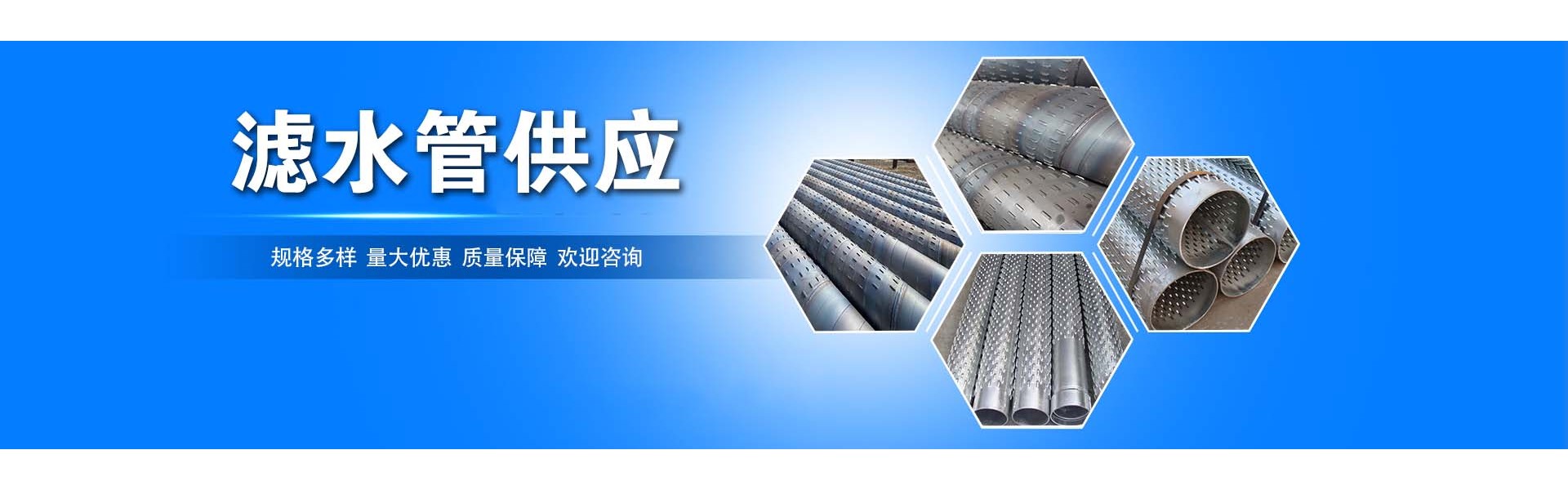

Filtering pipes are also a type of cold-drawn steel, as cold-drawn round bars require adjustments as well. However, their appearance differs from that of ordinary cold-drawn steel, making the adjustment process a key issue.
When adjusting the vertical edge of the cold drawn round bar, the top of the hammer must be slightly inclined to cause the edge of the cold drawn round bar to slope inward, preventing it from toppling and injuring the palm. Similarly, when adjusting the back of the cold drawn round steel, the hammer face should also be slightly inclined to avoid imparting special stress to the side of the cold drawn round steel due to impact force, which could lead to the round steel toppling over.
General bending sections of cold drawn steel can be improved through cold adjustment. At this point, the lower part must be cushioned into an empty suspension. The bulging part of the bend must be ensured to face up, followed by the bulge. If the round steel twists inward, it can be leveled using the flat steel leveling method. When cold drawn steel twists at the upper side and outer side, it can be adjusted and struck in the triangular concave tire.
When cold drawn round steel experiences both internal and external twists in a bending section, adjust the internal twist first, then the external twist.
If heating and cooling round steel is necessary, it is advisable to use a flat hammer to prevent hammer marks. The mechanical leveling method for cold-drawn smooth round steel generally involves adjusting with a press. When top pressure distortion occurs, a tire-type pressure must be used.
Additionally, the straightening of the cold drawn round structure is due to varying degrees of bending, which makes it inconvenient to dismantle or utilize the methods adopted by Farafi. It is also important to note that when adjusting the vertical edges of the cold drawn round steel, the steel must be flipped. When adjusting the back of the vertical edge, avoid tilting the cold drawn round to prevent any injury accidents. Adhere strictly to the above requirements to adjust the cold drawn round, restoring its structure and appearance to a satisfactory condition, thereby fully utilizing the product's role in the process system.
