubes are bent at the top/side simultaneously, the combined pressure from the upper and lower rolls can easily exceed the threshold, causing edge imbalance and inward凹ing. This can also affect the smooth operation of the power generation unit and the quality of the forming. This is also a different characteristic type when square tubes and round tubes are formed by empty bending.
